浅析制酸尾气堵塞对脱硫脱硝中制酸工艺的影响
2024-06-29 09:38汲庆东马加
冶金信息导刊 2024年3期
汲庆东 马加


摘 要:介绍了高含尘量的烟气易造成设备积垢多,阻力增大,管道易堵塞。一旦管道堵塞,需要停机检修,造成生产停滞,成本增加。含有除尘灰的气体一旦进入制酸系统会对管道造成堵塞,对生产造成严重的影响,同时也给清理工作带来了巨大的不便。通过介绍邯钢360 m2烧结机的制酸工艺,在实践生产遇到的成品酸产量低的问题,通过假设并实际考察,发现制酸尾气管部分堵塞,气流不畅。这一问题在之前的检修中从未出现过,尝试各种方法后,通过增加旁通管道的方法解决,避免停机检查,减少成本支出。今后要加强对烟气杂质的控制,减少管道除尘灰的含量,有利于生产的稳定进行,设备的稳定运行。
关键词:制酸;除尘灰;脱硫脱硝
ANALYSIS ON THE INFLUENCE OF ACID TAIL GAS CLOGGING ON ACID PRODUCTION PROCESS IN DESULFURIZATION AND DENITRIFICATION
Ji Qingdong Ma Jia
(Hebei Iron and Steel Group Dahe Ring Handan Branch Handan 056001, China)
Abstract:High dust content of flue gas is easy to cause equipment scale and increase resistance, and pipeline is easy to block.Once the pipeline is blocked, it needs to stop for maintenance, resulting in production stagnation and cost increase.The gas containing dust removal ash once enters the acid production system will cause blockage to the pipeline, which has a serious impact on production, and also brings great inconvenience to the cleaning work.This paper introduces the acid production process of 360 m2 sintering machine of Hansteel, and the problem of low production yield of finished acid encountered in practice. The author, through hypothesis and actual investigation, found that the acid production tail pipe was partially blocked, and the airflow was not smooth.This problem has never occurred in the previous maintenance, and the author tried various methods to solve it by increasing the bypass pipe, avoiding shutdown inspection and reducing costs.In the future, we should strengthen the control of flue gas impurities and reduce the content of dust removal ash in the pipeline, which is conducive to the stable production and stable operation of the equipment.
