丝/棉织物冷轧堆前处理工艺探讨
2011-11-14 13:49王景景沈一峰陈国洪
丝绸 2011年9期
王景景,沈一峰,b,陈国洪,江 崃
(浙江理工大学 a.先进纺织材料与制备教育部重点实验室;b.生态染整技术教育部工程研究中心,杭州 310018)
丝/棉织物冷轧堆前处理工艺探讨
王景景a,沈一峰a,b,陈国洪a,江 崃a
(浙江理工大学 a.先进纺织材料与制备教育部重点实验室;b.生态染整技术教育部工程研究中心,杭州 310018)
采用冷轧堆前处理工艺在低温下对丝/棉织物进行精练和漂白,能大幅度降低能源消耗。着重探讨了丝/棉的冷轧堆前处理工艺,综合考虑处理后织物的毛效、白度及断裂强力,得出较适宜的工艺条件为:氢氧化钠12 g/L,30 %的过氧化氢25 g/L,高效精练剂HE-A 6 g/L,氧漂稳定剂OL 6 g/L,堆置时间为18 h。在该工艺条件下,丝/棉织物毛效、白度较好,断裂强力下降的幅度较小。
丝/棉织物;冷轧堆;前处理
丝/棉交织物质地轻盈,既有真丝的光泽、柔软的手感,又具有棉的吸湿透气性,因此丝/棉面料越来越受到重视[1]。丝/棉交织物前处理工艺多采用高温精练和漂白,能耗较大。为降低能耗,提升丝/棉交织物品质,本研究采用冷轧堆工艺对丝/棉交织物进行前处理,主要探讨了氢氧化钠、过氧化氢、精练剂和氧漂稳定剂用量对织物的毛效、白度及断裂强力的影响,得到了较适宜的处理工艺。
1 试 验
1.1 材料、药品及仪器
试验所用丝/棉织物(杭州喜得宝集团有限公司),经向为生丝,纬向为210 dtex(28S)棉纱。
药品:氢氧化钠(南昌明瑞化工有限公司,工业级)、30 %过氧化氢(苏州市吴江仁和化工厂,工业级)、高效精练剂HE-A(杭州喜得宝集团有限公司,工业级)、氧漂稳定剂OL(上虞市精细化工厂,工业级)。
仪器:RJ-350Ⅲ轧染机、LQ-300K+电子织物强力仪、WSD-3U型荧光白度仪。
1.2 工艺流程
浸轧处理液(一浸一轧,轧液率100 %)→密封堆置(30 ℃,16~24 h)→热水洗(95 ℃,5 min)→皂洗(洗涤剂2 g/L,95 ℃,15 min)→热水洗2次(95 ℃,5 min)→冷水洗→熨干。
1.3 测试方法
1.3.1 丝/棉织物冷轧堆后毛效的测定
参照FZ/T 01071-2008《纺织品 毛细效应试验方法》,测定30 min内丝/棉织物上液面上升的高度(cm)。
1.3.2 丝/棉织物冷轧堆后白度的测定
使用WSD-3U型荧光白度仪对白度进行测定。
1.3.3 丝/棉织物冷轧堆后断裂强力的测定
