
商洛炼锌厂焙烧制酸系统的设计及生产实践
2011-12-08 06:20:06王建芳杨和平王正民
湖南有色金属 2011年2期
王建芳,杨和平,王正民,周 玺
(1.商洛学院化学与化学工程系,陕西商洛 726000;2.陕西锌业有限公司商洛炼锌厂,陕西商洛 726000)
·冶 金·
商洛炼锌厂焙烧制酸系统的设计及生产实践
王建芳1,杨和平2,王正民2,周 玺2
(1.商洛学院化学与化学工程系,陕西商洛 726000;2.陕西锌业有限公司商洛炼锌厂,陕西商洛 726000)
介绍了商洛炼锌厂109 m2流态化炉焙烧制酸系统的设计工艺、主要设备及生产运行实践情况。该系统开车一次成功,生产经济技术指标都达到设计值,制酸转化率稳定在99.7%,吸收率超过99.96%,尾气达标排放,且安全连续运行395 d。然后停车检修28 d,对部分工艺设备问题进行改进处理,第二次开车一次成功,生产运行8个月未出现重大问题。
锌精矿;流态化焙烧;制酸装置;生产实践
陕西锌业有限公司商洛炼锌厂(以下简称炼锌厂)为满足120 kt/a湿法炼锌的需要,适时响应国家发改委2007年颁发的《铅锌行业准入条件》,委托中国恩菲工程技术有限公司设计了109 m2锌精矿流态化焙烧炉及配套的制酸装置。该装置于2008年4月1日开工兴建,2009年6月建成。首次开车一次成功,并安全连续运行395 d,生产稳定,设备运转良好,主要生产经济技术指标都达到设计值。然后停车检修,对生产中发现的细小问题处理改进。改进后生产至今,正常稳定。
1 设计工艺
1.1 上矿工序
矿仓配好的锌精矿通过8条皮带到炉前料仓。期间要经过筛分和破碎设备。若锌精矿水分超过9%,锌精矿还需通过以煤气作为热源干燥窑干燥。这8条皮带中,1#、2#、3#为计量皮带(一用两备),安装有申克电子称,用于计算上矿量。炉前料仓是精矿的储备和焙烧炉供料的中转站。炉前料仓的矿再经过9#变频皮带和10电子称皮带、分料圆盘、两台抛料机进入流态化焙烧炉。根据锌精矿粒度细且含水分波动大,在干燥窑等处设计了布袋收尘器,有效地回收了飞扬的粉尘,改善了上矿工序的操作环境。
1.2 焙烧工序
焙烧工序工艺流程图如图1所示。
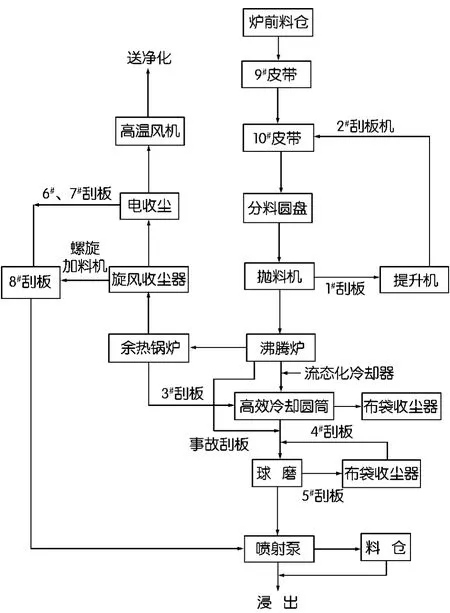
图1 焙烧工序工艺流程图
流态化焙烧炉采用了恩菲工程技术有限公司最新改版后的优化设计,炉顶采用整体浇筑结构,炉体开孔也选用了浇筑形式。流态化焙烧炉烟气出口和余热锅炉连接处的膨胀节采用了迷宫式结构专利技术施工。
溢流锌焙砂和余热锅炉烟尘依次通过流态化冷却器和高效冷却圆筒冷却、刮板、球磨机后进入中间仓。而漩涡收尘和电收尘的烟尘经过螺旋加料器、刮板也进入中间仓。中间仓下有两台气体喷射泵,气体喷射泵将锌焙砂和烟尘送到湿法炼锌浸出工序或焙砂仓备用。烟气经过余热锅炉、漩涡收尘器、电收尘器降温后送入净化工序。
抛料机抛洒到地面上的矿经过刮板、斗式提升机,又送回到10#皮带。
余热锅炉设计蒸发量为28 t/h,锅筒压力4.0 MPa。温度为252℃的饱和蒸汽,与原有氧化锌车间的两台余热锅炉所产的饱和蒸汽合并,进入两级余热饱和蒸汽发电机组,其中一级发电后抽出部分低压蒸汽供湿法冶炼工艺加热和冬季取暖使用,代替了过去的燃煤蒸汽锅炉。该余热锅炉采用软化脱盐水强制循环,循环泵和给水泵均为一用一备,并配备了一套500 kW的柴油发电机组作为应急电源,充分保证了余热锅炉的安全运行。余热锅炉高温区清灰装置采用了恩菲的专利设备,中温区采用了乙炔微爆脉冲装置,而烟气出口处紧接恩菲的专利设备两级四管式旋风收尘器,之后是电收尘器。电收尘器采用卧式单室四电场结构,极间距400 mm,阴极采用RS芒刺线,阳极采用Z形板,配备了恒流源电控柜。排尘采用溢流螺旋排灰机,保温采用了不定型硅酸盐材料。
1.3 净化工序
