高支苎麻棉爽丽纱面料的开发
2011-12-05 06:52严桂香袁力军
中国麻业科学 2011年5期
严桂香,袁力军
(湖南华升洞庭麻业有限公司,岳阳 414000)
1 前言
苎麻服装面料具有吸散湿性好、舒爽透气、防霉抗菌、防紫外线等优良服用性能,穿着清新自然,是功能型的生态服装面料。
随着人们生活水平的提高,人们对“回归自然,返朴归真”的要求日趋强烈,苎麻织物越来越受消费者青睐。但受苎麻纤维纺织加工性能与服用性能的制约,目前苎麻织物粗犷、硬挺、易起皱,穿着刺痒感强,产品品种单一,花色少而平淡,不能满足市场对高档苎麻面料的需求。我公司承担国家“十一五”科技支撑计划“麻纺嵌入式复合纺纱的关键技术研究与应用”项目,突破高支苎麻面料生产技术瓶颈,成功开发了一系列高档苎麻产品,形成了批量生产能力,得到了市场的认可,为公司创造了较好经济效益。本文重点介绍高支苎麻棉爽丽纱面料开发的工艺要点及技术措施。
嵌入式系统定位纺纱技术,是一种在赛络纺与赛络菲尔纺两种新型纺纱方法基础上,继续综合延伸与扩展的新型纺纱方法。其生产的纱线具有比传统纺纱线耐磨性好,毛羽少,条干好,而且有单一的捻度方向等优越性能;尤其是在成纱理论上,打破了传统的成纱理论观念,实现低支高纺;同时利用该技术在细纱一道工序上就可完成多种纤维原料的复合纺纱线,花色变化多样,实现了短流程花色纺纱,在产品开发上开辟了全新的思路。
2 纺织工艺要点及技术措施
2.1 产品规格设计及技术方案的确定
根据市场需求,高支苎麻棉爽丽纱产品设计为60S R55/C45×60SR55/C45 90×85 63〃小提花组织。同时,依托我公司承担的国家“十一五”科技支撑计划项目--嵌入式系统定位纺纱技术研究成果,实现低支高纺,即用常规21SR55/C45麻棉纱原料经精梳加工,纺制成粗纱后,根据嵌入式纺纱技术原理,在细纱机上采取两根麻棉粗纱从后区双孔喇叭口喂入牵伸区,而两根35D的可溶性维纶长丝从长丝架上积极引出,经张力轮对称地嵌入到同时喂入牵伸区的两根粗纱须条最外围,经前罗拉输出大三角平台,再两两汇合同时加捻成纱,最后得到33SR30/C25/V45复合纱即退维后为60S55R/45C高支麻棉纱。
2.1.1 纺纱工艺流程
苎麻和棉按58%和42%的比例投料,经过A002D型抓棉机→A006B型混棉机→A034型六滚筒开棉机→A036型豪猪开棉机→A062型电气配棉器→A092A双棉箱给棉机→A076型单打手成卷机成卷→A186D型梳棉机→FA306型并条机→A191B条卷机→A201D精梳机→FA306并条机→FA306并条机→A456型粗纱机→A513W型细纱机(加装嵌入式纺纱装置)→SAVIO自动络筒机→送下工序。
2.1.2 原料的选择
由于嵌入式系统定位纺纱技术能实现低支高纺,提高成纱质量。故我们选择了常规21S55R/45C苎麻棉纱所用的原料,即为36N开松麻及品级较低的329棉与35D可溶维纶长丝,纺制33SR30/C25/V45复合纱即退维后为60SR55/C45高支麻棉纱。