参照GB/T 3923.1-1997《纺织品 织物拉伸性能第1部分:断裂强力和断裂伸长率的测定 条样法》测定织物的断裂强力。
2 结果与讨论
丝/棉织物进行冷轧堆一步法前处理时,氢氧化钠的作用主要是使丝胶等溶胀并溶解;过氧化氢分解产生H+,生成具有漂白效果的HO2-。如式(1)所示,HO2-可能与色素发生双键反应,达到消色的目的,也可能按式(2)发生反应,H2O2分解成游基而具有漂白效果。

精练剂配合碱剂有助于织物的精练,在堆置过程中大部分的丝胶、蜡质、杂质等在碱的作用下被去除,氧漂稳定剂对过氧化氢起到抑制的作用,减缓过氧化氢的分解速率,避免过氧化氢对织物产生损伤[5]。
2.1 氢氧化钠质量浓度对织物毛效、白度及断裂强力的影响
如图1所示,随着NaOH质量浓度的增加,丝/棉织物经冷轧堆处理后的毛效逐渐提高,当质量浓度达14 g/L时毛效最高,再提高NaOH的质量浓度则毛效反而有所降低,这可能是由于随着NaOH质量浓度的提高,H2O2的分解加快,分解产生的H+使织物表面的OH-浓度相对降低,从而使处理后丝/棉织物的毛效降低。
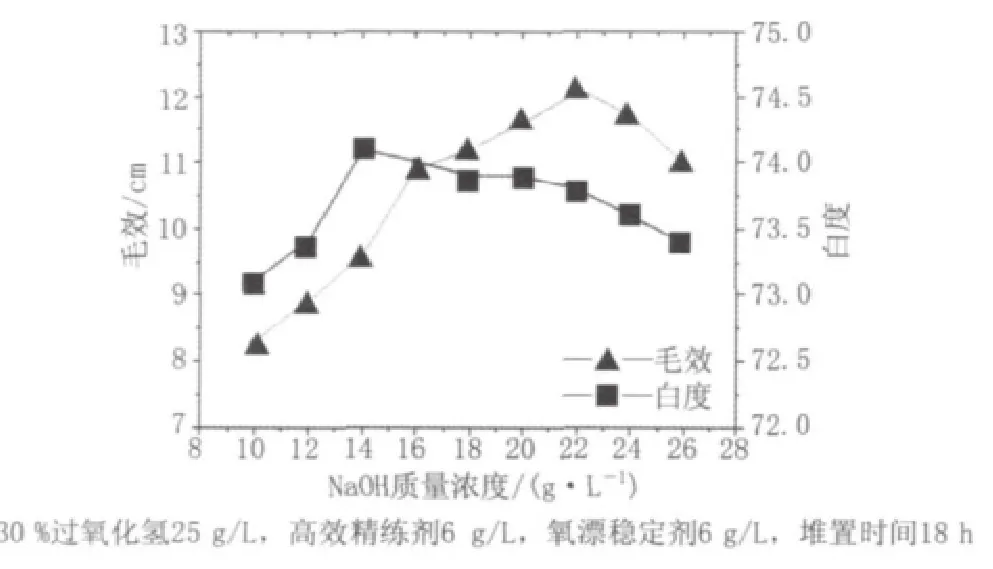
图1 NaOH质量浓度对白度和毛效的影响Fig.1 Effects of concentration of NaOH on whiteness and capillary effect
NaOH质量浓度也会影响冷轧堆处理后织物的白度,如图1所示,随着NaOH质量浓度的提高,织物的白度提高至74.0,此时织物表面的附着物去除较彻底,而且越来越多的OH-中和H2O2分解产生的H+,使H2O2分解速率加快,提高了漂白效果。当NaOH质量浓度过高时,就会使H2O2快速分解而失去漂白作用,导致丝/棉织物的白度降低。
如图2所示,随着NaOH质量浓度的提高,丝/棉织物经向和纬向的断裂强力有不同程度的降低,由于经向的成分为蚕丝,因而断裂强力降低较快。NaOH本身具备的碱性协同H2O2分解产生的OH-导致织物强力下降,较高质量浓度的NaOH使H2O2分解加快,产生更多对强力有影响的OH-,因此NaOH质量浓度是导致丝/棉织物强力损伤的主要原因。
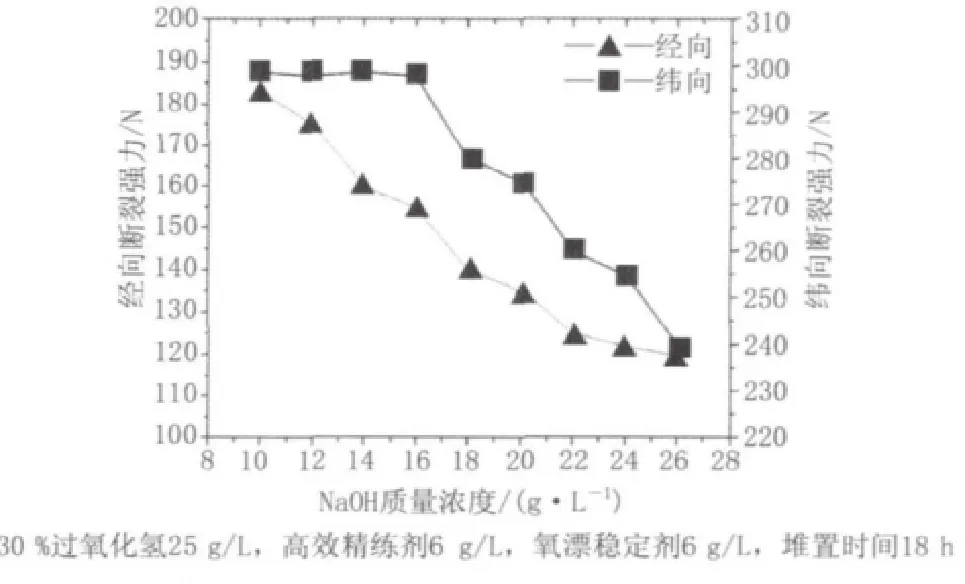
图2 NaOH质量浓度对断裂强力的影响Fig.2 Effects of concentration of NaOH on breaking strength
综上所述,为了使冷轧堆处理后的丝/棉织物保持较高的断裂强力及较好的毛效,NaOH质量浓度选择为12 g/L。
