低温低磷化学镀镍
2011-11-15 10:24刘鹤马立国王鹤坤贺岩峰
电镀与涂饰 2011年1期
刘鹤,马立国,王鹤坤,贺岩峰*
(长春工业大学化学工程学院,吉林 长春 130012)
【化学镀】
低温低磷化学镀镍
刘鹤,马立国,王鹤坤,贺岩峰*
(长春工业大学化学工程学院,吉林 长春 130012)
研究了温度、pH、次磷酸钠、柠檬酸和辅助配位剂对化学镀镍沉积速率和镀层磷含量的影响,确定了一种低温(40 °C)、低磷(w = 4.15%)的碱性化学镀液配方:硫酸镍25 g/L,次磷酸钠8.0 g/L,柠檬酸30 g/L,辅助配位剂(一种含铵的化合物) 15 g/L,pH 9.0。
化学镀镍;碱性;低温;低磷;沉积速率
1 前言
1945年,Brenner和Riddell第一次成功地将化学镀镍应用于工业中。此后,化学镀镍工艺在机械、电子、化工、食品和印刷等领域得到了广泛的应用。但是到目前为止,工业中大多使用的是高温(80 ~ 90 °C)酸性化学镀镍工艺。碱性化学镀镍因其具有起镀温度低,对基材没有影响,易获得低磷、低电阻率镀层等优点[1],在微电子、太阳能电池、微机电系统(MEMS)等领域获得了一些应用[2],如碱性化学镀镍层作为硅太阳能电池栅电极的导电底层,在电子封装技术焊料凸点下金属层(UBM)的制备中作为Al–Au、Cu–Au之间的扩散阻挡层[3]等。
目前低温化学镀镍工艺的施镀温度多选在 40 ~60 °C之间,且对镀层中磷含量的分析较少,而低磷化学镀镍工艺又多在中高温下操作。崔国峰[4]、刘琼[5]得到了磷含量为2.26% ~ 2.46%(质量分数,下同)的镀层,但施镀温度在85 °C左右;张喜生[6]在45 °C的低温条件下实现了在泡沫上的化学镀镍。本文介绍了一种新型低温碱性化学镀镍溶液,可以在40 °C下得到磷含量为4.15%的镀层。
2 实验
2. 1 样品及其预处理
采用50 mm × 50 mm的纯铁片作为基体材料,经除油(NaOH 30 g/L,无水Na2CO330 g/L,Na3PO4·12H2O 10 g/L,60 °C,5 ~ 10 min)和酸蚀[V(盐酸) ∶V(水)= 1∶1,30 s]后进行化学镀镍。
2. 2 化学镀镍工艺条件
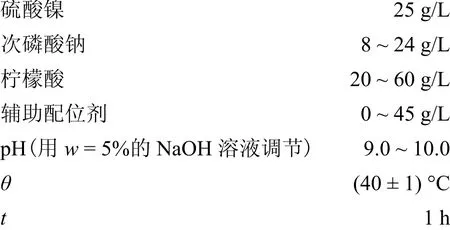
实验药品均为分析纯,镀液用去离子水配制。
2. 3 沉积速率
称量施镀前后样片的质量,计算其增重,按下式计算沉积速率:
v = m/(2ρA)。
式中:v为沉积速率,单位mm/h,可进一步换算成μm/h; m为施镀前后的增重率,单位g/h;ρ为镀层密度,按8.0 × 10−3g/mm3计算;A为试片的单面面积,单位mm2。
2. 4 镀层磷含量(质量分数,下同)分析
(1) 采用 Horiba EX-250 型能谱仪(EDS),按照GB/T 17359–1998标准测试镀层中的磷含量。
(2) 采用美国热电公司Thermo iCAP 6300型电感耦合等离子体发射光谱仪(ICP),配备电荷注入检测器(CID)、玻璃同心雾化器,按照国标GB/T 13913–2008测试镀层的磷含量。ICP测试样品制备方法:在不锈钢片上进行化学镀镍,将剥下的镀层在室温下用溶液[V(盐酸)∶V(硝酸)∶V(水)= 1∶1∶4]溶解。
2. 5 镀液稳定性测试
移取50 mL化学镀镍液于250 mL的烧杯中,然后浸入(60 ± 1) °C的水浴至镀液温度恒定。在搅拌条件下,用移液管移取1 mL质量浓度为100 mg/L的氯化钯溶液至烧杯中。记录自注入氯化钯溶液至镀液开始出现浑浊所经历的时间,以秒(s)表示。
2. 6 镀层表面形貌分析
采用日立SU-1500型扫描电子显微镜(SEM)观察镀层的表面形貌。
2. 7 结合力测试
结合力测试按GB/T 5270–2005标准进行。划线、划格试验法:用硬质钢刀在镀层上划两条相距2 mm的平行线或1 mm的正方形格子,观察镀层是否翘起或剥落。热震试验法:在烘箱中将样品加热到300 °C,然后将试样放入水中骤冷,观察镀层是否鼓泡或剥离。
3 结果与讨论
3. 1 温度对沉积速率和镀层磷含量的影响
温度对沉积速率和镀层磷含量的影响如图1所示。

