
大豆饼粕分离蛋白的制取工艺研究
2011-12-01 07:26:30黄来珍谢伟彬邵海艳
食品研究与开发 2011年9期
黄来珍,谢伟彬,邵海艳
(广东海洋大学 食品科技学院,广东 湛江 524025)
大豆分离蛋白是从大豆脱脂后的低变性脱脂豆粕中提取的蛋白质质量90%以上(以干基计)的蛋白质类食品添加剂[1],其中有人体必需的8种氨基酸,而且这些氮基酸的组合比较均衡,与动物蛋白近似,易于被人体吸收利用,属于全价蛋白。作为一种理想优质的植物蛋白来源,大豆蛋白近年来以其应用范围广泛而越来越多受到人们关注。如在面制品[2]、肉制品[3]、乳制品[4]和饮料制品[5]等多个食品加工领域均受到研究者重视并显示出优越的理化特性。
本文采用碱提酸沉法进行豆粕中大豆分离蛋白的提取,通过实验确定提取分离蛋白的最佳工艺参数并对提取蛋白的理化特性进行分析,以期为脱脂豆粕的进一步开发和应用提供参考。
1 材料与方法
1.1 材料
豆粕:湛江富虹油品有限公司提供。
1.2 主要仪器
PHS-25C pH计:上海康仪仪器有限公司;DK-98-I型电热恒温水浴锅:天津市泰斯特仪器有限公司;JD-2型磁力搅拌器:常州国华电器有限公司;Uv-2102pc型紫外可见分光光度计:尤尼柯(上海)仪器有限公司;GL-10LMD高速冷冻离心机:湖南星科科学仪器有限公司;101A-2数显电热恒温鼓风干燥箱:上海浦东跃欣科学仪器厂。
1.3 主要试剂
牛血清白蛋白:国药集团化学试剂有限公司;硫酸铜、硫酸钾、氢氧化钠、盐酸等试剂均为分析纯。
1.4 方法
1.4.1 豆粕分离蛋白的制取及得率计算
将一定量的大豆饼粕与水按一定比例(料液比)混合,用NaOH调所需pH,在一定温度下水浴加热一定时间后离心,将离心后的上清液水浴加热到一定温度,用盐酸调至所需pH,沉淀,离心分离,收集沉淀物,冷冻干燥,得到成品豆粕分离蛋白粉,并计算蛋白质得率。

1.4.2 温度对蛋白质得率的影响
料液比为1∶10,浸提时间为60 min,pH为8.5,分别在40、50、60、70、80℃温度下,按1.4.1的制取方法,提取豆粕分离蛋白,并计算蛋白质得率。
1.4.3 料液比对蛋白质得率的影响
浸提温度为50℃,浸提时间为60 min,pH为8.5,在料液比分别为1∶5、1∶10、1∶15、1∶20、1∶25的条件下,按1.4.1的制取方法,提取豆粕分离蛋白,并计算蛋白质得率。
1.4.4 提取时间对蛋白质得率的影响
料液比为1∶10,浸提温度为50 ℃,pH为8.5,提取时间分别为30、60、90、120、150 min的条件下,按1.4.1的制取方法,提取豆粕分离蛋白,并计算蛋白质得率。
1.4.5 提取pH对蛋白质得率的影响
料液比为1∶10,浸提温度为50℃,时间为60 min,在pH分别为7.5、8.0、8.5、9.0、9.5的条件下,按1.4.1的制取方法,提取豆粕分离蛋白,并计算蛋白质得率。
1.4.6 豆粕分离蛋白的功能分析
1.4.6.1 溶解度测定[6]
0.5 g样品溶于30 mL去离子水中,0.5 mol/L HCl或0.5 mol/L NaOH调pH7.0,定容至50 mL,搅拌30 min,在转速3000 r/min下离心20 min,溶解度S用半微量凯氏定氮法测定。

1.4.6.2 乳化性及乳化稳定性的测定[7]
用pH为7.0,浓度为0.01 mol/L的磷酸盐缓冲液,配制成质量分数为0.5%的蛋白溶液,取10 mL色拉油与20 mL蛋白液混合,均质或电动搅拌器搅拌1 min,用移液枪取10 μL,稀释于10 mL质量分数为0.1%的SDS缓冲溶液(十二烷基磺酸钠)中,立即测定500 nm下的吸光值(分光光度计)。

