
铜衬垫在箱形梁焊接中的应用
2011-11-16 04:37:06周理华崔远良黄清平
锻压装备与制造技术 2011年4期
江 山,周理华,崔远良,黄清平
(湖南三一路面机械有限公司 工艺装备研究院,湖南 长沙 410100)
铜衬垫在箱形梁焊接中的应用
江 山,周理华,崔远良,黄清平
(湖南三一路面机械有限公司 工艺装备研究院,湖南 长沙 410100)
箱形梁焊接过去的旧工艺有许多弊端,给公司生产带来不少麻烦。为此,我们采用加铜垫板的方式,很好地解决这个难题,取得了好的效果。
机械制造;焊接;箱形梁;工艺改进
1 前言
焊接箱形梁应用广泛,焊接要求高,制作难度大。以前,我公司箱形梁焊接采用里三层、外三层的焊接方式,在焊接完里三层后需要打磨清根,清根时间很长,一条焊缝要半小时,很费砂轮片,飞溅严重。我们采用加铜垫板的工艺方式,很好地解决了这个问题。
2 旧工艺
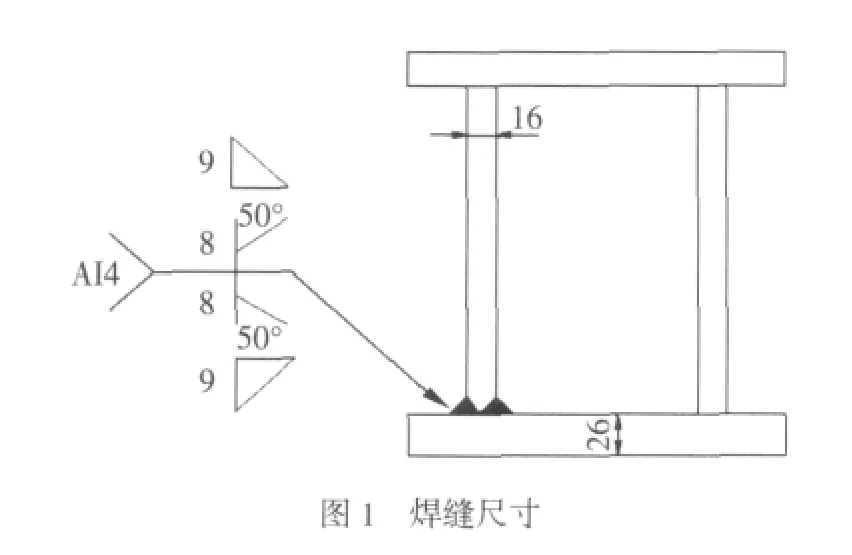
箱形梁四条主焊缝如图1所示。立板开双面坡口,坡口为带钝边双单边V型坡口,焊角尺寸为8mm,角度为50°,钝边为2mm;2条角焊缝焊角尺寸为9mm,焊接间隙为2mm。探伤要求为AI级。
焊接工艺:主筒内侧先手工打底,再用焊接专机焊2层;主筒外侧打磨清根,手工焊接2层,然后用焊接小车作盖面焊。
3 改进后工艺

首先,更改焊缝尺寸,见图2。把双面坡口改为单面V型坡口,焊角尺寸为16mm,角度为30°,两条角焊缝焊角尺寸为12mm。探伤要求不变。
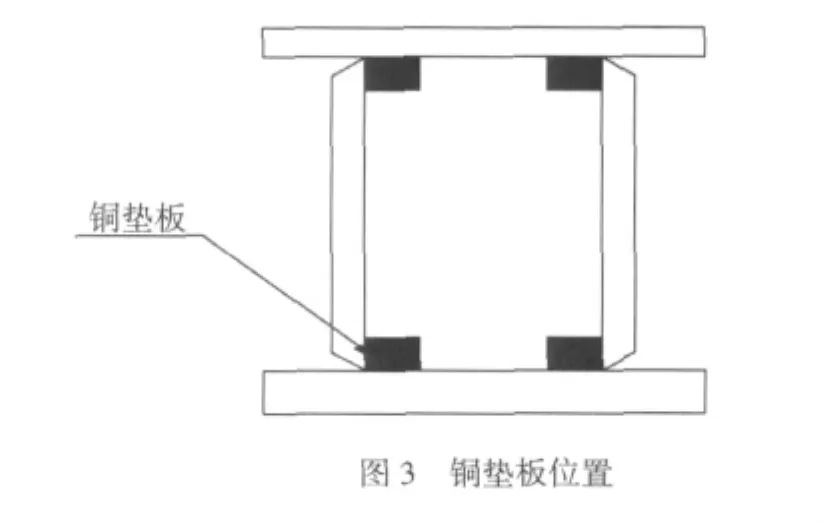