图1 温度对沉积速率和镀层磷含量的影响Figure 1 Effect of temperature on deposition rate and P content of coating
从图1可以看出,随着温度的升高,镀速升高,镀层中的磷含量增大。80 °C时镀速达到最高,但此时镀液不稳定,有少量黑色镍颗粒析出。这是因为温度的升高提高了次磷酸钠的活性,促进了磷的析出,增大了镀液的不稳定性。同时也说明,欲获得低磷镀层,宜在低温下进行反应。施镀温度在20 ~ 40 °C时,反应仍可进行,但起镀时间在5 min以上,且镀速非常低。因此,本文选取的反应温度为40 °C。
3. 2 pH对沉积速率和镀层磷含量的影响
在化学镀工艺中,高pH可提高次磷酸钠的活性,降低起镀温度[1],同时增大镀液的不稳定性。pH对沉积速率和镀层磷含量的影响如图2所示。

图2 pH对沉积速率和镀层磷含量的影响Figure 2 Effect of pH on deposition rate and P content of coating
随着pH的升高,镀速加快,镀层磷含量反而下降(说明高 pH有利于制备含磷量低的镀层),且镀液稳定。但当pH ≥10后,镀层发暗。这可能是由pH过高使得沉积速率提高过快,析氢加剧,导致镀层孔隙率增加或镀层中形成了氢氧化镍夹杂而造成的。故适宜的pH为9.0。
3. 3 次磷酸钠对沉积速率和镀层磷含量的影响
次磷酸钠对沉积速率和镀层磷含量的影响如图 3所示。
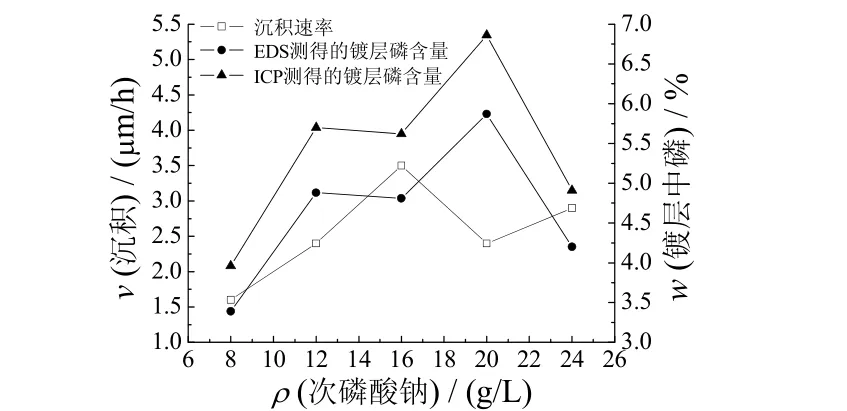
图3 次磷酸钠对沉积速率和镀层磷含量的影响Figure 3 Effect of sodium hypophosphite on deposition rate and P content of coating
随着次磷酸钠质量浓度的增大,镀层磷含量先升高后降低,镀速呈“升高–降低–升高”的波浪型趋变化势。因此,较适宜的次磷酸钠含量为8.0 g/L。
3. 4 柠檬酸对沉积速率和镀层磷含量的影响
柠檬酸对沉积速率和镀层磷含量的影响如图 4所示。随着镀液中柠檬酸含量的增加,镀速快速下降而后趋于稳定,镀层磷含量变化不大。这可能与辅助配位剂对磷析出的控制作用有关。综合考虑柠檬酸对镀速和镀层磷含量的影响,柠檬酸含量应小于40 g/L。
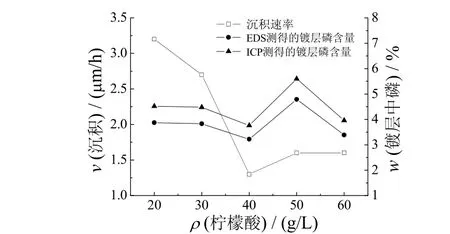
图4 柠檬酸对沉积速率和镀层磷含量的影响Figure 4 Effect of citric acid on deposition rate and P content of coating
图 5为不同柠檬酸质量浓度条件下获得的镀层的扫描电镜照片。
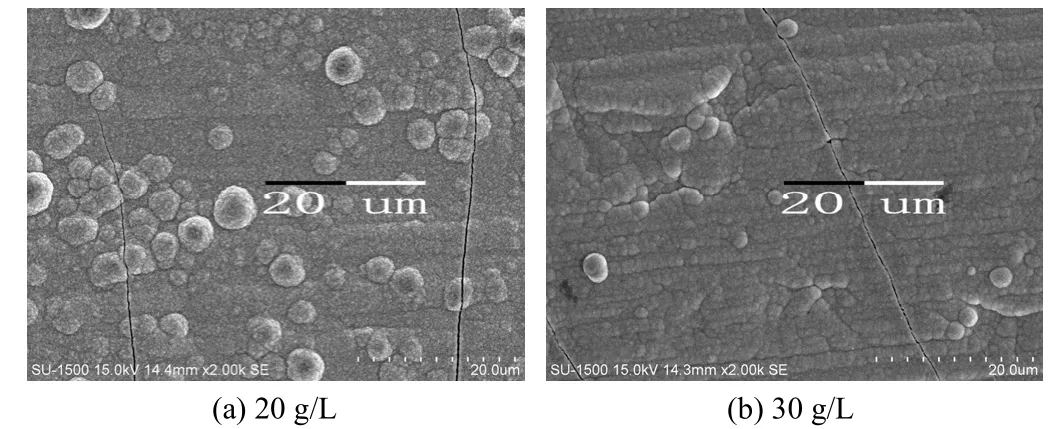
图5 不同柠檬酸质量浓度条件下获得的镀层的SEM照片Figure 5 SEM photos of the samples obtained at different concentrations of citric acid
从图5可以看出,当柠檬酸为20 g/L时,获得的镀层表面有许多不均匀的颗粒,这是由于镀液稳定性较差,析出的颗粒沉积在镀层中所造成的。当柠檬酸为30 g/L时,镀层较为平整,镀液较为稳定,镀层外观也较为光亮。故柠檬酸的适宜质量浓度为30 g/L。
3. 5 辅助配位剂对沉积速率和镀层磷含量的影响
辅助配位剂是一种含NH4+的化合物,其对沉积速率和镀层磷含量的影响如图6所示。从图6可以看出,随着辅助配位剂用量的增大,镀速先增大后下降。不添加辅助配位剂时,镀层的磷含量较大;当辅助配位剂的质量浓度超过10 g/L时,镀层的磷含量变化不大。综合考虑辅助配位剂对镀速和镀层磷含量的影响,其质量浓度控制在15 g/L较为适宜。

图6 辅助配位剂对沉积速率和镀层磷含量的影响Figure 6 Effect of auxiliary complexing agent on deposition rate and P content of coating
3. 6 镀液稳定性及镀层结合力
镀液稳定性测试中,黑色沉淀出现时间为125 min,远大于60 s,表明镀液稳定性良好[1]。经过划线、划格法测试,镀层没有翘起;用热震法测试,也无鼓泡或剥离现象。可见镀层的结合力良好。
