
周期轧管机喂料装置的设计
2011-11-18 13:30任雁梅赵泊淞
中国重型装备 2011年4期
任雁梅 赵泊淞
(二重集团重型装备股份有限公司设计研究院,四川 618000)
周期轧管机主要用于生产大口径厚壁高合金钢管、不锈钢管、热轧无缝钢管、结构用无缝钢管等特种管材。喂料装置是周期轧管机的关键设备,它的工作状态对周期轧管机的生产效率和产品质量起着决定性的影响。
1 周期轧管机喂料装置的工作原理及基本要求
1.1 周期轧管机轧制过程工作原理
皮尔格轧管机轧辊孔型纵截面图见图1。周期轧管机轧制过程示意图见图2。
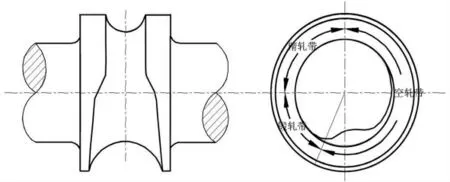
图1 皮尔格轧管机轧辊孔型纵截面图Figure 1 Longitudinal section of roll hole shape of piliger mill
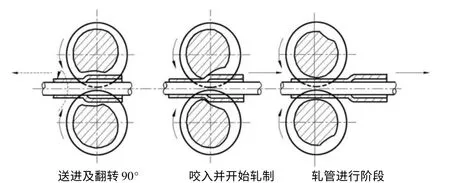
图2 周期轧管机轧制过程示意图Figure 2 Schematic sketch of rotary forging mill operation
当轧辊旋转到轧槽的空轧带时,由于孔型空轧部分的尺寸比毛管外径大,喂料器将带有芯棒的毛管送进轧辊孔型中去,送进距离约等于一个喂入量。送进过程结束后轧辊刚好转到轧槽孔型尺寸较小的锻轧带,此时毛管被咬入。随着锻轧带的孔型半径的减小,毛管的壁厚逐渐被碾轧薄,与此同时,毛管和芯棒将随着轧辊的转动而朝着与送进方向相反的方向后退,直到轧辊又转到空轧带与毛管脱离接触为止。第一个工作循环结束后,喂料器除了将上一个工作循环中得到延伸的那部分钢管送回外,还要把一段未经加工过的毛管送进,同时将毛管翻转90°,然后重复上述的工作循环。
1.2 喂料器工作性能的基本要求
(1)喂料器的运动应严格符合轧辊运动,即应是同步的和同向的。
(2)毛管应在轧辊形成开口时完全喂进并回转一定角度。
(3)制动装置应能快而平稳地控制喂料器的运动质量,把它停在前端位置上。
2 喂料器运动规律的初步分析
喂料器压缩腔和制动腔示意图见图3。
2.1 喂料器工作循环分解
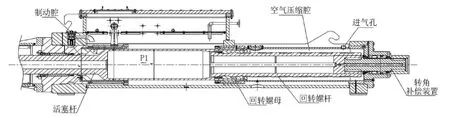
图3 喂料器压缩腔和制动腔示意图Figure 3 Schematic sketch of feeder compress chamber and brake chamber
喂料器的工作循环可分解为下列各运动相位:
(1)在轧制时活塞与毛管一起向右方移动(以下称退行运动),移动速度即等于在轧制直径上的轧辊圆周速度。
(2)轧制终了时,喂料器各移动部件向右方做减速运动,直到完全停止为止。其行程为退行制动行程。
(3)在压缩腔内空气压力P1的作用下,喂料器各移动部件向左方做加速运动(以下称前行)。
(4)当活塞进入制动腔的瞬间,在压缩腔内空气压力P1和制动腔内液压油压力P2的合力之间的压力差的作用下,喂料器各移动部件向左向做减速运动,直至活塞杆行程终点。