改进焊接工艺:箱形梁主筒首先点焊拼板,在主筒内侧安装铜板并用压尖点焊固定;主筒外焊缝手工打底,打底后拆掉铜板,用手工焊一层,焊接小车焊两层;主筒内焊缝用焊接专机焊一层。铜垫板尺寸2000mm×30mm×30mm。铜垫板位置见图3。
为此,我们做了取消打磨清根实验,包括焊接实验、腐蚀实验、力学性能实验。
4 试验
4.1 加铜衬垫焊接实验
试验内容(图4、图 5):
(1)坡口由双面坡口改为单面坡口,坡口角度为30°,焊角尺寸为 16mm,角度为 30°,两条角焊缝焊角尺寸为12mm。
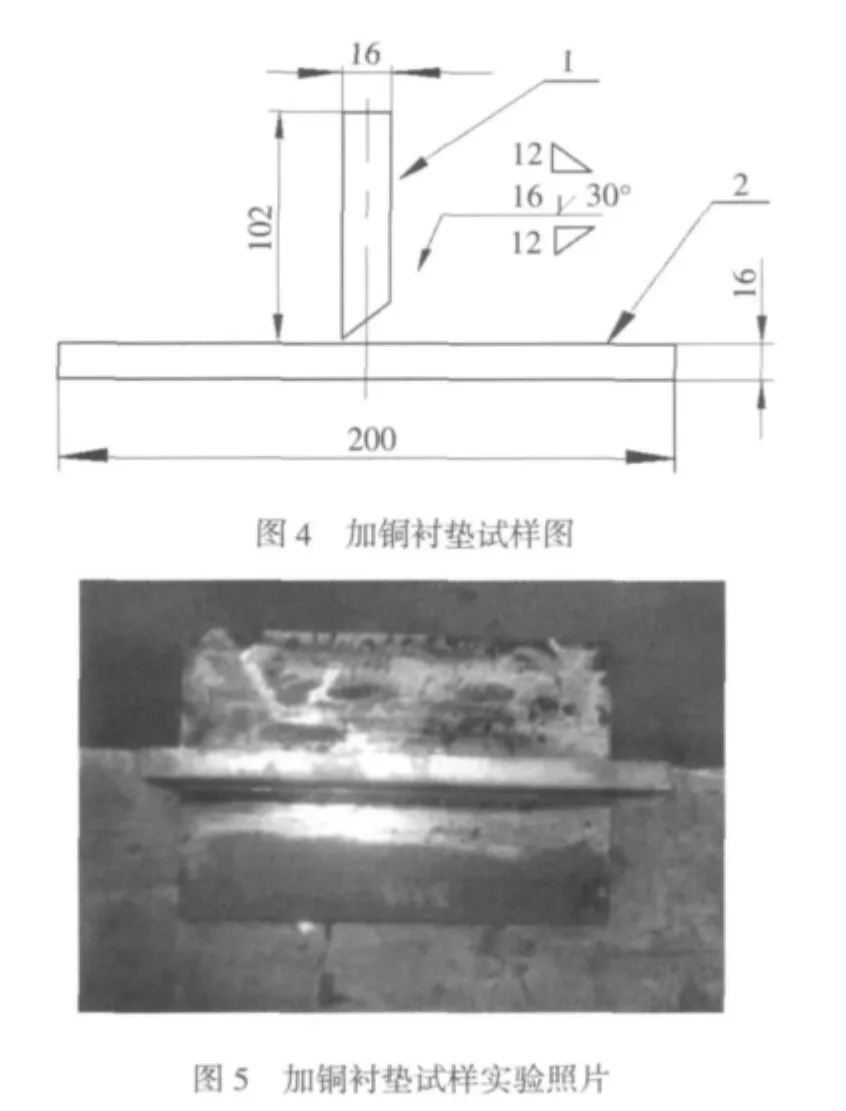
(2)首先点焊拼板,在无坡口侧安装铜板;手工打底,打底后拆掉铜板,不清根、不打磨;开坡口处用手工焊一层,焊接小车焊两层;无坡口处用焊接专机焊一层。
(3)材质:底板一HG785,底板二BHT100。结论:超声波检查(A类I级)合格。
4.2 腐蚀试验(图6)
加铜衬垫试样断面与腐蚀试验:切割得到3个断面,断面成形良好。对断面进行腐蚀后,无缺陷出现。

4.3 力学性能试验
对加铜垫试样进行力学性能试验。试验结果如表1所示。
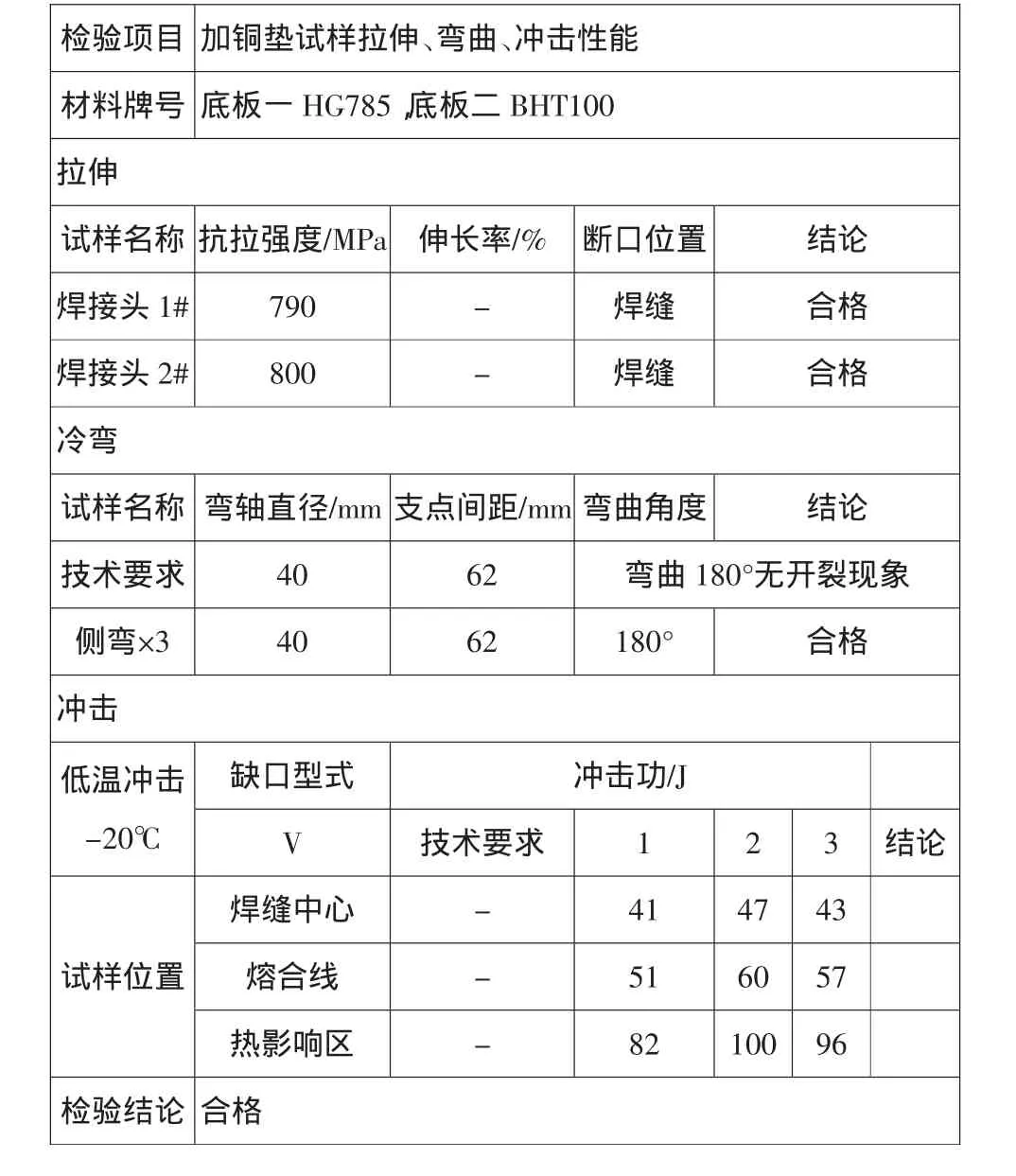
表1 加铜垫试样力学性能测试
5 结论
以上实验证明,试样能够达到探伤要求,断面成形良好,力学性能合格。采用加铜垫板的方式能取消打磨清根。试样性能达到产品要求,改进工艺方案可行。
[1]陶友瑞.B410LA动静态力学性能实验研究.锻压装备与制造技术,2009,44(1):82-83.
[2]梁化春.振动时效消除压力机焊接机身残余应力的实例分析.锻压装备与制造技术,2009,44(2):54-56.
Application of copper cushion to the welding process of box girder
JIANG Shan,ZHOU Lihua,CUI Yuanliang,HUANG Qingping
(Institute of Process and Equipment,Hunan Sany Road Machinery Ltd.,Changsha 410100,Hunan China)
The old technology for welding the box girder has lots of defects,which causes much trouble to the production of the company.By use of a copper cushion,the problem has been solved,which gains a good effect.
Welding;Box girder;Technology improvement
TG44
B
1672-0121(2011)04-0055-02
2011-04-02
江 山(1981-),男,工程师,从事机械制造工艺设计与研究工作
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
学生导报·东方少年(2019年16期)2019-07-02 11:44:01
小猕猴智力画刊(2018年6期)2018-07-08 06:05:40
奥秘(创新大赛)(2018年3期)2018-07-03 05:52:18
制造业自动化(2017年2期)2017-03-20 14:26:13
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