Key words: acid production; dust removal ash; desulfurization and denitrification
0 前 言
目前,烧结烟气活性炭脱硫脱硝技术已在炼铁厂逐步成熟,在投产过程中高含尘烟气会影响脱硫脱硝效果,制酸工艺的产品浓度和产量,甚至会造成设备堵塞,增加压损,逼停系统,造成生产停滞。在实际投产过程中,第一次发现在制酸工艺系统正常运行但是浓硫酸产量低的现象,经假设分析并实际检验发现尾气管堵塞。高含尘烟气会影响脱硫脱硝的效果,导致制酸工艺设备堵塞。
1 系统原理
活性炭选择性催化还原专利技术(CSCR)中,来自烧结机主抽风机的烟气经过变频增压后进入吸附塔脱硫床层脱硫,然后在脱硫床层后中间气室与气态氨水混合进行脱硝,烟气中携带的污染物从下至上穿过吸附塔,活性炭层则从塔顶向下依次通过脱硝段和脱硫段再流出,两者逆向吸附或催化反应生成无害物质,达到排放标准后通过主烟囱排入大气。
其中CSCR制酸工艺,就是将活性炭在解析塔里解吸产生的富含SO2气体输送至制酸系统,用来制取副产品98%浓硫酸,其剩余制酸尾气再返回CSCR系统尾气综合治理装置进一步做处理[1]。该系统主要包括烟气净化工段(湿法)、转化工段、干吸及成品工段以及配套的公辅工程等,制酸工艺简图如图1。
吸附过后的活性炭经链斗机传送至解析塔内,通过高温加热的方法使吸附在活性炭上的SO2解析出来,来自活性炭在解析塔里解吸的烟气约400 ℃左右,高温高含尘烟气经过烟气净化工段进行洗涤,通过第一、第二动力波洗涤器洗涤掉大部分HF、HCL等杂质,再进填料洗涤塔进行进一步洗涤、降温,再经过一、二级电除雾器除去杂质,净化后的烟气送往干燥塔。SRG烟气经干燥塔及冷却循环槽后进入转化工,在钒触媒的催化作用下烟气中的SO2转化为SO3,通过一、二吸收塔进行干吸生成成品98%浓硫酸。出二吸塔的制酸尾气返回制酸系统进一步做循环脱硫处理,无制酸尾气向大气中直排。
由于从烧结机主抽风机过来的烟气内含有除尘灰,当除尘灰进入系统后使其活性炭吸附后解析出来的富硫气体内也附带了除尘灰以及活性炭粉,活性炭粉易被清洗但除尘灰不易被去除,会粘附设备,当温度过低使会导致管体的板结。
2 高含尘烟气对制酸工艺的影响
在脱硫脱硝生产工艺中,高含尘烟气会对酸系统造成管道内部积尘增加、产生积泥、压损增大、设备堵塞,若积灰严重会导致停机,增加运行成本和检修难度。
高含尘烟气会使管道积尘增加,烟气有效通过面积减小,有效输送能力降低,增加管道堆积压力。高含尘烟气会使净化工段的循环酸含固增加,堵塞净化工段喷头,易在洗涤塔内形成积泥结垢,净化除尘和降温效率降低。烟气会携带大量酸泥进入电除雾器,致使电除雾器积泥严重,产生故障[2]。在转化工段内的板式换热器酸道积泥会造成换热效率低,在催化剂表面积泥,严重的会与催化剂发生板结,催化剂活性降低,阻力变大。含大量酸泥的烟气进入干吸工段的干燥塔使得干燥效率低,吸收塔产酸低。设备一旦堵塞,需要整体停机检修,设备内部堵塞,需要停机检查哪里堵塞,并进行清理,清理的酸泥产生的酸性废水需要进行中和,才能排放,导致增加运行成本和检修难度。
随着系统使用时间的延长,因内部积料、腐蚀等原因,会导致成品酸产出率逐步下降。在制酸生产运行中,实践发现一个问题:随着制酸转化塔压力逐步上升,发现二吸酸循环槽罐体的硫酸小漏斗向外喷酸,再到一吸酸循环槽罐体的硫酸小漏斗向外喷酸。在循环槽往外喷酸的情况下,制酸工段仍然可以产生低产量的浓硫酸,即每日高气浓的情况下产生的浓硫酸较少。
3 问题处理与改进
为探寻脱硫脱硝运行导致制酸量少的原因,针对该问题进行实地调研,提出两种假设:
假设一:制酸设备内部堵塞,需停机检查。
假设二:制酸设备外部,比如制酸尾气管堵塞,无需停机检查。
先尝试U形管压差管测量压力。测得二吸进口压力8.7,四换出口压力值为8.8,检测尾气管道压力显示8.5左右。检验结果假设一未堵塞。