表1 36N开松麻与329棉花的检测数据Tab.1 Tested data of loosened ramie yarn 36N and cotton yarn 329
2.1.3 清花工序
开清棉工艺采用多梳、少打、适当落杂、低速薄喂的原则。给棉罗拉与打手隔距适当放大到11mm;打手速度适当降低,如豪猪开松机打手速度为470rpm,成卷机打手速度为920rpm;加强开松梳理,以减少纤维损伤及搓成棉结,并使麻和棉花充分混合并除去杂质和疵点,棉卷定量适当掌握,麻棉卷干定量为443g/m。
2.1.4 梳棉工序
梳棉工序的主要作用是使纤维进一步混和均匀和除去杂质,为了提高分梳度、去除细小杂质、减少弯钩及纤维损伤,实现棉网顺利转移成条。梳棉工艺配置为:锡林速度360 rpm,刺辊速 度1070rpm,道夫速度21.6rpm,锡林到盖板隔距为0.25mm,0.23mm,0.20mm,0.20mm,0.23mm,除尘刀—2/90°。这样纺出的生条结杂为56粒/克,条干不匀率在15.1%左右,满足了后加工要求。
2.1.5 精梳工序
由于麻棉生条中仍存在不少细小杂质及短纤维,为保证成纱质量,我们选择了精梳,对精梳工序采用了“少落棉、多梳理、高产出”的工艺原则,并进行了一系列对比试验,如落棉隔距偏小掌握为13/32"即10.3mm时,精梳制成率在83%左右,精梳条中结杂在38粒/克左右,而且纤维伸直平行度好,满足了后加工要求。
2.1.6 并条工序
并条工艺采用“轻定量、大牵伸、小隔距、大压力”的原则,确保并条条子重量不匀低,条干均匀度好。因此、罗拉中心距偏小掌握为60×48×50mm;由于细纱是采用两根粗纱喂入,还要加入两根维纶丝,末并重量应尽量偏小控制,满足粗纱定量与捻度的设计要求,通过计算与对比试验,末并重量设计为13.6g/5m为宜。
2.1.7 粗纱工序
根据嵌入式纺纱原理,细纱为两根粗纱喂入,为满足细纱牵伸要求,粗纱定量设计要小,因此粗纱定量设计为3.67 g/10m,粗纱定量确定后,粗纱强度主要取决于粗纱捻系数的大小。由于粗纱较细,如果捻系数选用太小,粗纱强力低,在细纱纺纱过程中,容易出现断粗纱现象,会严重影响成纱质量。为此我们特别加工了一些工艺变换齿轮,粗纱捻度加大为70捻/米,以满足后加工要求。
2.1.8 细纱工序
细纱工序是成纱的关键工序,其工艺参数的选择直接影响成纱的质量和细纱生活状态。我们选择A513W型细纱机,进行了一系列设备改造,如加装了长丝退绕装置,配套购买了一台一筒两头(即两根长丝)的络丝机,将导丝定位轮进行了隔距大小可调的优化改造,为开发嵌入式复合纱提供了较好的硬件基础(见纺纱示意图)。

图1 改造后的细纱工艺Fig.1 Improved technological process of spinning fine yarn
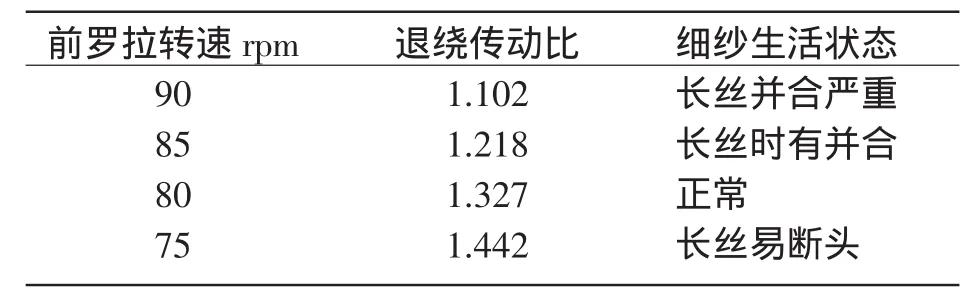
表2 前罗拉转速与退绕传动比对细纱质量的影响Tab.2 Effects of the rotation speed of front roller and the speed ratio of unwinding roller on the property of fine yarn
由于细纱嵌入的是两根较细的维纶长丝,其强力较小,对退绕的速度要求适中。如果退绕速度过快,即链轮传动比小,长丝张力小,两根长丝容易合并一起成一根;如果退绕速度过慢,即链轮传动比大,那么长丝张力大,两根长丝容易断头,这样就会纺出疵纱。针对这一现象,我们做了如下对比试验(见表2)。
通过上表数据对比分析,前罗拉速度和退绕速比对细纱生活状态及成纱质量有较大影响,应选用较慢的车速80转/分与退绕链轮转动比为1.327为宜。经过反复试验,细纱的工艺配置为中皮辊滑溜槽0.5mm,钢丝圈GS0/1#,钳口0.35mm的小红钳口,捻系数αm135,这样纺纱过程顺利。成纱质量测试数据对比如表3。
从数据对比分析可见,实现了低支高纺,采用36NR开松麻与3级棉原料,纺制了03#或04#麻球与长绒棉才能生产的60SR55/C45高支纱;而且成纱质量在嵌入纺纱支偏细的情况下,仍在强力不匀、条干不匀、毛羽等方面优于环锭纺纱,有利于后加工。
2.1.9 槽筒工序
选择SAVIO自动络筒机络纱,将大部分纱疵去掉,保证筒纱质量,满足下工序生产要求。

