钢厂粉煤灰浮选提碳试验研究
2011-12-13 00:35范桂侠曹亦俊刘炯天李国胜张姝婷贾艳阳
中国煤炭 2011年8期
范桂侠 曹亦俊 刘炯天 李国胜 侯 伟 张姝婷 贾艳阳
(中国矿业大学化工学院,江苏省徐州市,221116)
钢厂粉煤灰浮选提碳试验研究
范桂侠 曹亦俊 刘炯天 李国胜 侯 伟 张姝婷 贾艳阳
(中国矿业大学化工学院,江苏省徐州市,221116)
针对贵州六盘水某钢厂粉煤灰烧失量高达27.30%,进行了实验室提碳浮选研究。首先研究了粉煤灰的可浮性,找到粉煤灰的优化浮选条件,最后进行了4种流程探索。试验表明,采用分段加药一次粗选+一次扫选+扫选精矿再精选流程,可以得到产率38.67%、烧失量56.95%、碳回收率79.85%的产品,尾灰烧失量可降至6.72%。
粉煤灰 提碳 流程 分段加药
目前,我国粉煤灰每年的排放量约有3亿t。大量的粉煤灰存放,不仅会占用大片农田耕地,产生扬尘严重污染大气,而且其灰浆如果排放到江河湖泊,会污染阻塞河道,直接影响到水生物的生长,破坏生态平衡。粉煤灰品种有干灰、湿灰和炉底渣3类,它们的化学组成相似。粉煤灰在资源化过程中存在的一个重要问题是碳含量超标,它制约了粉煤灰在许多领域的应用。利用粉煤灰中未燃尽的炭和其它颗粒润湿性的差异,通过浮选方法来回收碳是一种有效的方法,用以提高粉煤灰的技术附加值,充分挖掘粉煤灰的工业和商业价值,提高企业的最大效益。
1 粉煤灰的可浮性特征分析
贵州六盘水某钢厂粉煤灰烧失量高达27.30%,根据工业要求,该粉煤灰经过分选之后产品的烧失量要提高到56%~58%;尾灰烧失量在8%以下。浮选提碳试验采用XFD-Ⅲ型1.5L单槽浮选机、DSA100接触角仪、激光粒度分析仪、马弗炉、分析天平等试验设备和仪器。
1.1 粉煤灰的粒度特性
通过小筛分试验、激光粒度分析仪和马弗炉燃烧法,测得各粒级的产率和烧失量,见表1;使用激光粒度分析仪测得粒度分布曲线,见图1。
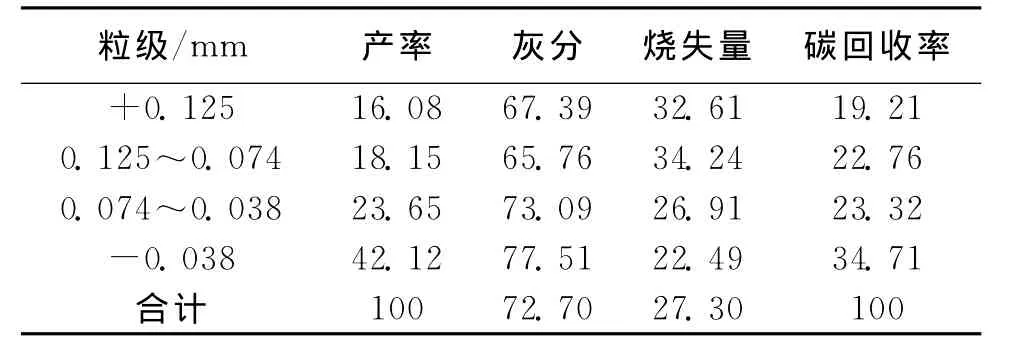
表1 各粒级产率及烧失量%
从表1和图1可以看出,烧失量随粒度的增大而增加,但是变化幅度不大。原灰的烧失量较高,说明煤粉不完全燃烧。-0.038 mm的产率达42.12%,碳回收率为34.17%。其余各粒级产率均匀,碳回收率相对也均匀。可见各粒级的提碳都是降低烧失量的关键。
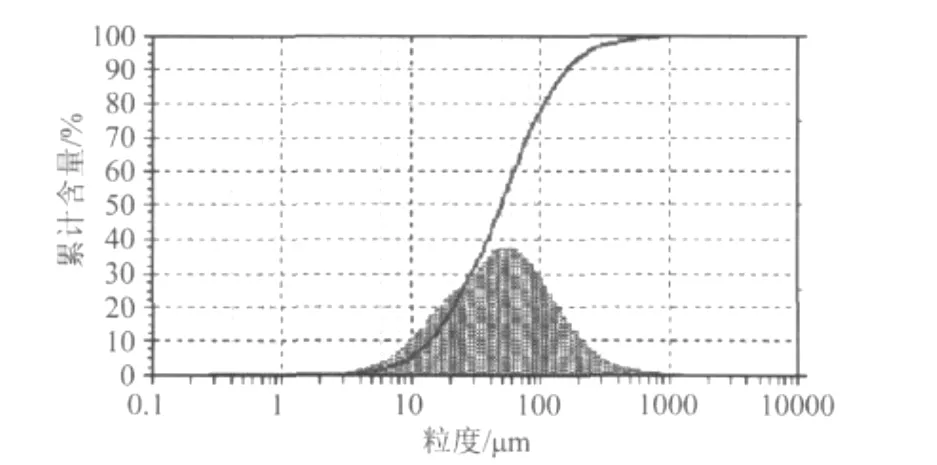
图1 粒度分布曲线
1.2 炭粒的润湿性