(5)活塞杆向左方运动同时作旋转运动。
上述4 个运动阶段在不同时期各有其不同特点,通常轧制过程分为3 个阶段。周期头轧制:毛管端头形成外形与轧辊锻轧带孔型曲线相对应的一段轧制过程。过渡段:周期头虽已形成,但转变为正常轧制有一过渡段。正常轧制:活塞行程达到轧辊孔型有效全行程的运动,对一定的孔型直径来说它为恒量。
2.2 空气压缩腔的压力曲线
理论上,空气压缩腔的压力曲线如图4 所示。曲线1 为退行运动压力曲线。在整个轧制段(图4 中a-b)空气压缩腔保持着较低气压,但在制动段(图4 中b-d)压力就升高。曲线2 为前行运动压力曲线,图4 中d-c 段有较高气压,这时活塞快速起动并加速前进。在图4c-e 段气压下降,在图4e-f 段气压更低,以利于制动。从图4 可以看出,前行运动气压曲线与退行运动气压曲线有着某种差异,在选择压力曲线时应考虑轧管质量、运动快速性及设备结构等因素。
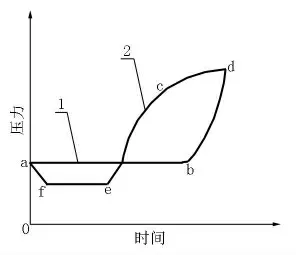
图4 空气压缩腔的压力曲线Figure 4 Pressure curve of air compressing chamber
2.3 制动力的计算
制动装置的要求:
(1)制动行程负加速度a 不大于允许值;
(2)制动行程末活塞杆末速度接近于零;
(3)制动力应便于调节。
制动力的计算,即是制动腔内制动液压力的计算。下面研究以液压油作为制动液,如图5 所示,制动腔为圆筒形,周围有若干排油孔以调节制动力。
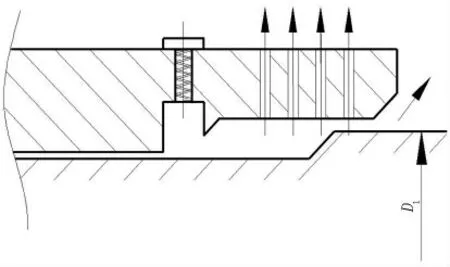
图5 制动腔内液压调节孔Figure 5 Hydraulic press regulating hole inside brake chamber
制动力的产生是由于活塞以一定速度进入制动腔,腔中制动油受挤压,分别从排油孔及活塞环缝中溜出,腔中油压升高,阻碍活塞运动。
从流体力学可知,排油孔出油流速是:

式中,g 为重力加速度;PT为制动腔中油压;φ 为孔口流速系数。
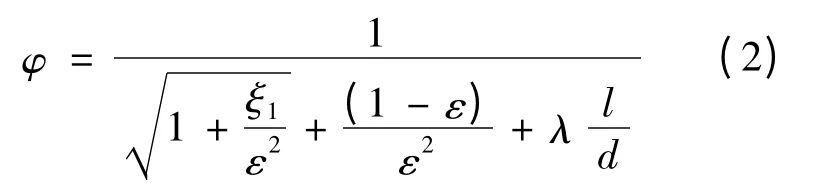
式中,ξ1为突缩阻力系数;λ 为阻力系数;l 为孔口长度;d 为孔口直径;ε 为孔口收缩系数。
λ 的计算有多种经验公式,它是雷诺数Re及管内壁相对粗糙度△/R 的函数(可参考流体力学)。
排油口流量:

式中,σ 为排油孔断面积。
在排油口排出油流充满全部周界时,ε=1,流速系数φ 与流量系数μ 相等,公式(3)可写成

公式(4)中略去制动腔中一定高度制动液所产生的静压影响。
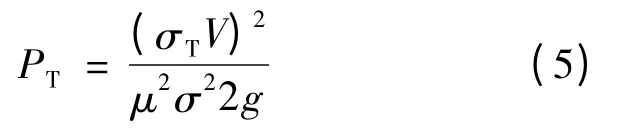
环缝中排出油流,可近似地看作流经二平行平面。当环缝甚小时,其流量略去不计,则制动液压力经过公式推导可得:
2.4 周期头轧制运动