表3 嵌入纺细纱与环锭纺细纱质量对比Tab.3 Comparison between embedded spinning fine yarn and ring spinning fine yarn
2.2 织造工艺要点及技术措施
2.2.1 织物规格设计为:33SR30/C25/V45×33SR30/C25/V45 90×84 63"即退维后为60SR55/C45×60SR55/C45 90×85 63〃
2.2.2 织物组织设计
为了使高支苎麻棉爽丽纱产品风格独特,设计为小提花组织,花型凸出,具有良好的吸湿性和透气性,手感舒适立体感强等特点,我们选用两种织物组织:纬重平、变化斜纹,其组织图如下:

图2 织物组织设计图Fig.2 The designed picture of fabric structure
2.2.3 织造工艺路线

2.2.4 整经工序
整经:由于33SR30/C25/V45麻棉维嵌入纺纱、条干较均匀,纱疵少,采用国产SGA211整经机整经。
整经头份:554根×10轴
整经张力:要求片纱张力均匀一致,故采用九段配置,具体如下表4:纱线合理穿入伸缩筘,让不同位置的纱线以不同曲折状态进入伸缩筘,从而达到调节纱线之间的张力差异。即将筒子架上第一排的经纱从上而下依次自筘中央外移,逐根穿入筘齿间。第一排穿空之后,穿入第二排,依此类推,循序穿入。
整经速度的选择:由于33SR30/C25/V45麻棉维嵌入纺纱,纱身光洁,毛羽少,强力相对偏低,在选择整经速度时,要适当降低,实际生产中,整经速度为210转/分为宜,整经断头率在1.83根/百根万米,生活正常。
2.2.5 浆纱工序
针对33SR30/C25/V45麻棉维嵌入纺纱的特点,浆料的选择尤为重要,既要使浆料渗透性好,又要达到增强保伸的目的,因此我们选择如下浆料配方见下表5:
浆纱工艺:浆纱要做到四个一致:浆纱前后车速保持均匀一致;浆纱前后张力保持前后一致;浆液质量(浓度、粘度、温度)前后保持稳定一致;浆纱烘房温度保持前后一致。由于所浆纱中含有维纶,浆槽、烘房温度比正常品种要低10℃左右。具体工艺见下表6。
通过上述浆纱工艺的实施,经纱上浆情况如下表7。
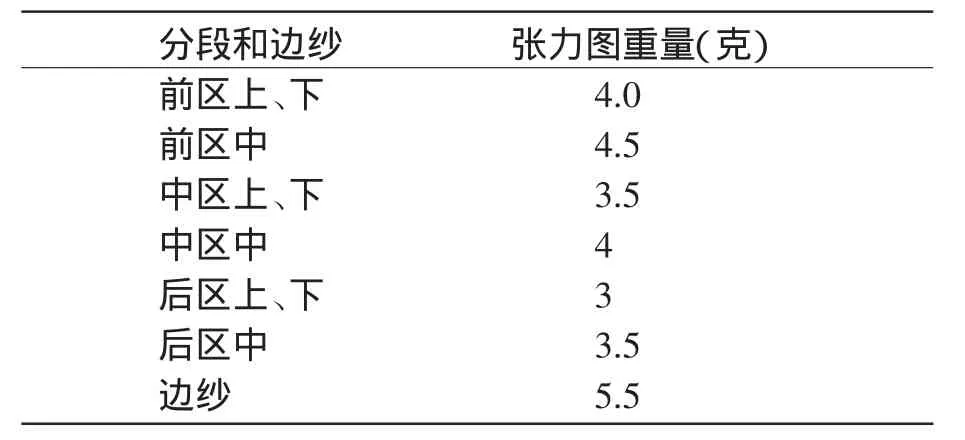
表4 九段整经工艺配置表Tab.4 The technological configuration of 9 sections warping

表5 浆料配方Tab.5 Ingredients of the size mixture

表6 浆纱工艺参数Tab.6 Parameters of yarn sizing process

表7 浆纱结果Tab.7 Results of sized yarn
以上数据说明,浆出的纱上浆率、回潮率均匀,纱身光洁,织轴表面平整,圆整度好,富有弹性,其浆纱与原纱测试对比如下表8。