4 结论
(1) 得到了一种40 °C条件下操作的低温化学镀镍配方:硫酸镍25 g/L,次磷酸钠8.0 g/L,柠檬酸30 g/L,辅助配位剂15 g/L,pH 9.0。
(2) 采用该低温配方,可获得磷含量为4.15%(质量分数)的低磷镀层。
[1] 李宁. 化学镀实用技术[M]. 北京: 化学工业出版社, 2004: 92-100.
[2] ALEMÁN M, BAY N, BARUCHA D, et al. Front-side metallization of silicon solar cells by nickel plating and light induced silver plating [J]. Galvanotechnik, 2009, 100 (2): 412-417.
[3] 柏冬梅. 微电子封装中化学镀Ni–P薄膜研究[D]. 大连: 大连理工大学, 2009.
[4] 崔国峰. 化学镀镍磷合金过程中磷的析出及其对镀层性能的影响[D].哈尔滨: 哈尔滨工业大学, 2006.
[5] 刘琼. 低磷化学镀镍工艺的研究[D]. 哈尔滨: 哈尔滨工业大学, 2007.
[6] 张喜生, 李华飞. 泡沫基体上低磷化学镀镍工艺[J]. 电镀与涂饰, 2007, 26 (2): 22-24.
Electroless nickel plating at low temperature and low phosphorus //
LIU He, MA Li-guo, WANG He-kun, HE Yan-feng*
The effects of temperature, pH, sodium hypophosphite, citric acid and auxiliary complexing agent on the deposition rate and P content of the electroless nickel coating were studied. The optimal bath formulation for alkaline electroless nickel plating at low temperture (40 °C) and low phosphorus (4.15%) was determined as follows: nickel sulfate 25 g/L, sodium hypophosphite 8.0 g/L, citric acid 30 g/L, auxiliary complexing agent (a compound comprising ammonium) 15 g/L and pH 9.0.
electroless nickel plating; alkaline; low temperature; low phosphorus; deposition rate
School of Chemical Engineering, Changchun University of Technology, Changchun 130012, China
TQ153.12
A
1004 – 227X (2011) 01 – 0024 – 03
2010–07–08
2010–08–25
长春工业大学校内基金(2010XN09)。
刘鹤(1985–),男,河北宁晋人,在读硕士研究生,研究方向为电子化工材料。
贺岩峰,教授,(E-mail) yfhe@mail.ccut.edu.cn。
[ 编辑:吴定彦 ]
猜你喜欢
石家庄学院学报(2021年3期)2021-05-23
化学与生物工程(2020年11期)2020-11-23
表面工程与再制造(2019年1期)2019-05-11
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中国塑料(2015年2期)2015-10-14
中国医药科学(2015年15期)2015-02-27
中国中医药现代远程教育(2014年14期)2014-03-01
表面工程与再制造(2014年2期)2014-02-27