
CA6DM柴油机摇臂轴高频淬火工艺改进
2012-01-10 01:29王天虎周陆飞
无锡职业技术学院学报 2012年1期
王天虎, 周陆飞
(1.一汽解放公司无锡柴油机厂,江苏 无锡 214000;2.无锡职业技术学院机械技术学院,江苏 无锡 214121)
CA6DM柴油机摇臂轴高频淬火工艺改进
王天虎1, 周陆飞2
(1.一汽解放公司无锡柴油机厂,江苏 无锡 214000;2.无锡职业技术学院机械技术学院,江苏 无锡 214121)
为解决CA6DM柴油机摇臂总成件摇臂轴在生产中出现的质量问题,在感应器、工位器具及工艺等方面采取了改进措施,确定了CA6DM柴油机摇臂总成件摇臂轴高频工艺的最佳工艺参数,提高了零件质量,取得了良好的经济效益。
摇臂轴;高频淬火;工艺改进
摇臂总成是柴油机上关键零部件之一,其质量的好坏严重影响到柴油机的使用性能及各项技术指标。摇臂轴及压球座是摇臂总成组件,其中压球座渗碳处理后碗口需高频退火,而摇臂轴需高频淬火。自CA6DM柴油机开发以来,摇臂轴及压球座一直存在质量不稳定的问题:摇臂轴存在开裂问题;压球座则在包的过程中出现碗口断裂现象,严重影响了摇臂总成的成套率,也造成了CA6DM柴油机的出产进度。
根据CA6DM柴油机摇臂总成件摇臂轴及压球座在生产中出现的质量问题,我们对问题件进行了统计,摇臂轴的报废率约为10%,而压球座的报废率则高达30%以上。针对这一情况,我们必须对从工艺等方面进行改进和完善,以确保产品质量,确保CA6DM柴油机的出产进度,所以,确定了本课题。
1 原因分析
1.1 摇臂轴
摇臂轴的质量问题见图1。
从图1可以看出,81D摇臂轴在高频淬火过程中出现开裂并存在烧融现象,开裂位置内侧有一通孔,此处肉子较薄,在加热过程中一旦加热功率偏高,透热温度极易升高,造成零件淬火开裂、甚至烧融,从而造成零件报废。
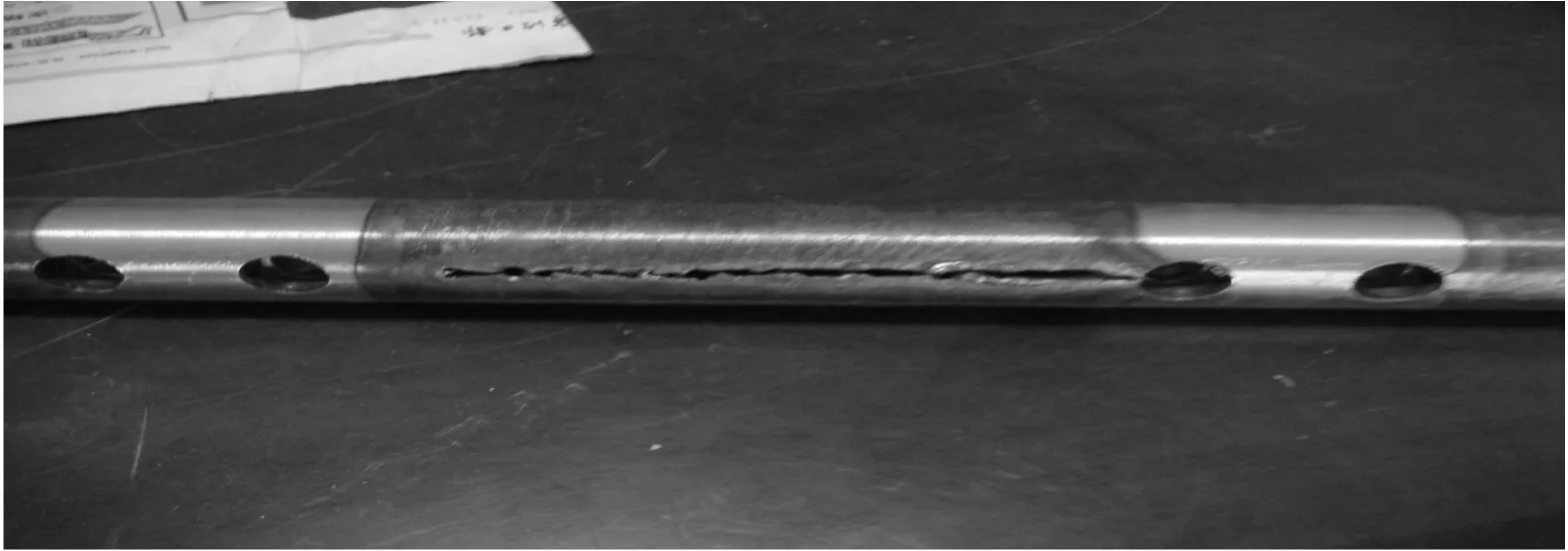
图1 81D摇臂轴在高频淬火时出现的裂纹Fig.1 Cracks of 81D rocker shaft in high-frequency quenching process
这一质量问题的产生,是由于淬火温度过高造成。理论上讲,81D摇臂轴高频淬火温度是可以控制的。81D摇臂轴高频淬火感应器是自制而成。轴的直径为32.5,而自制感应器的有效加热圈的直径为40。为了确保满足淬火层深度要求,对于一定的感应器,需通过加热电参数和加热时间的完美结合来完成。延长加热时间或提高加热功率都可以确保淬火层深度,但这样都增加了淬火开裂的倾向,这就必须通过调整感应器与零件之间的距离来获得最佳的加热时间和加热功率的匹配。笔者认为,由于感应器的有效加热圈的直径过小,加热线圈与摇臂轴之间的间隙过紧,而为了淬火层深度与硬度所采用的加热电参数和加热时间极易造成此类质量问题。所以,设计合适的感应器,通过工艺试验,选择合适的工艺参数,成为解决这一质量问题的当务之急。
1.2 压球座
图2中所示,是压球座退火不好出现质量问题的典型案例。

图2 退火不好的压球座Fig.2 Inadequacy annealing pressure ball base