设计进净化工序烟气流量7.209×104m3/h,采用两级逆喷高效洗涤器-填料冷却塔-两级电除雾器的稀酸清洗净化流程,出填料冷却塔的稀酸用国产板式换热器冷却。高效洗涤器两级逆喷采用了特制耐高温材料,高温烟气进口部分内衬了石墨块,填料冷却塔采用聚丙烯海尔环为主填料层,上面铺一层300 mm厚,50×50 mm的瓷质异鞍环填料。高效洗涤器和填料冷却塔均采用塔槽一体式结构,与高位槽、脱气塔和沉降槽的主体材质一样,整体采用FRP材质,酸管路采用FRP或UPVC材质。稀酸循环泵采用国产工程塑料特种泵。两级电除雾面积均为37 m2,采用国内成熟的导电玻璃钢材质,配备了恒流源电控柜。还配备并安装使用了净化沉降槽酸泥压滤和添加水玻璃除氟的设施。在第二级电除雾和干燥塔之间预留了回收烟气中汞的设施用地。
1.4 转化工序
设计采用ⅢⅠ-ⅣⅡ换热流程和(3+1)两次工艺,进转换器正常烟气流量(干基)6.913 1×104m3/h,进转换器烟气SO2气浓度为7.35%。设计和安装充分考虑到高温蠕变、受热应力和烟气露点腐蚀等生产实际问题。转化器隔板及顶盖采用304不锈钢,立柱及篦子板采用RTCr-0.8耐热铸铁,其余材料使用Q235-B,立柱和横梁等Q235-B材质的暴露件喷铝0.3 mm。转化器第一段和第二段三氧化硫出口至Ⅰ、Ⅱ换热器二氧化硫进口管道和波纹补偿器采用304不锈钢材质,其余管道和波纹补偿器全部采用Q235材质。
四台高效换热器采用旋流网板(空心环)急扩加速流缩放管管壳式换热器,总换热面积10 603 m2,换热管采用20 g加工,其余材料用Q235-B,Ⅰ、Ⅱ换热器上气室喷铝,Ⅲ、Ⅳ换热器下气室采用耐酸内衬。
两台电加热器采用(3 000+1 000)kW,电热元件采用0Cr25A15电阻丝。
1.5 干吸成品工序
设计干吸塔采用蝶形塔底,管式分酸器喷淋分酸。干燥塔捕沫层选用抽屉式,两层316L丝网,隔栅为304不锈钢;中间吸收塔(一吸塔)选用了高效安全的柱式,与花板法兰连接的非湿纤维除雾器B14(30支);最终吸收塔(二吸塔)选用了高效安全的柱式,与花板法兰连接的非湿纤维除雾器 G25(12支)。循环槽为卧式结构,球形封头中下部进酸,塔槽受力和混酸均匀,并且降低了干燥塔平台高度。循环酸采用泵后冷却流程,干燥、吸收、成品均采用阳极保护管壳式浓硫酸酸冷器冷却。上酸、回酸和串酸管道均采用316L不锈钢材质。
1.6 供风系统
沈阳生产的炉前二次鼓风机,开车升温时使用,作用是将油枪喷出的油吹成雾状,并供风供氧。炉前鼓风机,两台,一用一备,沈阳生产,提高生产用风。高温离心风机一台,型号WFY26.5F-C6B,带液力耦合器,作用为将烟气抽往制酸工序,国产SO2风机一台,型号为S2450;2010年7月检修时又安装了一台德国生产的 KKK风机,型号为SFP9。空压机原设计4台,Q=65.8 m3/min、P=0.85 MPa,试产初期发现气体喷施泵气压不稳,又增加了两台Q=43 m3/min,P=0.85 MPa,正常生产为四用两备。它的作用是焙砂输送、流态化冷却器和气动阀等供气。
1.7 用水系统
共设计有五个水站供硫酸系统各工序用水:
70 t/h软化脱盐水站:设计采用多介质过滤器-保安过滤器-反渗透-两级混床工艺,所产软化脱盐水供三台余热锅炉使用(氧化锌车间有两台蒸发量为12 t/h,压力为4.0 MPa的余热锅炉)、两台流态化冷却器和109 m2流态化焙烧炉冷却管束使用。
2 400 t/h焙烧和余热发电冷却循环水站:根据商洛炼锌厂水质条件,设计采用了双罐钠离子交换器(软水器)、差压式全自动过滤器、浮动床式全自动过滤器和3台中温方逆流FRP凉水塔等水处理设备组成的全闭路循环冷却水系统,分别用于高效冷却圆筒、高温螺旋排灰机、余热发电冷凝机组和低压蒸汽的冷却。