周期头轧制(简称打头)是顺利完成轧制过程的主要环节。打头开始,滑台快速前移,使管端与轧辊孔型接触。滑台连续前移过程中,毛管连同活塞后退,当管端沿轧辊孔型滑行至孔型开口度稍大于毛管外径时,在腔内气压的推动下,活塞带动毛管不受阻于轧辊而前行,直到毛管端部与轧辊锻轧点相遇,端部产生一定变形,然后在轧辊作用下做退行运动。重复此种过程,周期头就逐渐形成。
从图6 中可知,打头开始,毛管后退行程应为式(6):
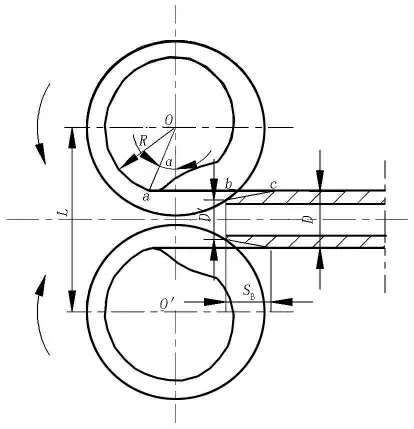
图6 周期头形成图Figure 6 Primary rotary milling formation

式中,L 为轧辊中心距;D 为毛管外径;R 为轧辊半径;α 为锻轧点与轧辊中心线间夹角。
轧制后,毛管端头变形后的行程为式(7):

式中,D'为轧制中毛管端头与轧辊接触处的毛管外径,SB为轧制后毛管端头延伸长度。
打头过程中周期头逐渐形成,式中D'最后等于荒管外径d。SB周期头水平投影长度;当SB等于锻轧起点至末轧终点时轧辊孔型在毛管柱体上展开长度水平投影长度时,轧制转入正常轧制。
3 周期轧管机喂料装置的结构组成及特点
喂料装置安装在周期轧管机前,将上一道工序运送来的毛管输送到周期轧管机并保证轧管机的喂料需要,同时,在轧制后将芯棒退出。它由滑台底座、滑台、喂料器、行驶液压缸、托链装置、升降台、丝杆传动装置及支撑装置等组成。
滑台底座安装在基础上,用以支撑滑台和丝杆传动装置中的蜗轮减速机。滑台的用途是支撑喂料器,并沿轧制中心进行喂料以及轧制前后使芯棒进入毛管和退出荒管。
喂料器安装在滑台上,且随滑台一起运动,主要用途是保证轧管时每一个道次之前将所轧毛管翻转90°,以达到轧制工艺的要求。主要由芯棒卡头锁紧装置、喂料器回转腔、喂料器制动腔、喂料器压缩腔、油压调整阀及转角补偿机构等装置组成。
芯棒卡头锁紧装置位于喂料器活塞杆的头部,并用插销锁定。芯棒更换时通过液压缸推动导板来打开芯棒锁紧装置;芯棒头部插入芯棒锁紧装置中,液压缸回退,芯棒锁紧装置通过弹簧弹力上锁。
喂料器回转腔位于喂料器的前端,通过螺栓与喂料器制动腔体连接,支撑活塞杆并在活塞杆做回转和往复运动中起导向作用。主要由回转腔体、上、下轴瓦、轴套、衬套、调整环、芯棒卡头锁紧液压缸、连杆、支架等组成。
喂料器制动腔位于喂料器回转腔和喂料器压缩腔之间,当活塞杆停止在最前位置时,保证移动的质量能迅速而平滑地制动至零速。主要由制动腔体、活塞杆、活塞套、衬套、挡环、定距环、制动套、调节套、带制动盘的液压马达、万向接轴、连杆、连接板、单向阀等组成。
在被前推的质量因液压制动而在极短的距离内被停止,其制动力能使所推进质量的运动速度与轧辊转速同步,可以通过带制动盘的液压马达传动万向接轴、连杆、连接板调整制动套与调节套之间的泄油孔大小来实现。在制动阶段单向阀被关闭,泄漏油液由制动套泄漏孔流入制动油腔,以达到制动目的,当活塞杆回退时,为了吸油,单向阀打开。