2.2 过氧化氢质量浓度对织物毛效、白度及断裂强力的影响
如图3所示,H2O2分解产生的OH-具有一定的精练作用,此时织物的毛效较好,当H2O2质量浓度为20 g/L时,毛效大于8 cm。继续提高H2O2的质量浓度,织物毛效增加的幅度降低。NaOH在工作液中游离产生的OH-与过氧化氢分解生成的H+反应,促进过氧化氢的分解,且随着过氧化氢质量浓度的提高,参与中和反应的OH-越多,从而使NaOH的精练作用降低,故毛效增加的趋势变缓。当NaOH与H2O2的质量浓度比达到较合适的值时,式(2)反应平衡,毛效变化不显著。
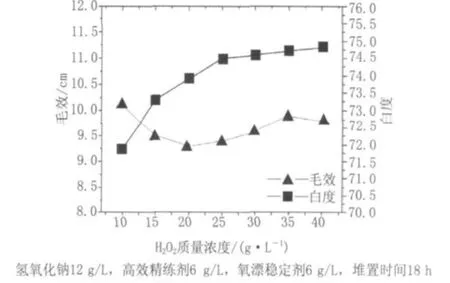
图3 H2O2质量浓度对白度和毛效的影响Fig.3 Effects of concentration of H2O2 on whiteness and capillary effect
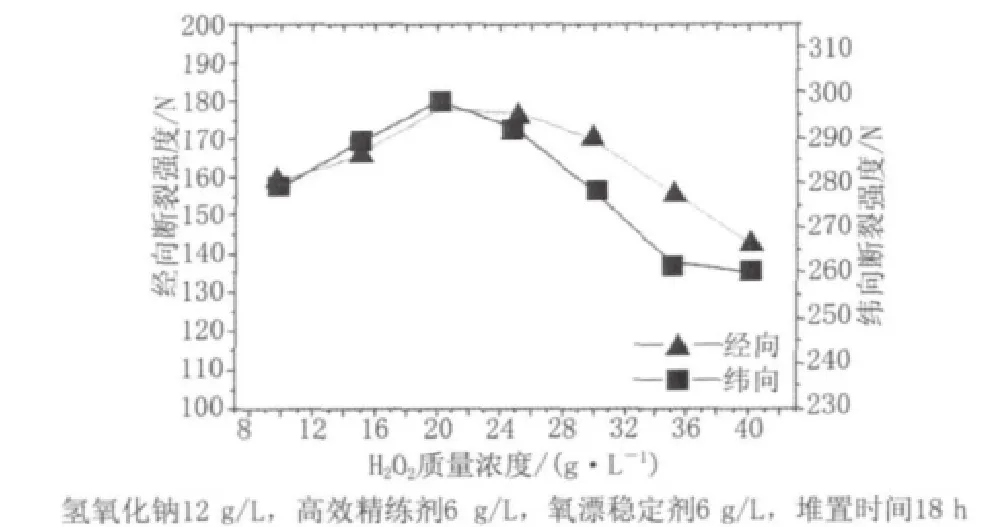
图4 H2O2质量浓度对断裂强力的影响Fig.4 Effects of concentration of H2O2 on breaking strength
综上所述,过氧化氢对丝/棉织物的白度产生较为明显的影响,选择30 %H2O2质量浓度为25 g/L时,织物的白度和毛效较好,并保持了较高的断裂强力。
2.3 高效精练剂质量浓度对织物毛效、白度及断裂强力的影响
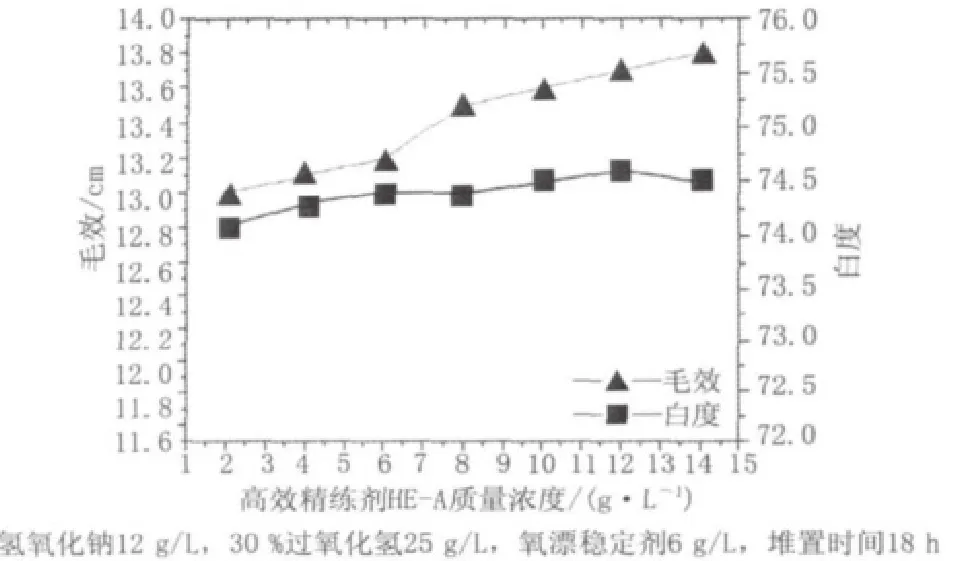
图5 高效精练剂HE-A的质量浓度对白度和毛效的影响Fig.5 Effects of concentration of HE-A on whiteness and capillary effect
如图5所示,高效精练剂HE-A对丝/绵织物冷轧堆前处理后的白度和毛效影响较小,随着高效精练剂HE-A用量的增加,白度和毛效提高不明显。白度基本维持在74~74.5,毛效介于13~13.8 cm。这可能是由于少量高效精练剂HE-A的加入已经可以达到较好的精练效果,碱剂及过氧化氢充分地作用于丝绵织物,因此随着高效精练剂HE-A质量浓度的提高,丝/绵织物的白度及毛效增加幅度较小。
高效精练剂HE-A对丝/棉织物冷轧堆前处理后的断裂强力的下降程度不明显,如图6所示,随着高效精练剂HE-A质量浓度的增加,经向和纬向的断裂强力逐渐降低。HE-A有助于NaOH较好地渗透,因此丝/棉织物的断裂强力有不同程度的下降。综合图5、图6可得高效精练剂HE-A较适宜的质量浓度为6 g/L。