润湿性是表征颗粒表面重要的物理化学特征之一,是颗粒可浮性最直观的标志。颗粒的润湿程度可以用接触角的大小来表示。本试验使用德国DSA100接触角仪测出接触角。粉煤灰的接触角为21°,说明它的可浮性较差。研究表明,粉煤灰中炭粒表面的润湿性和可浮性与煤炭相近,其接触角在60°左右,而粉煤灰中其它颗粒的接触角相对较小,只有10°左右。因此在泡沫浮选中,由于接触角的差异,使得炭粒可以粘附在气泡上,而其他颗粒不能,从而实现分选。
2 粉煤灰浮选条件优化试验
2.1 捕收剂用量试验
根据前期试验和文献得到,捕收剂柴油的效果远比煤油效果好,这里选用柴油作为捕收剂。起泡剂用新型R-1起泡剂。试验采用的XFD-Ⅲ型1.5L单槽浮选机,入浮矿浆浓度15%,捕收剂搅拌时间7 min,起泡剂搅拌时间5 min,充气量1.67 m3/(m2·min),刮泡时间为6 min,起泡剂用量固定在800 g/t,捕收剂的用量探索3次,捕收剂的3个水平分别为600 g/t、1000 g/t和1600 g/t。试验结果见表2。

表2 药剂用量试验结果
评定同一种煤样在不同工艺条件下的浮选完善程度时,用浮选完善指标作为评定标准,公式为:

式中:ηwf——浮选完善指标,%;
γdj——浮选精煤实际产率,%;
Ady——浮选入料灰分,%;
Adj——浮选精煤灰分,%。
计算3组试验的浮选完善指标分别为35.12%、39.44%和31.90%,第二组指标比较好,所以选择捕收剂用量1000 g/t。
2.2 起泡剂用量试验
试验采用新型R-1起泡剂和R-2起泡剂进行试验,捕收剂用量1000 g/t,矿浆浓度15%,起泡剂用量对试验回收率影响如图2所示。
由图2看出,在相同捕收剂用量条件下,随着起泡剂用量的增加,精煤的产率增加,烧失量降低,碳回收率增加,在同等药剂用量条件下的试验结果相比,R-2起泡剂优势明显,R-2起泡剂用量在1200 g/t的条件下,一段粗选可以得到烧失量7.53%的合格尾灰产品,所以R-2起泡剂的适宜用量为1200 g/t。
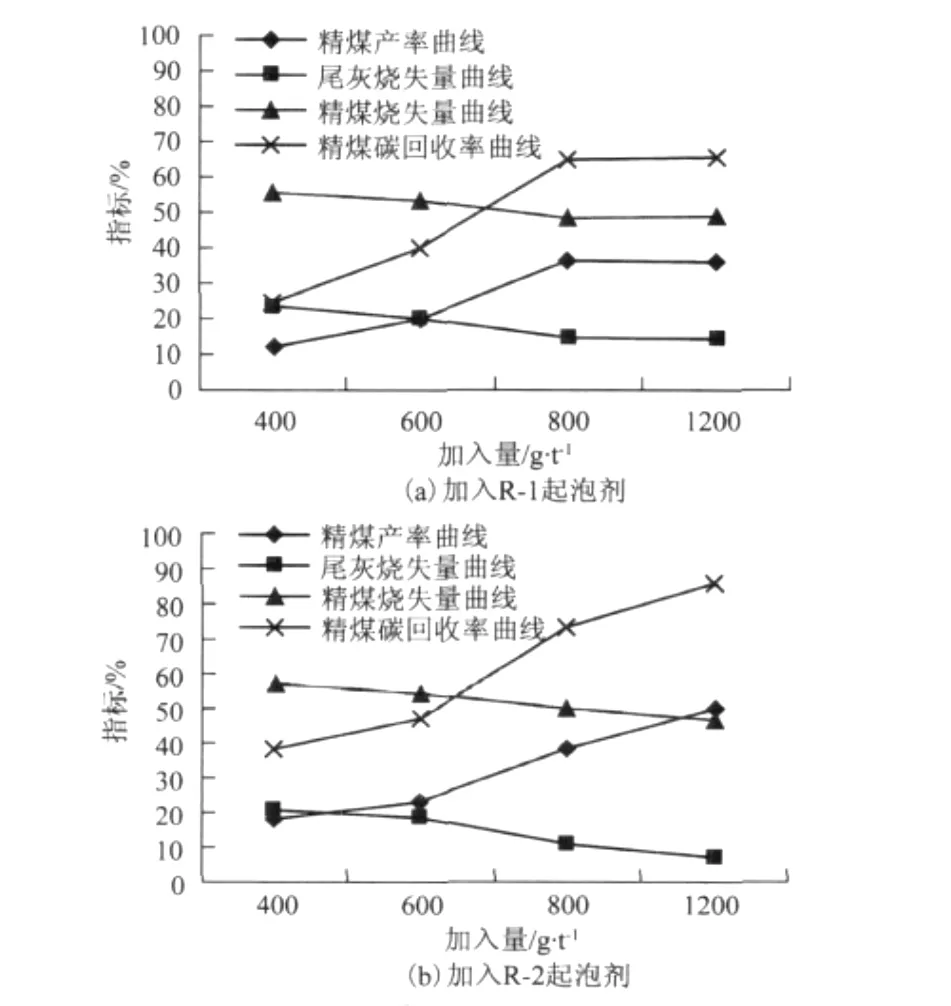
图2 两种起泡剂探索试验
2.3 矿浆浓度影响研究
结合前期试验,在捕收剂用量1000 g/t、R-2起泡剂用量为1200 g/t的条件下,矿浆浓度在10%、15%和20%3个水平下进行探索,试验结果见表3。
从试验结果看,随着浓度的升高,精煤产率增大,烧失量减小,且尾灰烧失量变小。综合考虑精煤产率、灰分和粗尾烧失量,最终确定了最佳浮选浓度为15%。

