电阻点焊电动机支架断裂失效分析
2011-11-14 07:55王亚婷徐越兰李文健
电焊机 2011年9期
王亚婷,徐越兰,刘 敏,李文健
(南京理工大学 材料科学与工程系,江苏 南京 210094)
电阻点焊电动机支架断裂失效分析
王亚婷,徐越兰,刘 敏,李文健
(南京理工大学 材料科学与工程系,江苏 南京 210094)
分析了电阻点焊电动机支架高频振动破坏试样的失效原因。通过焊材成分分析、断口形貌分析和微观金相组织分析,结果表明,固定电动机支架发生断裂的原因是由于焊接工艺不当所致。因此在焊接过程中应该适当改变焊接工艺参数,调整焊接规范。
电阻点焊;断裂;断口形貌;金相组织
0 前言
随着航空航天、电子、汽车、家用电器等工业的发展,电阻焊受到了广泛的重视。同时对电阻焊的质量也提出了更高的要求[1]。然而,目前还缺乏可靠的无损检测方法,焊接质量只能靠工艺试样和工件的破坏性试验来检查。在此分析了电阻点焊连接中普遍出现的断裂现象。电阻点焊(见图1)的优点是成本低、操作简单、易于实现机械化和自动化;缺点是对气密性要求不高,容易出现气孔,电流过低时容易产生未焊透,电流过大时容易造成材料脆性断裂[2]。
在此所用的破坏性试验方法是高频振动试验,其目的在于确保所设计制造的机器、构件在运输和使用过程中承受外来或自身产生的振动而不致破坏,并发挥其性能、达到预定寿命的可靠性。试验通过对类似结构(螺母和板材连接)进行高频振动使其支架断裂,如图2所示,并对断裂原因进行说明分析。
1 试验过程
所用材料为Q235钢,焊接螺母厚6~7 mm,连接板材厚2.5 mm,采用电阻点焊连接方法。对采用电阻点焊连接的电动机支架高频振动破坏试样进行了失效分析。通过分析焊接材料成分、断口形貌、微观金相组织,找出固定电动机支架发生断裂的原因,以提高电动机使用过程中的安全性。

图1 电阻点焊示意
1.1 试样成分分析
固定电动机的支架和螺母的材料为Q235钢,属于碳素结构钢,易于冶炼,价格低廉,性能基本能满足一般工程结构要求。通常以热轧空冷状态供应,其塑性好,焊接性能好,使用状态下的组织为铁素体加珠光体。支架和螺母的成分如表1所示。

图2 支架断裂示意

表1 支架和螺母的成分%
由表1可知,碳素结构钢中含有五种元素:C、Si、S、P、Mn,其中w(Mn)≤1.0%,w(Si)≤0.5%,w(S)≤1.0%,w(P)≤1.0%[3],同时符合GB/T700-1988使用标准,尤其是P、S含量在标准范围内。对力学性能进行测试:抗拉强度370MPa,屈服强度240MPa,延伸率31%。
1.2 断口宏观形貌分析
进行断口宏观形貌分析的目的是根据裂纹扩展区的微观形貌特征来判断其金属材料断裂源的位置、裂纹的扩展方向和断裂断口的断裂性质,以分析造成断裂的原因。断裂断口的宏观形貌和标注如图3所示。
根据疲劳断裂理论,疲劳裂纹稳定扩展区最突出的形貌特征是疲劳纹的存在。由图3可知,断口处有明显的疲劳纹,以疲劳源为中心,疲劳纹不断向外扩散,且疲劳纹间距离不等。由图3中可见断裂分为三部分:疲劳源、平滑区和瞬断区。疲劳源的位置在螺母与板材焊点的板材处;沿疲劳源的板材厚度方向为疲劳的平滑区,此区包括疲劳裂纹的萌生及扩展(即在疲劳裂纹扩展前期,裂纹扩展的速度很小,产生微观的疲劳条纹;而在裂纹扩展的后期,裂纹扩展速率较快,容易产生宏观可见的疲劳线);沿平滑区的板材厚度方向为瞬断区,此区有撕裂的痕迹,边缘为解切唇疲劳;断口中平滑区与瞬断区之间的区称之为疲劳过渡区,断口的粗糙程度介于平滑区与瞬断区之间[4]。
1.3 试样微观组织分析
对试样进行磨制和抛光后,用4%硝酸酒精进行腐蚀。然后在光学显微镜下观察试样微观组织。