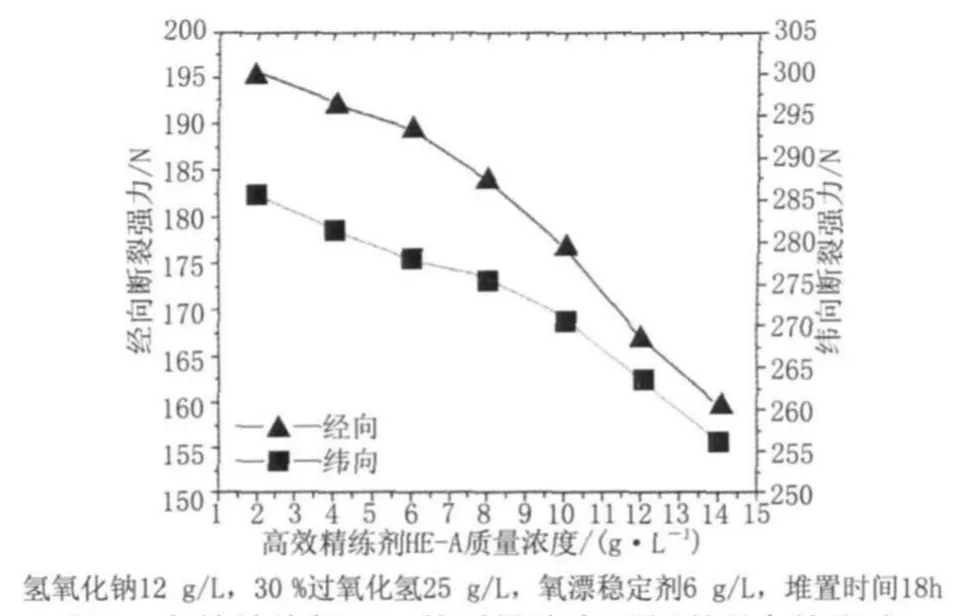
图6 高效精练剂HE-A的质量浓度对断裂强力的影响Fig.6 Effects of concentration of HE-A on breaking strength
2.4 氧漂稳定剂OL质量浓度对织物毛效及白度的影响
冷轧堆前处理液中加入氧漂稳定剂OL能降低双氧水的分解速率,缓和织物漂白的条件。如图7所示,随着氧漂稳定剂OL质量浓度的提高,H2O2分解速率降低,其分解产生的H+质量浓度相对降低,减少了NaOH不必要的消耗,使NaOH充分地发挥了精练的作用,因此织物的毛效也随之提高。同时氧漂稳定剂OL也会减少HO2-的进一步分解,提高漂白效率,从而使织物的白度略有提高,但提高的幅度不明显。因此氧漂稳定剂OL质量浓度为6 g/L时,处理效果较好。经研究发现,氧漂稳定剂OL质量浓度对织物断裂强力的影响不显著,故不再图示说明。
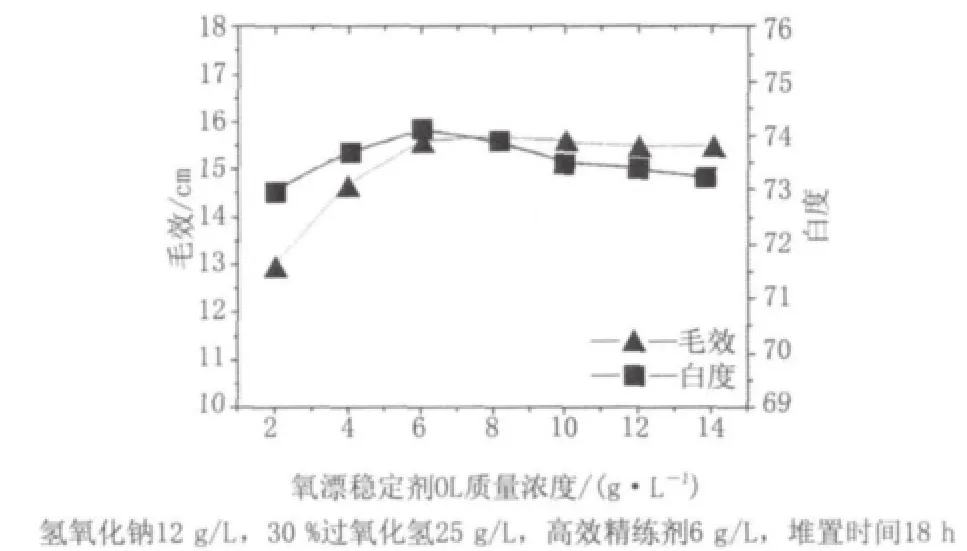
图7 氧漂稳定剂OL质量浓度对白度和毛效的影响Fig.7 Effects of concentration of OL on whiteness and capillary effect
处理液中H2O2质量浓度越高,处理后的丝/棉织物越白,如图3所示,增加到一定量时织物的白度增加趋势缓慢。随着H2O2质量浓度的增加,丝/棉织物表面的HO2-质量浓度越高,处理后织物的白度越好;同时随着H2O2质量浓度的提高,其分解速率也逐渐加快,因此H2O2的漂白作用相对削弱,白度增加趋势变缓,对丝/棉织物带来的损伤逐渐提高,断裂强力逐渐下降。
丝/棉织物冷轧堆前处理后断裂强力的变化趋势是先提高再降低,如图4所示。在H2O2质量浓度较低时,H2O2分解所消耗的OH-较少,随着H2O2质量浓度的提高,较多的OH-参与H2O2的分解,因此NaOH对织物的损伤作用较小,断裂强力反而稍有提高;当H2O2质量浓度较高时,其分解产生的OH-对织物的破坏作用变得显著,导致断裂强力下降。
2.5 堆置时间对织物毛效、白度及断裂强力的影响
由表1可知,堆置时间对织物的毛效影响不大,毛效随处理时间的延长而略有增加;织物的白度也相差不明显;但断裂强力随时间的延长呈下降趋势,尤其是经向断裂强力的下降最为明显。当堆置时间达24 h,蚕丝纤维受损较严重,造成经向强力的大幅度下降,纬纱强力下降的幅度较小。综合分析可得,在冷轧堆处理丝/棉织物时,堆置时间应为18 h,在此作用时间下织物的白度和毛效比较优良,重要的是丝/棉织物的断裂强力可以维持在较高的水平。