由于U型管的溶剂是水,会和SO2反应影响测量结果,同时因地理位置影响,操作不便影响U型管并不垂直,导致压力数据不准确,无法进行参考。再次尝试压力表进行测量,最大量程为10 kPa。二吸口压力为10 kPa,测量三换入口时的压力时超量程显示10 kPa,测量二吸的进口和四换出口压力为10 kPa,测量二吸出口压力为9.5 kPa。两次尝试判断转化段内部没有堵塞,假设一不成立。
制酸尾气管是将把没有转化完的SO2进行进一步处理,通过管道重新打回到5 m烟道内进行再吸收解析。由于问题发生在冬天,外界温度过低会影响红外线热感机器的检测结果。若要检查尾气管是否堵塞还可以通过最原始方法,即“敲击管道”进行检查,但该管道都是高空假设,距地面位置较高,且管道直径为480 mm,若要进行敲击作业则需要架设吊架、跳板,对人工作业难度系数过大,施工难度较大,且存在一定的安全隐患。
经过研讨决定采取该措施:在制酸尾气管道各个平台处对管壁进行打孔,再用U型管检测实际压力。结果发现在检测管道前部压力为正压8.8 kPa,在检发现管道外壁打孔检测压力为零压力。又往后2 m处进行打孔,出现负压。由于压力不同,判定此孔往前弯头处管道堵塞,假设二成立,随后在弯头处开孔检查,发现管道已被异物堵住。如图2。
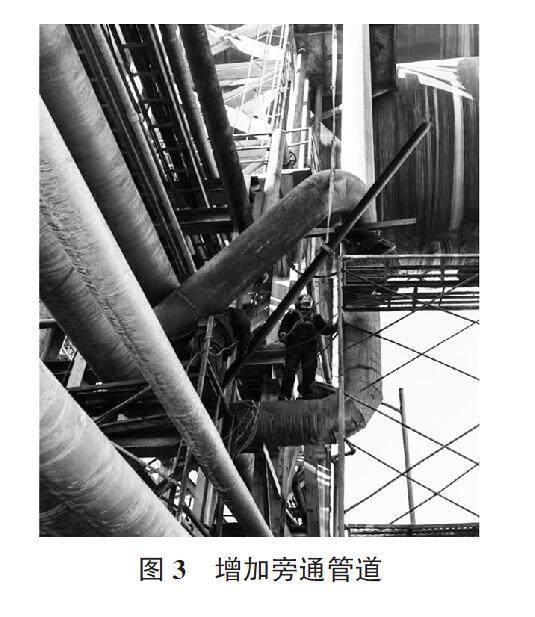
对管壁进行了200 mm × 250 mm的开孔,发现尾气管弯头处已完全堵死,堵塞厚度未知,而且异物非常坚硬。人力无法对其进行清理,采用风镐以及电镐对其进行破碎,但也只能局部打碎。同时制酸尾气管里存有的SO2散发的刺激性气味,对清理异物工作造成了很大的不便。由于高压水枪只能疏通直径为200 mm的管道,而制酸尾气管道直径为480 mm,若采用高压水枪打通,工作难度大且后期尘灰还有可能会堵塞尾气管。为彻底解决问题,在清理完后对管道进行了改造,对其增加旁通,如图3。
增加旁通管道后,转化塔压力正常,一吸酸循环槽硫酸小漏斗以及二吸酸循环槽硫酸小漏斗也恢复了正常。增加旁通管道,减少后期出现故障的可能性,有效提高了检维修作业的效率,缩短了作业时间,避免设备的长时间停机,降低了生产成本和故障率,为设备的稳定运行提供了条件。
4 分析尘灰
将尾气管内清理出的固体进行化验。化验结果如表1,其中元素和成分对应,元素含量高的有S、Fe、K、Cl。因为本次检查清理未停车,制酸工艺的尾气管里的SO2、SO3含量最多。Fe含量较多在于烧结烟气是烧结铁矿的产生的烟气含硫会对内部铁管造成一定的腐蚀。
5 结 论
对脱硫脱硝系统运行中常见的故障及系统的不足进行分析、总结,并针对各类故障、不足之处提出相应的改进方法,能够有效降低设备故障率,确保环保设备系统的稳定运行,具有良好的社会效益,为同类设备故障处理提供参考[3]。
含有尘灰的烟气体进入制酸系统,多余的含硫气体通过硫酸尾气管道再次回到风机前参与系统的吸附解析工作,长时间富含尘灰的气体进入管道会导致管道的堵塞。由于之前尾气管从未堵塞,通过此次的事情,为以后工作累积了经验。尘灰一旦进入制酸系统会对管道造成堵塞,对生产造成严重的影响,同时也给清理工作带来了巨大的不便。定期的检修和清理工作可以有效减少管道烟尘灰的含量,有利于生产的稳定进行,设备的稳定运行。
参考文献
[1] 傅文娟. 浅谈某烧结机活性焦烟气脱硫脱硝工程的优化改善[J].山东化工,2022,51(21):158-159+165.
[2] 姜子燕,彭国华,杨会,等. 高含尘冶炼烟气对制酸系统的影响及应对措施[J].硫酸工业,2020(11):27-29.
[3] 刘振国,韩瑞飞. 焦炉烟气脱硫脱硝常见故障处理[J].设备管理与维修,2022(3):86-88.
猜你喜欢
矿业工程(2022年3期)2022-06-22
环境与发展(2020年6期)2020-07-17
硫酸工业(2020年12期)2020-03-01
生物化工(2018年4期)2018-03-26
科学与财富(2016年24期)2017-03-29
中国新技术新产品(2017年4期)2017-03-04
中国绿色画报(2016年7期)2016-12-26
中国科技纵横(2016年17期)2016-11-30
中国市场(2016年28期)2016-07-15
中国工程咨询(2016年11期)2016-01-31