式中:ESI为乳化活力指数,每克蛋白质的乳化面积,m2/g蛋白;ε为在500 nm 波长下测得吸光值;Φ为油相所占的分数,1/3;c为蛋白质的质量分数,0.5%;L为比色池的厚度,10 mm。
上述乳液在温度80℃中水浴加热30 min,冷却。
按上述方法再测定乳化活力指数ESI80,按下式计算乳化稳定性。

式中:EA为乳化稳定性;ESI为乳化活力指数;ESI80为80℃下的乳化活力指数。
1.4.6.3 起泡性的测定[8]
在室温下,将大豆分离蛋白溶于pH为7.0的磷酸盐缓冲液配成体积分数为3%的溶液100 mL,在转速10000 r/min下均质1 min,测定泡沫体积。
起泡度=(V-100)/100×100%
式中:V为搅拌停止时泡沫的总体积,mL。
2 结果与分析
2.1 大豆饼粕提取分离蛋白单因素试验
2.1.1 温度对蛋白质得率的影响
不同温度对蛋白质得率的影响见图1。
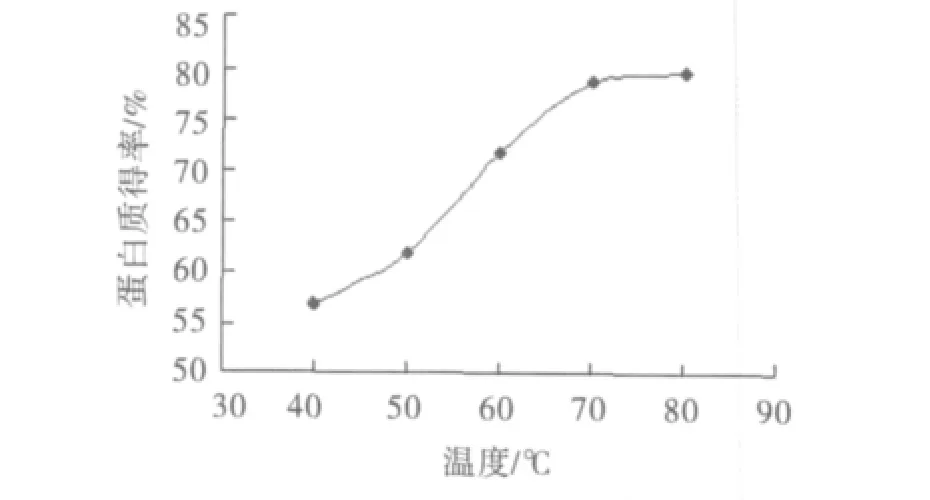
图1 温度对蛋白质得率的影响Fig.1 The effect of temperature on the extraction rate of protein
由图1可知,温度的高低对大豆蛋白的溶解度有较大的影响。随着温度的升高,蛋白质得率增大,但温度过高会引起蛋白质变性[9]。因此本试验温度为50℃最佳。
2.1.2 料液比对蛋白质得率影响
不同料液比对蛋白质得率的影响见图2。
由图2可知,在选定的范围内,随着料液比的增大,蛋白质得率相应增高,这是因为料液比的增加能提高蛋白的溶解,减少残渣带走的蛋白损失。但是,料液比的增加给后续分离工艺造成负担,且污水量也随着料液比的增加而增多,所以控制料液比非常重要,在此初步选择料液比为1∶20。
2.1.3 提取时间对蛋白质提取率影响
不同提取时间对蛋白质得率的影响见图3。

图3 时间对蛋白质得率影响Fig.3 The effect of time on the extraction rate of protein
由图3可知,在30 min~150 min之间随着时间的升高,蛋白质提取率也相应不断增高,在60 min后随时间的升高蛋白质的提取率升高缓慢。另外,在较高的pH或较高温度下提取蛋白质,延长浸提时间会使大豆蛋白的水解程度加深。从实验情况来看,浸提时间以60 min左右为宜,因此选60 min为最佳浸提时间。
2.1.4 pH对蛋白质提取率影响
不同温度对蛋白质得率的影响见图4。