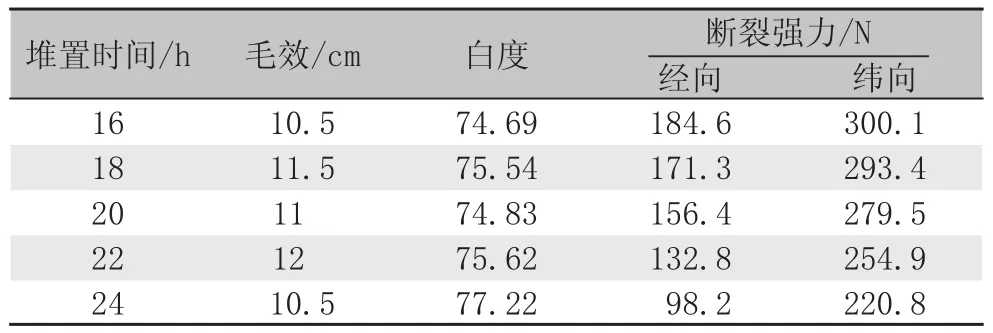
表1 堆置时间对白度、毛效及断裂强力的影响Tab.1 Effects of re fi ne time on whiteness, capillary effect and breaking strength
3 结 论
1)丝/棉织物冷轧堆前处理的最佳工艺条件为:氢氧化钠12 g/L,30 %过氧化氢25 g/L,高效精练剂HE-A 6 g/L,氧漂稳定剂OL 6 g/L,堆置时间为18 h。
2)在丝/棉织物进行冷轧堆前处理时,NaOH质量浓度对织物的毛效、白度和断裂强力的影响较大,尤其对断裂强力的影响更为显著。因此应选择适宜的NaOH质量浓度。
[1]姚继明,魏赛男,董玉林,等.棉织物冷轧堆前处理加工[J].印染,2008(17):11-12.
[2]沈一峰,张蓉,林鹤鸣.真丝绸活性染料冷轧堆染色工艺研究[J].丝绸,2008(6):21-22.
[3]狄群英,权衡,朱建华.非硅氧漂稳定剂FH-712在冷轧堆中的应用[J].印染,2006(17):35-37.
[4]王圣杰,费淼生,朱敏敏,等.棉针织物冷轧堆节能前处理工艺实践[J].针织工业,2010(1):45-46.
[5]王菊生,孙凯.染整工艺原理:第二册[M].北京:中国纺织出版社,2004.
The pretreatment of cold pad-batch on silk and cotton interwoven fabric
WANG Jing-jinga, SHEN Yi-fenga,b, CHEN Guo-honga, JIANG Laia
(a. Key Laboratory of Advanced Textile Materials and Manufacturing Technology of Ministry of Education of China, Hangzhou 310018, China;b. Ecological Engineering Research Center of Dyeing and Finishing Technology, Zhejiang Sci-Tech University, Hangzhou 310018, China)