为了确保压球座与压球之间具有良好的耐磨性,压球座与压球均采用渗碳淬火工艺来提高两者的耐磨性,渗碳深度要求为0.2~0.35。为了满足图2所示的压球座与压球的尺寸配合,压球座必须能将压球的头部包住且具有一定的强度,这就要求压球座的碗口A处(见图3)具有足够的韧性,而这种韧性的获得需通过退火来实现。如图2所示,压球座的碗口出现锯齿型,说明压球座退火未退好,碗口硬度偏高,韧性不够,在工作过程中压球很容易从压球座中脱落出来,从而造成质量事故。
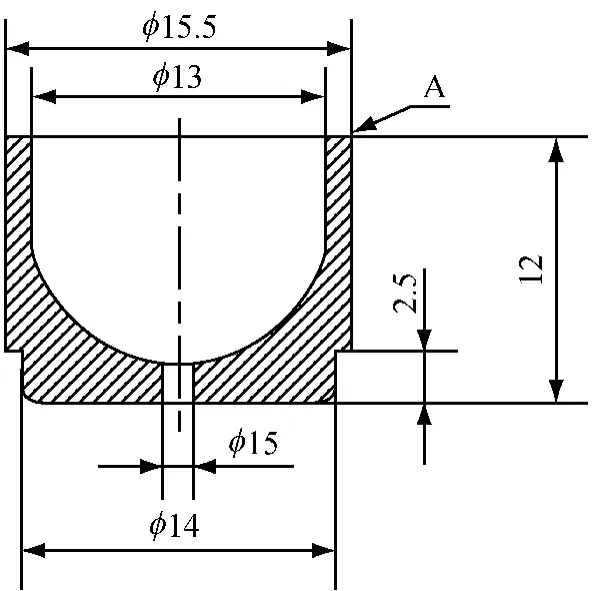
图3 A处约3~4mm需退火Fig.3 A about 3~4cm where need to be annealed
由于压球座的碗口(A处)壁厚只有1.25,且含碳量较高(1.0%以上),在加热过程中非但没有将硬度退掉,反而很容易淬硬,造成图2所示的质量问题。所以,为彻底解决这一质量问题,必须对感应器进行优化,并进行工艺试验,优化工艺参数。
1.3 试验方案
(1)设计感应器;
(2)制作感应器;
(3)进行工艺试验;
(4)小批生产及质量跟踪;
(5)批量试验及质量跟踪。
1.4 感应器的设计与制作
1.4.1 摇臂轴 摇臂轴属于长轴类零件,且零件的淬火面积远远大于同时淬火的最大面积,一般情况下采用圆环式连续淬火感应器。根据摇臂轴感应淬火技术要求和所采用的淬火设备,虽然高频淬火层比较薄,零件中积蓄的热量较少,但零件直径较大(32.5),靠感应器自身喷出的淬火水还不足以满足零件冷却的要求,因此,采用自身不喷水另加辅助喷水器结构的淬火感应器可以满足要求,29D摇臂轴高频淬火采用的感应器属于此类感应器。根据29D摇臂轴高频淬火感应器的结构特点,结合采用自制的感应器42(有效加热圈直径)进行81D摇臂轴高频淬火的质量情况,将感应器有效加热圈直径从42增加到50,感应器有效加热圈与加热零件之间的距离为8.75,既保证了感应器与零件之间的间隙,又保证了感应器有效加热圈与零件之间能量转换的最佳距离匹配(6~10),喷水角与29D摇臂轴高频淬火感应器同均为30度。设计好的81D摇臂轴高频淬火感应器如图4所示。
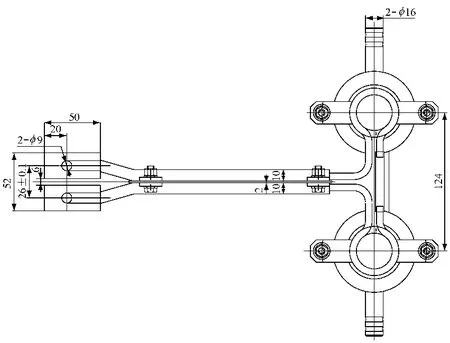
图4 81D摇臂轴高频感应器Fig.4 High-frequency sensor of 81D rocker shaft
1.4.2 压球座 81D压球座开发试制时高频退火采用的感应器是借用的29D压球座高频退火感应器,如图5所示。

图5 29D压球座高频退火感应器Fig.5 High-frequency annealing sensor of 29D pressure ball base
29D压球座碗口壁厚为1毫米,退火长度为碗口以下1毫米(含碗口),退火时从顶部开始向下传导,中间增加喷液冷却并进行二次加热,以达到退火的目的,第一次加热的时间为第二次加热的2倍。以这种工艺方法对29D压球座进行退火,产品合格率达到100%。采用该工艺方法对81D压球座进行退火时,产品合格率仅为70%。究其原因有二:一是81D压球座碗口壁厚为1.25毫米,比29D压球座碗口壁厚略厚;二是81D压球座的退火深度为3毫米。因此,对感应器结构进行优化设计。由于81D压球座的退火深度为3毫米,通过顶部加热向下热传导的加热方式对81D压球座的退火已经不能满足要求,因为加热时间的延长会导致碗口温度的偏高,既而增加了重新淬火的可能,或增加加热功率同样会导致碗口温度的偏高,而增加了重新淬火的可能。因此重新进行感应器的设计时,将加热方式改为对要求退火的位置直接进行加热,从侧面进行加热。优化设计后的感应器如图6所示。