3 200 t/h净化和干吸冷却循环水站:根据商洛炼锌厂提供的水质条件,设计采用了量子管通环、电解除垢仪、双罐钠离子交换器(软水器)、差压式全自动过滤器、浮动床式全自动过滤器和4台中温方逆流FRP凉水塔等水处理设备组成的全闭路循环冷却水系统,部分回水软化除垢,分别用于净化工序两台稀酸板式换热器和干吸成品工序4台阳极保护管壳式换热器内浓硫酸的冷却。
150 t/h二氧化硫风机冷却循环水站:设计采用了量子管通环、差压式全自动过滤器和一台中温方逆流FRP凉水塔等水处理设备组成的全闭路循环冷却水系统,经过两台板式换热器循环冷却二氧化硫风机的工作油和润滑油。
1 200 t/h污水污酸处理站:设计采用三级中和、三级沉降过滤和两级压滤的污水污酸处理工艺,集中处理全厂湿法炼锌、硫酸生产和综合回收利用等生产工艺过程中产生的污水污酸,处理后的终水达到国家标准GB8978-1996第一、第二类中规定的一级标准,终水回收利用率超过90%,用于厂区内绿化灌溉、洗车洗渣、冲厕和冷却等。
1.8 锌焙砂送料系统
该厂焙砂输送,仅通过气体喷射泵将其送到湿法炼锌的浸出工序。
1.9 控制监测系统
整个系统采用DCS控制检测,系统内所有运转设备,以及高低变化液位等,都能检测和控制。该厂设有一个工程师站,有权对整个系统DCS控制系统监控、调整或修改等;两个调度室监控站,4个DCS监控操作站,重点设备现场还设有PLC控制系统,员工到现场巡查时发现问题就地可以在PLC控制柜的触摸屏上进行调整,与DCS互为补充。DCS监控系统除了对设备运行状态的监控外,还有记录、报警、连锁等功能,为生产提供极大的方便和安全。
2 主要设备
焙烧制酸系统所用的主要设备列于表1。
3 生产运行情况
该套装置的转化、干吸系统于2009年5月30日开始升温,109 m2流态化焙烧炉于2009年6月1日开车升温,6月2日接通烟气,全系统开始生产。安全、连续、清洁、稳定地运行了395 d,国内外少见。流态化焙烧炉炉顶和炉体开孔是恩菲首次采用整体浇筑结构,生产一年半,炉顶和炉体外观状态完好如初,很好地解决了大型流态化焙烧炉的烟气泄露问题。主要生产经济技术指标都达到设计值,所产工业硫酸送四川省危险化学品监督检验站检测,质量符合GB/T534-2002优等品标准。
4 生产中出现的主要问题及改进措施
4.1 余热锅炉出现两次漏水事故
2009年6月8日22∶00余热锅炉漏水紧急停车检修,经供货方现场检查,确认为一根20 g换热管有制造缺陷,出现裂缝导致漏水,停车检修时进行补焊处理。2009年11月30日9∶00排灰检查时发现余热锅炉有一处渗水现象,12月2日临时停车检修,发现是一根20 g换热管和鳍片在安装焊接时有重复焊接缺陷,做了补焊处理。运行12个月,安全稳定。
4.2 锌焙砂输送系统故障率高
锌焙砂输送系统由三台气体喷射泵及配套的管道、阀门组成,最远水平输送距离520 m,最高垂直输送距离35 m。生产初期出现3类问题:由于操作不熟练,焙砂管道容易堵塞;气体喷射泵空气压力不稳定;焙砂输送管道的弯头部分磨损快,漏料事故频繁。工厂通过加强职工操作技能培训;空压机出口管道上加装专用的控制阀门,空压机提供的压缩空气合理分配,分别供给流态化和气体喷射泵。另外,为了保险起见,于2009年11份增加了两台Q=43 m3/min,P=0.85 MPa的空压机作为备用;焙砂管道弯头改用特种陶瓷内衬弯头,解决了锌焙砂输送问题。
4.3 高效洗涤器运行问题
该装置运行初期,发现两级逆喷流量分配不均匀,第一级逆喷流量偏大;高温段内衬石墨块局部掉落;高位槽出现酸泥,酸泥堵管。由于以上诸多问题,导致2009年10月13日12∶00第一级逆喷有一支喷嘴发生断裂掉落事故。为了防止高效洗涤器被烧坏,先将溢流堰的流量调大。11月7日临时停车更换了一支新喷嘴,补砌了掉落的内衬石墨块,清理了高位槽的酸泥和被堵的管子,并将一级逆喷的流量调小。原稀酸管道设计为两台稀酸泵共同为两级逆喷供稀酸(另有一台备用泵),一级逆喷流量调小的同时,二级逆喷流量也变小了。但通过DCS检控系统发现,此时高效洗涤器暂时相对安全。2010年7月大检修时,对稀酸管道进行改进。1#稀酸泵只给二级逆喷供液,2#稀酸泵只给一级逆喷供液,3#稀酸泵作为备用。有效地解决了逆喷流量调节问题。