图3 焊接接头断口形貌
通过图4可知,焊点外侧未形成良好的弧形焊接表面,呈现整齐的锐角。并且在焊接板材和螺母外侧受热受压变形后,焊接板材与螺母接触边缘有翘曲开口,产生了应力集中[5]。而且,焊接接头热影响区范围大,容易出现晶粒度粗大组织,影响焊接接头的性能。故在高频振动试验中,这种已存在焊接应力集中的热影响区附近区域极易形成断裂。
由图5可知,焊缝均存在未焊透、未熔合情况。焊缝区域存在明显的连接交线,熔合不彻底,而且焊接接头的实际熔合长度占整条焊缝的比例较小。左侧试样在焊缝左侧有未焊透部分,未熔合部分占大部分,完全熔合部分约1/3。右侧试样在焊缝两侧为未焊透部分,未熔合部分占大部分,完全熔合部分约1/5。
图6a中1为铁素体,2为少量珠光体。由图6可知,焊接母材的晶粒均匀,组织分布均匀,以铁素体为主,珠光体少量弥散分布铁素体晶界处。对于Q235焊接材料来说,这种金相组织是符合GB/T700-1988使用标准的。图6b中1为铁素体,焊接接头热影响区内组织分布都不均匀。由于珠光体中的铁素体依附在已存在的先共析铁素体上生长,使得铁素体晶粒度明显增大。焊接接头冷却后奥氏体转化珠光体的成分明显增多,这成为整个焊接接头的薄弱区。

图4 试样金相组织
2 试验分析
(1)电阻点焊过程中,焊接接头受电极压力作用,在热状态下产生塑性变形,焊接板材与螺母接触边缘有翘曲微裂口。说明焊接压力过大,造成成形过程中不必要的变形,容易引起应力集中,成为疲劳断裂的起因。
(2)由于焊接过程中热循环的性质,焊缝本身就存在严重的化学和物理不均匀性,焊接热影响区范围大,且组织晶粒度粗大。同时在焊接接头两侧存在未焊透和未熔合部分[6]。说明焊接规范存在焊接时间长、焊接电流小的问题。而且,螺母与板材的连接不同于板材与板材的连接,容易在焊接连接部位产生焊接电流分布不均的情况,影响焊接热影响区。
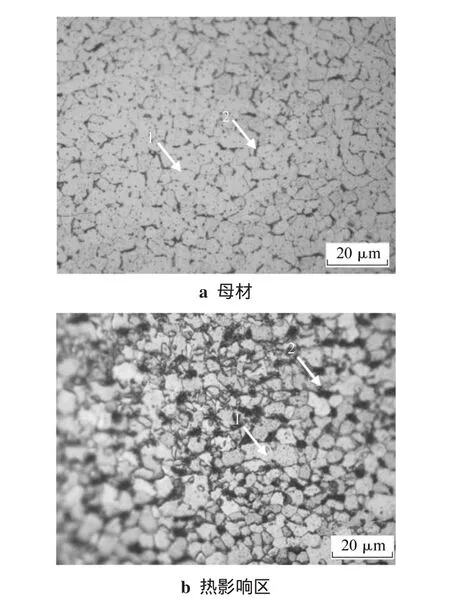
图6 试样金相组织
3 结论
通过分析电阻点焊电动机支架断裂失效的原因,得到以下结论:
(1)断口宏观形貌分析表明断裂形式为疲劳断裂。
(2)由于焊接接头两侧翘曲微裂口的存在,造成应力集中,是疲劳断裂的起因。因此,要在满足焊接规范要求的情况下,减小施加的焊接压力。
(3)焊接接头中存在未焊透和未熔合部分,加快了应力集中,加剧了疲劳断裂过程,不能满足高频振动试验安全性要求。因此,在满足焊接接头良好连接和热影响区良好性能的情况下,适当增加焊接电流,减小焊接时间。
[1]田锡唐.焊接结构[M].哈尔滨:哈尔滨工业大学出版社,1992.
[2]赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2005.
[3]崔忠圻.金属学与热处理原理[M].哈尔滨:哈尔滨工业大学出版社,2004.
[4]张文钺.焊接冶金学[M].北京:机械工业出版社,1999.
[5]朱正行.电阻焊技术[M].北京:机械工业出版社,2001.
[6]陈金德,邢建东.材料成形技术基础[M].北京:机械工业出版社,2000.
Fracture failure analysis of resistance spot welding motor bracket
WANG Ya-ting,XU Yue-lan,LIU Min,LI Wen-jian
(Department of Materials Science and Engineering,Nanjing University of Science and Technology,Nanjing 210094,China)
Fracture failure analysis was made on resistance spot welding motor bracket test specimens which were destroyed by the high-frequency vibration.Component analysis of weld materials,macroscopic analysis of fracture morphology and microscopic analysis of the microstructure show that the reason why the fixed motor bracket was broken was due to improper welding.Therefore,during the welding process the welding parameters should be changed appropriately,and the welding conditions should be adjusted too.
resistance spot welding;fracture;macro-morphology inspection;metallographic structure
TG441.7
B
1001-2303(2011)09-0043-03
2010-12-10
王亚婷(1986—),女,山东德州人,在读硕士,主要从事焊接冶金与焊接工艺的研究工作。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
南方农机(2022年10期)2022-05-14
汽车实用技术(2022年5期)2022-04-02
失效分析与预防(2021年6期)2021-02-15
有色金属加工(2020年4期)2020-08-20
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新(2019年31期)2019-06-20
四川冶金(2018年1期)2018-09-25
焊接(2016年5期)2016-02-27