表8 浆纱与原纱的比较Tab.8 Property comparison between the sized yarn and the original yarn
通过以上试验数据比较,经纱上浆后,确实做到了增强保伸,为织造顺利加工创造了条件。
2.2.6 织造工序
①经过多年的摸索,结合麻、维布织造的特性,干球温度为21.5-29℃、相对湿度为73%-81%为宜。
②此品种设计为小提花布,故选择GA747-II型剑杆布机,该机可穿16页综。为了减少布机断头,优化布机工艺,合理调整经位置线,后梁高度直接影响着上下层纱线的张力差异,根据该品种特点,采用中低后梁可有效减少上下层纱线之间的张力差异,并且综框到后梁的距离增加,开口时经纱的相对变形就会减少,经纱在综丝处的断头机率减少,同时调整综框高度时,特别注意保证综框高度左右相同,前后相协调,还有综框高度与织口板高度适当,并且将开口时间适当提前,这样引纬时梭口的清晰度增加,利于引纬。具体工艺见下表9。
通过以上措施,布机断头率在1.38根/台·时,布机效率达到了91.18%。

表9 织造工艺参数Tab.9 Parameters of weaving the fabric
2.2.7 面料性能测试
该品种经过严格的修织,坯布出口合格品率达98.23%以上。
退维后的物理性能测试见表10。
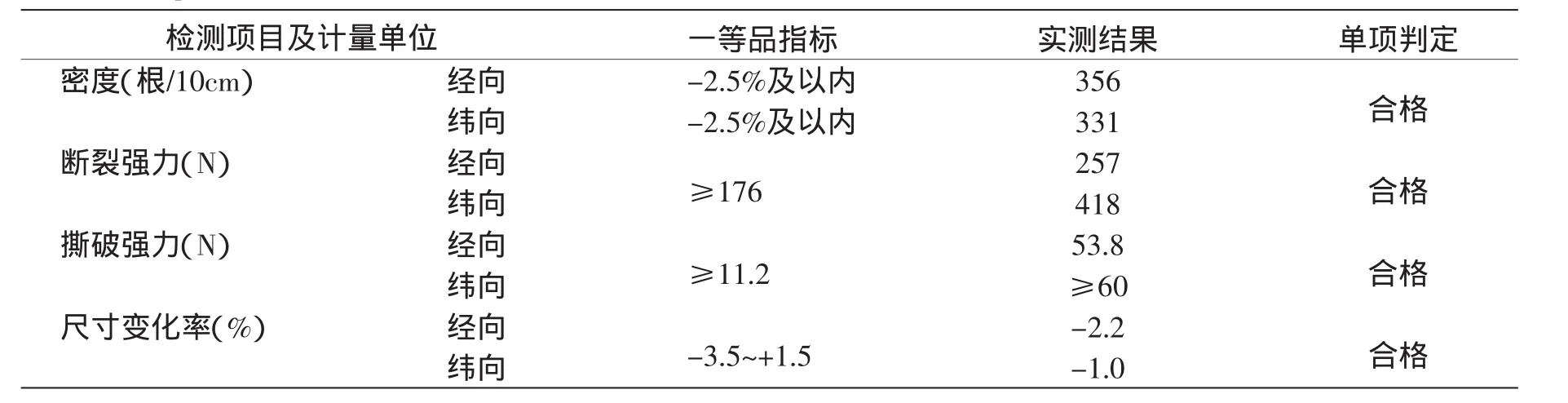
表10 面料测试结果Tab.10 Properties of the tested fabric
从上表可见,60SR55/C45×60SR55/C45 90×85 63〃苎麻棉爽丽纱面料各项性能指标达到了一等品要求。
3 结束语
高支苎麻棉爽丽纱布面光洁平整,凉爽透气,手感柔软,采用小提花组织,风格独特,深受消费者青睐。随着嵌入复合纺纱技术在麻纺行业的推广应用,各类高附加值的苎麻新产品将层出不穷,有着广阔的市场前景。
猜你喜欢
服装学报(2022年6期)2023-01-15
纺织高校基础科学学报(2021年4期)2022-01-26
丝绸(2021年8期)2021-09-06
棉纺织技术(2021年8期)2021-08-17
棉纺织技术(2021年2期)2021-03-11
棉纺织技术(2021年1期)2021-01-15
纺织器材(2020年4期)2020-08-27
棉纺织技术(2020年8期)2020-08-24
纺织器材(2020年1期)2020-03-24
棉纺织技术(2019年12期)2019-12-30