表3 矿浆浓度浮选试验结果%
3 浮选流程探索试验研究
根据现场对尾灰烧失量在8%以下的具体要求,采用一次粗选,尾灰烧失量可达7.53%,但精煤烧失量不符合要求。鉴于此,后续试验的重点是如何在保证精煤烧失量的条件下,提高精煤产率。
3.1 试验流程设计
试验室设计4个流程进行试验,其中:流程A为一次粗选+一次精选;流程B为一次粗选+一次精选+精选尾矿再扫选;流程C为一次粗选+一次精选+精选尾矿磨矿再扫选;流程D为分段加药一次粗选+一次扫选+扫选精矿再精选。试验时矿浆浓度15%,捕收剂搅拌时间7 min,起泡剂搅拌时间5 min,流程图如图3所示。
3.2 浮选试验结果及分析
根据图3所示的流程,经过多次试验,最终得到如表4所示的试验数据。
3.2.1 流程A:一次粗选+一次精选流程
因为一次粗选得到的精煤灰分较高,所以首先采取对粗选精煤进行精选试验。试验采用粗选和精选,刮泡时间均6 min,由表4知,此流程可得到碳回收率为75.17%、产率37.40%的产品,此时精煤烧失量为55.14%,比要求的烧失量低,不是十分理想。
3.2.2 流程B:一次粗选+一次精选+精选尾矿再扫选流程
此流程是在A流程的基础上进行的,为降低精选精煤灰分,刮泡时间改为2 min,然后进行扫选,扫选刮泡时间为4 min,此流程可得到碳回收率为74.95%,产率为37.38%,烧失量为55.49%的产品。此流程和A流程类似,可以大致看出浮选速度,这个流程的意义还在于和流程C进行比较,得出原灰的一些性质。
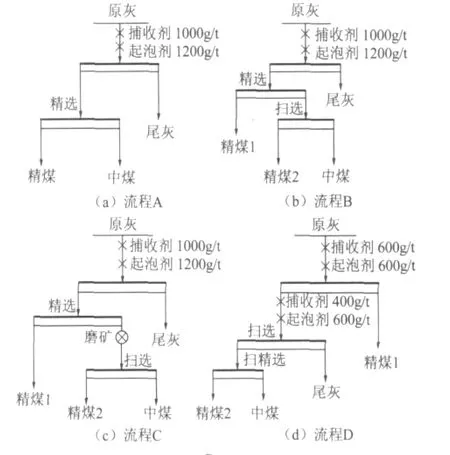
图3 试验流程图
3.2.3 流程C:一次粗选+一次精选+精选尾矿磨矿再扫选流程
流程C比流程B多了一个磨矿,从试验来看,磨矿后得到精煤2的灰分与流程B的精煤2相比,灰分升高2.5%,但其产率也大幅降低,比流程B降低约10%,这种规律与一些试验是相悖的。综合分析,产率降低的原因是在磨矿过程中,脉石矿物泥化严重,对药剂的吸附量大大增加,使得真正的碳没有机会与药剂结合,不能形成气泡,从而使精煤2产率大大下降。灰分增加的原因是脉石矿物易粉碎,磨矿过程加剧了该粉煤灰的泥化程度,导致浮选过程中的高灰细泥夹带现象严重,污染了精煤,致使精煤灰分提高。因此,磨矿工艺不能得到合格的产品。
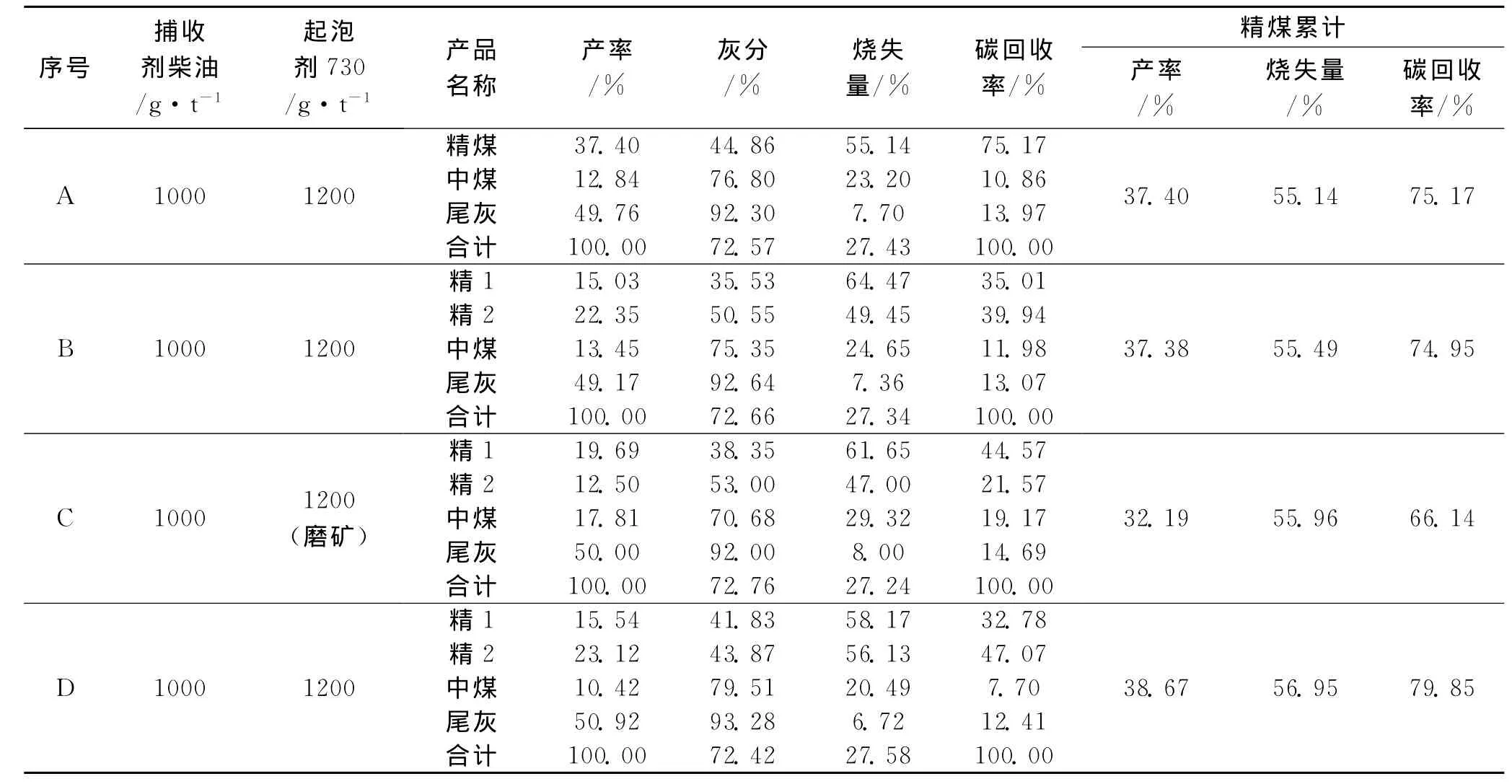
表4 流程探索试验结果
3.2.4 流程D:分段加药一次粗选+一次扫选+扫选精矿再精选流程