图6 新设计81D压球座的退火感应器Fig.6 Annealing sensor of new-design 81D pressure ball base
1.5 工艺试验
感应器设计制作好后,分别进行了工艺试验。
81D摇臂轴高频淬火工艺试验在GCB1205 100kW高频淬火机床上进行;
81D压球座高频退火工艺实验在GZSK30KW高频淬火机床上进行。
试件由奉化动力机械配件有限公司提供。
1)81D摇臂轴高频淬火试验工艺为
槽路电压为:4.65kV;
阳极电流为:5.3A;
栅极电流为:0.6A;
灯丝电压为:12V;
直流电压为;8.5kV。
试验结果为:(共做了2根)
淬火层深度为:0.85,0.90;
淬火层硬度为:57HRC,57HRC。
(技术要求:淬火层深度≥0.75,淬火层硬度55-60HRC。)
工艺试验零件质量全部合格。
2)81D压球座高频退火实验工艺为:
阳极电压:3 600V
阳极电流1.5A;
栅极电流0.25A,
第一次加热时间为2 800ms,
第二次加热时间为1 600ms,
加热延时200ms。
本次试验共用了10个81D压球座,试验结束后,首先对碗口硬度进行了检测。硬度情况为:520HV1,516HV1,509HV1,510HV1,523 HV1,500HV1,
521HV1,520HV1,505HV1,507HV1。
从退火后的碗口硬度情况来看,退火后的硬度相当均匀。
将这10个退好火的零件送奉化动力机械配件有限公司进行现场包压球试验,未出现锯齿形裂纹现象,质量检验全部合格。
6 小批试验
接着进行了小批试验,分别进行了100支81D摇臂轴的高频淬火和1 000个压球座的高频退火。其中81D摇臂轴抽了2支进行实物解剖检测淬火层深度和硬度,质量情况为:淬火层深度为,1.0,0.95;淬火层硬度为,56HRC,57HRC。
81D压球座抽检了5个进行碗口硬度检测,硬度情况为:525HV1,518HV1,503HV1,524HV1,513HV1。送现场包,质量完全合格。本批1 000个在随后的包的过程中质量也全部合格,无一质量问题。
7 质量跟踪
自从2010年9月15日采用新设计制作的感应器生产以来,到目前为止,共生产了81D摇臂轴12 000支,除15支由于加工时孔偏而造成的开裂外,未出现由于高频淬火的质量而造成的零件报,淬火层深度、硬度全部满足技术要求,合格率达到100%。而81D压球座共生产了85 000个,共出现了128个包裂质量问题,合格率为99.85%。
8 结 论