表1 焙烧制酸系统所用的主要设备
4.4 转化系统热量富裕问题
转化系统开车运行以来,转化器各段温度的调节灵活自如,总转化率一直稳定在99.7%~99.8%。但是转化系统热量富裕较多。表现在Ⅲ换热器管道出口烟气温度高达270~290℃,Ⅳ换热器管道出口烟气温度高达170~240℃。这部分富裕热量一方面导致一吸阳极保护结垢和腐蚀严重,另一方面是浪费。2009年8月发现一吸塔进出口温度明显升高,进口温度升高超过20℃。临时停车检查发现一吸阳极保护结垢严重,通过用高压水枪和电钻带14#钢筋处理了近4 h才清理干净。经过技术人员分析后,在制酸循环水中多次少量加入自产的浓硫酸代替108阻垢剂、605缓蚀剂和906灭藻剂。循环水的pH控制在6.2左右,生产至今阳极保护没有出现结垢现象,管道也没有发现腐蚀点。对于富裕热问题,2010年7月,利用大检修时间,在Ⅲ换热器出口管道上加装了一台2 050 m2的省煤器。使用之后,Ⅲ换热器管道出口烟气温度降低到160~180℃。这部分富裕热可使余热锅炉每小时多产3 t蒸汽,用于生产或余热发电。
4.5 一级电除雾大梁下沉问题
2010年4月,一级电除雾突然停运,临时停车检修。发现一级电除雾框架大梁一端316L不锈钢螺丝腐蚀断裂,大梁下沉接地。技术人员对不锈钢螺丝进行更换,并在不锈钢螺丝外表用玻璃钢做了防腐。检查第二级电除雾,发现不锈钢螺丝也有腐蚀现象,并对第二级电除雾也做了同样的处理。生产至今,电除雾运行正常。
4.6 水质问题
该系统制酸装置设计总用水66 520 m3/d,其中循环水量60 120 m3/d,生产用新水量3 242 m3/d,新水由丹江边新建的水源地深水井提供。按饮用水标准 GB5749-2006采样检测,结果表明:新水水质较差,总硬度、氯化物、硫酸盐和混浊度等16项指标超过原设计水质,导致70 t/h化学水处理站水耗电耗较大、软化脱盐水水质不稳定、干吸循环水容易结垢等问题。针对水源水质差的问题,2010年7月,在大检修期间,加装了活性碳过滤器、钠离子交换器、自动反冲洗过滤器等水处理设备,化验表明水质改善明显。
4.7 花板和炉墙漏风问题
2010年7月大检修时发现,风箱花板有两处漏风点,技术人员研究决定,先将漏点的杂物清理,用高铝石棉把漏点填充二分之一,然后将耐火土和玻璃水按一定比例混合均匀的混合料,用石棉绳粘满将漏点填充密实。而排渣管周围的漏点,是用钢纤维浇注料搅拌均匀进行浇注,并捣实。生产8个月未发现漏风现象。2010年8月流态化焙烧炉排料口炉墙出现一圈裂缝漏风,向外严重吹矿,排料口焙砂发扬,对排料操作不便;排料口北侧墙面浇注料出现鼓起、断裂。在技术人员和筑炉专家的研究下,于9月2日临时停车处理。裂缝用石棉绳粘水玻璃和耐火土的混合料填充压实;断裂的地方先除掉被风侵蚀的浇注料,在钢壳体上接锚固体与外支自制的薄铁皮模板相焊接,防止脱落,重新浇筑钢纤维浇注料,让其自然凝固。生产运行7个月未出现开裂漏风问题。
4.8 KKK风机的使用
由于二氧化硫风机只有一台,它若有故障全厂的生产将会瘫痪。2010年7月,在大检修期间,又增加了一台德国制造SFP9的 KKK风机。运行了5个月,安全节能。在同负荷下,比原风机日平均省电9 700多度左右。
5 结 语
商洛炼锌厂109 m2流态化沸腾焙烧炉及配套200 kt/a烟气制酸装置生产以来,虽然出现了一些设备或工艺方面的问题,但通过改进和优化,生产运行更安全更稳定。该装置的成功运行,为商洛炼锌厂120 kt/a电锌奠定了坚实基础,同时,也是恩菲工程技术有限公司在利用新材料和新技术制造大型先进精矿焙烧及制酸装置方面的有力证明。