为了提高药剂作用,采用分批加药方式。在粗选时减少药剂量的加入,不仅可以保证精煤1的灰分,同时后续流程补加药剂也可以延长药剂的作用时间,维持浮选整个过程的均衡浓度,提高难浮物料的选择性。在扫选时加药得到精煤的灰分比较高,所以采用扫选精煤再精选的流程,这样不仅可以保证精煤2的灰分,也可以使中煤灰分提高。试验证明,流程可以得到精煤产率为38.67%、烧失量为56.95%的合格产品,同时碳回收率为79.85%,尾灰烧失量为6.72%,达到了较好的分选效果。
4 结论
(1)通过探索,得到粉煤灰的优化试验条件为搅拌速度1800 r/min,充气量为1.67 m3/(m2·min),捕收剂搅拌时间7 min,起泡剂搅拌时间5 min,采用分批加药,一次捕收剂600 g/t、起泡剂600g/t,二次捕收剂400 g/t、起泡剂600 g/t,可得到产率38.67%、烧失量为56.95%、回收率79.85%的产品,产品可作中煤使用,且尾灰也可用于烧砖,达到综合利用。
(2)R-2起泡剂的效果比R-1起泡剂的效果要好。在同等条件下,使用R-2起泡剂比R-1起泡剂得到的产品烧失量提高2%,而产率也可提高一些。
(3)采用分段加药的方式,可以维持浮选整个过程的均衡浓度,提高难浮物料的选择性,提高回收率,达到试验指标。
[1] 付洪波.粉煤灰特性及其在绿色高性能混凝土中的试验研究[J].建筑设备与建筑材料,2010(2)
[2] 沈璞利.粉煤灰综合利用探讨[J].企业科技与发展,2010(12)
[3] 张覃,代文治,卯松等.浮选试验条件对粉煤灰脱炭的影响[J].矿物学报,2007(12)
[4] 边炳鑫,李哲.粉煤灰分选与利用技术[M].徐州:中国矿业大学出版社,2005
[5] 胡忠于,陈安国.降低粉煤灰中碳含量的全浮选试验研究[J].湖南工程学院学报,2004(2)
[6] 邱跃琴,张覃,唐云等.从粉煤灰中回收碳的浮选试验研究[J].科学研究,2002(3)
[7] 李京芳,朱申红,陈国栋等.粉煤灰浮选脱碳试验研究[J].科学研究,2008(2)
An experimental research on separation of unburned carbon using flotation from fly ash
Fan Guxia,Cao Yijun,Liu Jiongtian,Li Guosheng,Hou Wei,Zhang Shuting,Jia Yanyang
(School of Chemical Engineering and Technology,China University of Mining &Technology,Xuzhou,Jiangsu 221116,China)
The paper gives the flotation experiment of improving carbon based on the loss on ignition of Guizhou fly ash up to 27.30%.Fly ash's flotability was studied firstly,we find the optimization condition for flotation reagents.At last,experiment is done by four processes,the results show that the product with the productivity of 38.67%,the loss on ignition of 56.95%,the recovery of 79.38%and the tailing with the loss on ignition of 6.72%can be achieved according to the process of one roughing,one scavenging and one refinement.
fly ash,improve carbon,process exploration,the stage agent addition
TD943
A
范桂侠(1987-),女,中国矿业大学在读博士研究生,主要从事矿物加工的研究。
(责任编辑 张毅玲)
猜你喜欢
选煤技术(2022年3期)2022-08-20
广西大学学报(自然科学版)(2022年2期)2022-07-06
选煤技术(2022年2期)2022-06-06
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
煤炭加工与综合利用(2021年7期)2021-08-26
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
矿产保护与利用(2021年2期)2021-06-11
煤炭工程(2021年4期)2021-05-08
煤炭加工与综合利用(2020年11期)2020-12-16