喂料器压缩腔位于喂料器制动腔之后,是推进活塞杆和轧制重量的动力腔。在压缩腔体内装有回转螺杆、回转螺母、衬套、挡环、法兰轴承座、花键轴等。压缩腔体由钢板卷焊而成,空气由回转螺杆上的小孔进入回转螺杆空心管推动套在回转螺杆上的活塞杆前进。在活塞杆的大端尾部装有与回转螺杆相配的回转螺母,使活塞杆沿回转螺杆作旋转运动,保证在轧制过程中毛管翻转90°。当活塞杆返回时,靠装在活塞杆的回转螺母导向,回转螺杆旋转,使活塞杆回退,从而完成一个轧制道次。
转角补偿机构位于喂料器的后部,随着轧制孔型的变化,以及制动距离的长短,活塞杆的行程也随之而变,为保证轧制时毛管翻转90°,当活塞杆行程未达到要求时,通过液压传动系统进行无级调速,对活塞杆的转角进行补偿,从而保证轧制钢管的理想转角。转角补偿机构主要由带齿轮箱的液压马达、超越离合器、万向接轴等组成。液压马达安装在滑台上,通过万向接轴与回转螺杆尾部的花键轴相连,当行驶液压缸推动喂料器前进时,回转螺母带动活塞杆沿回转螺杆旋转,而液压马达在工作过程中始终以等速转动,通过回转螺杆又给回转螺母以补充的转动,这两种转动相叠加形成总的转角。
行驶液压缸的用途是驱动滑台和喂料器沿轧制中心前进和后退,数量为两个,安装在滑台底座的两侧,液压缸柱塞的一端通过固定座架与滑台尾部的止挡连接,当液压缸冲压时,柱塞带动喂料器和滑台移动,而液压缸缸体不动。
升降台为两台,分别是毛管升降台和芯棒升降台。升降台主要由带位移传感器的升降液压缸、焊接结构件的台架、长轴、铜滑板、摆杆、摆动液压缸等组成。
丝杆传动装置主要作用是在轧制过程中使其喂料器滑台在正常轧制时保证均匀的喂入量。主要由交流电机、万向接轴、蜗轮减速机、丝杆、联轴器、连接杆、T 形头等组成。蜗轮减速机安装在滑台底座的尾部,丝杆安装在蜗轮减速机中,位于滑台正下方,由电机带动蜗轮减速机并使丝杆螺母旋转使丝杆作直线运动。丝杆移动的速度通过蜗杆轴一端的主令控制器调整电机的转速,保证其在轧制中与滑台前进同步。
4 结束语
喂料装置采用了可调节的油压制动装置,保证迅速而平稳的制动;采用了可调节空间大小的空气推进装置,使轧辊与喂料器实现同步;采用了转角补偿机构,保证毛管能准确翻转90°;采用了丝杆传动装置,在正常轧制时保证均匀的喂入量。
周期轧管机采用现代化的喂料装置既提高了生产效率,降低了劳动强度,又保证了产品质量。
[1]双远华.现代无缝钢管生产技术.化学工业出版社,2008.
[2]双远华,梁爱生.钢管生产技术问答.化学工业出版社,2008.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
速读·上旬(2021年10期)2021-10-12
天津冶金(2021年4期)2021-08-18
北广人物(2020年8期)2020-03-19
旅游(2019年11期)2019-12-20
金属世界(2018年3期)2018-06-11
作文通讯·初中版(2017年12期)2018-03-31
人民周刊(2017年23期)2018-03-14
物联网技术(2017年11期)2017-11-27