The Design and Practice of the System to Produce Sulfuric Acid Via Roasting in Zinc Smelting Company of Shangluo
WANGJian-fang1,YANGHe-ping2,WANGZheng-min2,ZHOU Xi2
(1.Chemistry and Chemical Engineering Department of Shangluo University,Shangluo726000,China;2.Shanxi Zinc Industry Company,Shangluo726000,China)
The equipment,technology and improving produce instance are introduced about the system producing sulfuric acid on 109 m2flowing roasting furnace in zinc smelting company of Shangluo.The system is successful at the first carrying,and it has produced for 395 days continually.The mainly economy producing technological index reached the designed number,and the transform rate of producing sulfuric acid is 99.7%stablily.The absorbed rate exceeded 99.96%,and the trail gas was attained standard.After the produce was finished,the system has been checked and repaired for 28 days,and then a part of technical equipment was improved.The produce is successful at the second carrying.The big serious problem isn’t appeared after the system has been carried for 5 months.
zinc concentrate;fluidization roasting;sulfuric acid producing equipment;producing practice
TF802+.67
A
1003-5540(2011)02-0015-05
陕西省教育厅科研基金项目(09J K420)
王建芳(1981-),女,硕士研究生,讲师,主要从事化学教学与科研工作。
2011-02-20
猜你喜欢
冶金信息导刊(2024年3期)2024-06-29 09:38:51
山东冶金(2022年4期)2022-09-14 08:59:42
世界有色金属(2022年9期)2022-08-13 07:31:50
包装工程(2022年13期)2022-07-27 02:34:48
矿业工程(2022年3期)2022-06-22 01:02:26
商情(2020年17期)2020-11-28 07:52:30
硫酸工业(2020年12期)2020-03-01 18:35:53
科学导报·学术(2018年13期)2018-10-21 21:39:02
中国工程咨询(2016年11期)2016-01-31 03:10:44
安徽理工大学学报·自然科学版(2015年2期)2015-08-19 10:06:21