The process of cold pad-batch was applied to the scouring and bleaching of silk and cotton interwoven fabric at very low temperature, which can reduce the procedure and lower the energy waste. This paper focused on the pretreatment process of cold pad-batch on silk and cotton interwoven fabric. Synthetically considering the processing of fabrics of capillary effect, whiteness and breaking strength, the optimum conditions were obtained, they are NaOH 12 g/L, H2O225 g/L, Scouring reagent 6 g/L, Oxygen bleaching stabilizer 6 g/L.Under this condition, the silk/cotton interwoven fabric can gains the best whiteness and capillary effect, and the decline of breaking strength is small.
Silk and cotton interwoven fabric; Cold pad-batch; Pretreatment
TS192.4
A
1001-7003(2011)09-0009-04
2011-06-02
2011-06-25
王景景(1985- ),女,硕士研究生,研究方向为真丝功能整理。通讯作者:沈一峰,副教授,shenyf66@sina.com。
猜你喜欢
粮油食品科技(2022年5期)2022-09-27
棉纺织技术(2022年4期)2022-04-15
石油沥青(2021年4期)2021-10-14
纺织高校基础科学学报(2021年2期)2021-07-13
纺织科技进展(2016年3期)2016-11-29
纺织检测与标准(2016年3期)2016-08-16
中国塑料(2015年3期)2015-11-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年10期)2015-10-14
现代纺织技术(2015年6期)2015-02-28