临氢高压换热器用Ω环的焊接
2011-11-14 07:59:42易国英
电焊机 2011年9期
易国英
(青海油田管道输油处,青海 格尔木 816000)
临氢高压换热器用Ω环的焊接
易国英
(青海油田管道输油处,青海 格尔木 816000)
高压换热器用Ω型密封环材质为奥氏体不锈钢316L,由于Ω环弯管较薄,且结构特殊,施焊空间狭小,焊接困难,一般采用手工钨极氩弧焊;为防止背面金属氧化,Ω环内应充氩气保护,由于Ω环腔体较大,将浪费大量氩气,且保护效果不理想。通过焊接试验,在Ω环中间对接焊缝焊接时采用一种具有特殊涂层的焊丝打底(TGF316L),焊接时,涂层熔化后会渗透到熔池背面,形成一层致密的保护层,使背面金属不受氧化;待打底结束后,采用实芯焊丝(ER316L)盖面,该工艺既有效地防止了316LΩ环背面金属氧化,又节约了大量的氩气,同时也获得了满意的焊接接头质量。实践证明此焊接工艺在实际生产中是可行的。
Ω型密封环;奥氏体不锈钢;焊丝TGF316L;焊接工艺
0 前言
高压换热器是加氢裂化装置中的核心设备之一,由于Ω型密封环(简称Ω环)密封盖板封焊式换热器是靠盖板外周密封焊来实现管箱密封的,使得密封所需螺栓预紧力小,螺栓主要承担内压引起的轴向力,密封则由焊接而成的Ω环来承受,因此螺栓直径大大缩小,具有结构简单,密封安全可靠等优点;检修拆卸管束时,用砂轮将密封焊缝磨去,将盖板打开即可抽出管束,检修后再封焊,该种换热器特别适用于干净介质和长周期操作的场合。
100万t/年的中压加氢裂化装置反应产物与分馏塔进料换热器由管箱、壳程壳体、U型管束组成,U型管束管板与管箱法兰之间采用Ω型密封垫圈密封。换热器壳程设计压力8.9 MPa,管程设计压力13.4 MPa;管箱、管板材质为2.25Cr1Mo+不锈钢堆焊层(309L+347L),换热器壳体材质为Q345R,结构如图1所示。
其中Ω环(见图2)的材质为奥氏体不锈钢316L,Ω环弯管厚度为3mm。由于Ω环弯管较薄,且结构特殊,同时施焊空间狭小,施焊困难(见图3)。焊接方法一般采用手工钨极氩弧焊,为防止背面金属氧化,Ω环内应充氩气保护,由于Ω环腔体较大,将浪费大量氩气,且保护效果不理想。因此,在设备使用过程中,在Ω环中间对接焊缝上,经常会出现穿透性裂纹;如果焊接时操作不当,固定管板与Ω环之间的焊缝也容易出现开裂(见图4)。因此合理的焊接工艺是保证Ω 环焊接接头质量的关键[1-2]。
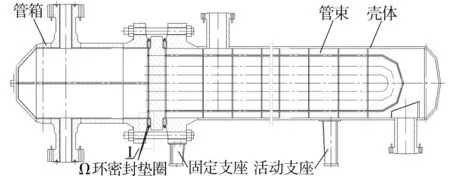
图1 高压换热器结构
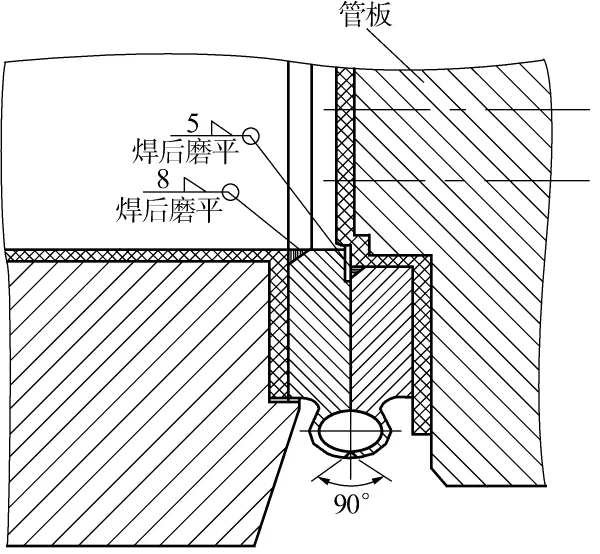
图2 Ω环结构

图3 Ω环弯管施焊困难
1 奥氏体不锈钢316L的焊接特点
奥氏体不锈钢韧性、塑性好,焊接时不易发生淬火硬化,其线膨胀系数比碳钢大,焊接过程中较大的弹塑性应力应变量带来一些焊接性问题:一是焊接热裂纹,这与奥氏体不锈钢的晶界特性和对某些微量杂质如S、P等敏感有关;二是焊接变形大。
针对奥氏体不锈钢316L的焊接特点,焊接时采取的主要工艺措施如下:
(1)采用适当的焊接坡口或焊接方法,使母材金属在焊缝金属中所占的分量减少,即小的熔合比。
(2)焊接参数应选用小的热输入,即小电流快速焊。在多层焊时,要等前一层焊缝冷却后再焊次一层焊缝,层间温度不宜过高,以避免焊缝过热。施焊过程中焊条不允许摆动,采用窄焊缝的操作技能。