图4 pH对蛋白质得率影响Fig.4 The effect of pH on the extraction rate of protein
由图4中可知,在温度50℃,料液比1∶20,提取时间60 min的条件下,在pH小于8.5时,蛋白得率随pH的增大而增加,且增加幅度明显。当pH超过8.5时,蛋白质溶出量的增加趋于缓慢,pH超过9.0时,蛋白质得率有下降趋势。另外,在强碱条件下大豆蛋白易发生胧赖反应,氨基酸转化成了有毒化合物[9],因此,如果在提取液的pH为8.5的条件下提升浸提温度,不仅可以避免出现因温度升高而造成的蛋白质酸败现象,而且可以进一步提高蛋白质的得率。
2.2 提取工艺优化
根据大豆饼粕提取工艺单因素试验结果,以温度(40、50、60 ℃)、时间(30、60、90 min)、料液比(1∶15、1∶20、1∶25)、(pH8.0、8.5、9.0)为参考因素和水平,按L9(34)正交表设计试验对提取工艺参数进行优化。正交试验因素水平设计与试验结果与分析分别如表1、表2所示。

表1 正交试验因素水平表Table 1 Orthogonal table of factors and levels

表2 正交试验设计与结果Table 2 Design and results of the orthogonal experiment
由表2可知,影响分离蛋白提取率的主次因素为A>B>D>C,即:温度>时间>pH>料液比,得出最优水平组合为A3B2D2C2,即温度为50℃,提取时间为60 min,提取料液比为1∶20,提取pH为8.5。进一步验证试验结果表明该种组合的蛋白质得率最高,达到84.2%。
2.3 产品功能特性
在最佳工艺条件下制得的大豆分离蛋白,在pH7.0下对其功能特性进行测定,结果见表3。

表3 大豆分离蛋白功能特性Table 3 The functional properties of soybean protein isolates
3 结论
1)利用“碱提酸沉”法提取大豆饼粕分离蛋白时,豆粕的浸取温度、浸提时间、料液比和pH等都会影响到分离蛋白的提取效果。当浸提温度为60℃、浸提时间达到60 min、料液比为1∶20、pH为8.5时,蛋白质的得率最高,达84.2%。
2)所得大豆饼粕分离蛋白(pH7.0)的溶解性为25.2%,乳化性为每克蛋白3.23m2,乳化稳定性为27.0%,起泡性为55.2%。
[1]彦国.国内大豆分离蛋白产业现状与发展建议[J].食品与机械,2000(3):25
[2]吴立根,王岸娜.大豆蛋白在面制食品中的应用[J].食品与药品,2006(6):67-70
[3]李里特.大豆的加工与利用[M].北京:化学工业出版社,2003:164-l65
[4]宋国安,付玉玲,吕近航.大豆蛋白在食品及乳品工业中的应用[J].食品科技,1996(1):2
[5]刘跃泉.高功能型大豆分离蛋白研究及应用[J].粮食与油脂,2003(9):25-27
[6]清云,王常青.小黑豆分离蛋白的制取与分析[J].农产品加工·学刊,2007(2):65-67
[7]Pearce K N,Kinsella J E.Emulsifying properties of proteins:evaluation of a turbidimetric technique.Jour-nal of Agricultural and Food Chemistry,1978,26(3):716-723
[8]Offmann C W,Garcia V V.Functional properties and amino acid content of a protein isolate from mung bean flour[J].Journal of food technology,(U K),1977,12:473
[9]佩兰,徐明.提取大豆分离蛋白的工艺研究[J].粮油加工与食品机械,2005(9):47-51
猜你喜欢
当代水产(2019年11期)2019-12-23 09:03:54
当代水产(2019年7期)2019-09-03 01:02:18
当代水产(2019年6期)2019-07-25 07:52:10
石油沥青(2019年3期)2019-07-16 08:48:22
石油沥青(2018年3期)2018-07-14 02:19:20
河南畜牧兽医(2017年8期)2017-11-24 03:21:13
中国公路(2017年17期)2017-11-09 02:25:42
新农业(2016年13期)2016-08-16 12:12:42
中国粮油学报(2016年1期)2016-02-06 02:16:54
食品科学(2013年17期)2013-03-11 18:27:13