作者根据淬火零件的特点,通过运用感应淬火基础理论,对81D摇臂轴和81D压球座感应器进行优化设计,并通过工艺试验,对工艺进行改进,确定了最佳工艺参数,利用于生产实际中,所生产的产品质量完全满足技术质量要求,达到了预期的目的。在本课题进行过程中,对81D压球座退火质量的检验作了改进,质量检验标准作了量化的验证:实践证明,在渗碳层深度为0.2~0.35的情况下,当81D压球座退火后碗口硬度不大于540HV1时,在包压球时质量完全满足要求。所以,作者建议,将81D压球座技术要求修改为:A段退火,硬度≤540HV1。
[1] 林信智.淬火感应器的选用、设计与制造[M].北京:机械工业出版社,1991.
[2] 刘宗昌.钢件的淬火开裂及防止方法[M].2版.北京:冶金工业出版社,2008.
[3] 王忠诚,齐宝森,李杨.典型零件热处理技术[M].北京:化学工业出版社,2010.
[4] 沈庆通,梁文林.现代感应热处理技术[M].北京:机械工业出版社,2008.
Improvement of High-frequency Quenching Process for Rocker Shaft of CA6DM Diesel Engines
WANG Tianhu1, ZHOU Lufei2
(1.Wuxi Diesel Engine Works of the FAW Jiefang Automotive Co.Ltd.,Wuxi 214000,China;2.School of Mechanical Technology,Wuxi Institute of Technology,Wuxi 214121,China)
In order to solve the quality problem of rocker shaft,the rocker assembly parts of CA6DM diesel engines in the production process,some improvement measures have been taken in the aspects of sensor,location device,process,etc.This has set the best process parameters for the high-frequency technology of rocker shaft of CA6DM diesel engines,improved parts quality,and achieved good economic benefits.
rocker shaft;high-frequency quenching;process improvement
TG 156.3
A
1671-7880(2012)01-0065-04
2011-11-19
王天虎(1964— ),男,江苏扬州人,高级工程师,研究方向:热处理。
猜你喜欢
金属加工(冷加工)(2023年1期)2023-02-04
江苏安全生产(2022年2期)2022-04-19
政工学刊(2021年12期)2021-12-22
水泥工程(2020年4期)2020-12-18
金属加工(热加工)(2020年9期)2020-11-04
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
河南工学院学报(2017年1期)2017-06-07
柴油机设计与制造(2016年4期)2017-01-15