(3)选择合理的焊接接头形式和焊接顺序,尽量减少焊接应力,可以减少热裂纹的产生。
(4)在焊接过程结束和中途断弧前,收弧要慢且要设法填满弧坑,以防止弧坑裂纹的形成。
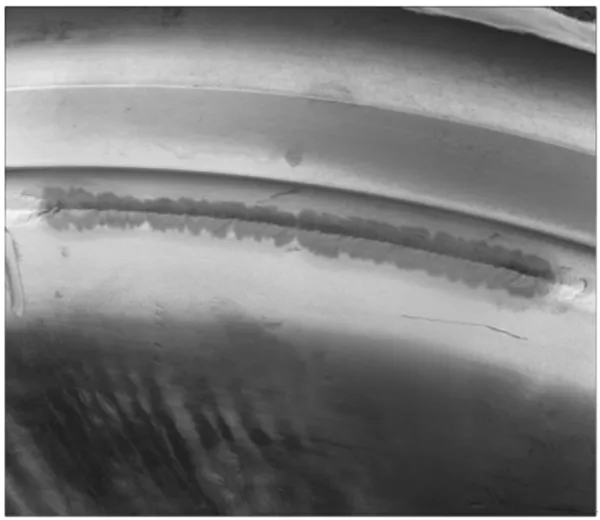
图4 固定管板与Ω环之间的焊缝开裂
2 焊接工艺的确定
结合Ω环弯管的特殊结构、奥氏体不锈钢316L的焊接特点以及产品在实际生产中的应用情况,对Ω环中间对接焊缝采用背面自保护不锈钢TIG焊丝打底(TGF316L),这是一种具有特殊涂层的焊丝,涂层(即药皮)熔化后会渗透到熔池背面,形成一层致密的保护层,相当于焊条药皮的熔渣覆盖在焊缝表面,使背面金属不受氧化。冷却后这层渣壳会自动脱落,用压缩空气或水冲的方法极易清除。这种焊丝的使用方法与普通的TIG焊丝完全相同,涂层不会影响正面的电弧和熔池形态;待打底结束后,采用实心焊丝(ER316L)盖面,焊道微凸,焊肉应饱满,保证焊接接头有足够的强度;管板及其两侧法兰与Ω环之间的焊缝采用手工钨极氩弧焊,焊肉应饱满[3]。
3 产品焊接工艺评定
综合考虑Ω环型高压换热器产品技术条件要求和奥氏体不锈钢的焊接特点,对厚4 mm的316L钢进行焊接工艺评定,焊接坡口如图5所示,焊接过程及试验结果如下。
3.1 焊接过程
坡口清理→装配点焊→背面自保护不锈钢TIG焊丝打底(焊丝TGF316L φ 2.6 mm)→焊缝100%着色(PT)检查→采用实心焊丝(焊丝ER316L φ 2.0)盖面(道间温度≤100℃)→焊缝100%着色(PT)检查→焊缝100%着色(RT)检测。焊接工艺规范如表1所示。
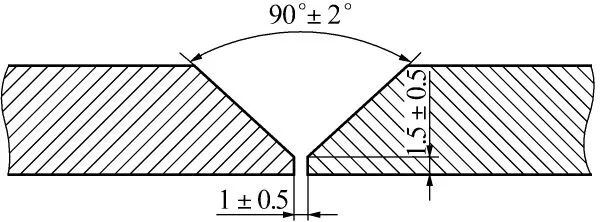
图5 焊接工艺评定坡口
3.2 焊接工艺评定试验结果
试件焊接接头按JB/T 4730-2005《承压设备无损检测》的要求进行了RT(射线检测)100%及100%着色(PT)检测,结果合格。依据JB4708-2000《钢制压力容器工艺评定》及产品技术条件要求,分别进行了熔敷金属化学成分分析、焊接接头力学性能及晶间腐蚀试验。焊接工艺评定试验结果如表2、表3所示。

表1 焊接工艺规范参数

表2 熔敷金属化学成分分析%
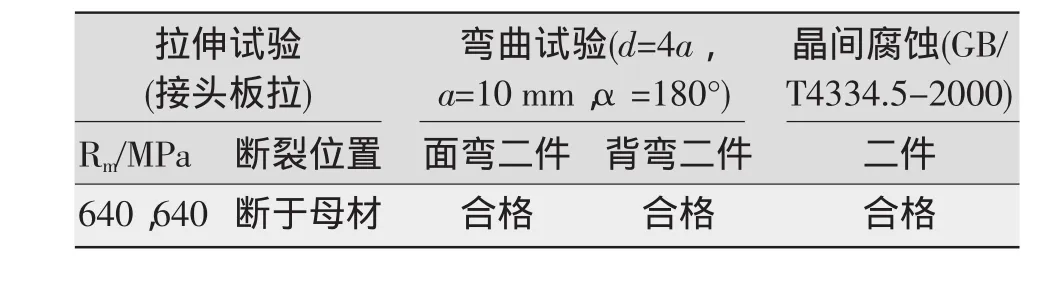
表3 力学性能和晶间腐蚀试验结果
由表2的熔敷金属化学成分分析可知,无论打底层还是盖面层,其结果均满足产品技术条件要求,且S、P含量较低。
由表3的拉伸和弯曲试验结果可以看出,焊接接头抗拉强度均高于要求值,且有较大富裕量;面弯和背弯试样弯曲后,未产生裂纹或缺陷,焊接接头连续、致密,塑性较好;按GB/T4334.5-2000晶间腐蚀要求制备试样二件,弯曲180°后,在10倍放大镜下观察弯曲试样外表面,无因晶间腐蚀而产生的裂纹,证明制定的焊接工艺是合理可行的。
该工艺已在我公司生产的多台装置上得到应用,使用效果非常理想。
[1]中国机械工程学会焊接学会.焊接手册(3版)[M].北京:机械工业出版社,2008.
[2]张其枢,堵耀庭.不锈钢的焊接[M].北京:机械工业出版社,2000.
[3]吴树雄.电焊条选用指南(3版)[M].北京:化学工业出版社,2003.
The welding of Ω sealing ring on high pressure hydro-heat exchanger
YI Guo-ying
(The Oil Pipe-line Department,Qinghai Oil-field company,Geermu 816000,China)
The material of Ω sealing ring on high pressure heat exchanger is made of austenitic stainless steel,because of the Ω sealing ring is thin and narrow with special structure,and the welding space is small and narrow,it is very difficult to weld.So,GTAW is generally adopted;at the same time,if the back side is no argon for protection,the austenitic stainless is very easy to oxidize when used TIG welding,even we use argon to protect the back side when welding,it can waste large amount of argon,and the result is not sure to be ideal.The article gains a reasonable welding procedure using a kind of self-protecting rod as the first layer(TGF316L),there is a thin layer of covering,the welding slag can penetrate through the welding pool over the back side of melting metal,this can avoid the back side of melting metal being oxidized.The welding procedure has been proved to be satisfied in practice.
Ω sealing ring;austenitic stainless steel;welding wire TGF316L;welding procedure
TG457.1
A
1001-2303(2011)09-0050-03
2011-08-10
易国英(1972—),女,四川营山人,工程师,主要从事炼化设备的工艺研究。
猜你喜欢
核科学与工程(2021年4期)2022-01-12 06:29:20
绥化学院学报(2020年12期)2020-12-11 03:45:22
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
汽车实用技术(2016年1期)2016-12-24 07:49:32
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
低温与特气(2014年4期)2014-03-30 02:09:09
安徽医药(2014年9期)2014-03-20 13:14:16