窄间隙热丝TIG焊技术经济特性分析与发展现状
2011-11-04 12:05张良锋杨公升许威宋国祥文海龙
石油工程建设 2011年2期
张良锋,杨公升,许威,宋国祥,文海龙
(海洋石油工程股份有限公司,天津300451)
窄间隙热丝TIG焊技术经济特性分析与发展现状
张良锋,杨公升,许威,宋国祥,文海龙
(海洋石油工程股份有限公司,天津300451)
文章介绍了窄间隙热丝TIG焊的研究现状及其系统的构成,并对其技术、经济特性进行了分析。窄间隙热丝TIG焊是一种比较具有竞争优势的焊接工艺方法,焊接过程无飞溅,焊接稳定性高,不存在清渣问题,比较容易解决窄间隙侧壁熔合关键问题。焊接接头具有更小的变形、更低的残余应力,抗裂性好,并具有优异的接头机械性能和焊缝质量,在板较厚、焊接质量要求较高的场合已得到越来越广泛的应用。
窄间隙焊;热丝;TIG焊
在近海石油、天然气开采中要大量使用大型海洋结构物,大型海洋结构物(如采油平台)制造中,厚度大于100 mm的钢板使用越来越多,而且焊接质量要求很高[1]。因此,高质量、高效率的窄间隙焊接方法,将成为这一领域中厚板结构焊接的首选技术。窄间隙热丝TIG焊在众多的窄间隙焊接方法中,由于其具有焊接过程稳定可靠、更低的焊接变形、更小的焊接残余应力以及优良的接头机械性能和卓越的焊缝质量等特点,在一些重要的厚壁构件焊接中得到越来越多的关注和应用。
1 窄间隙热丝TIG焊系统的构成
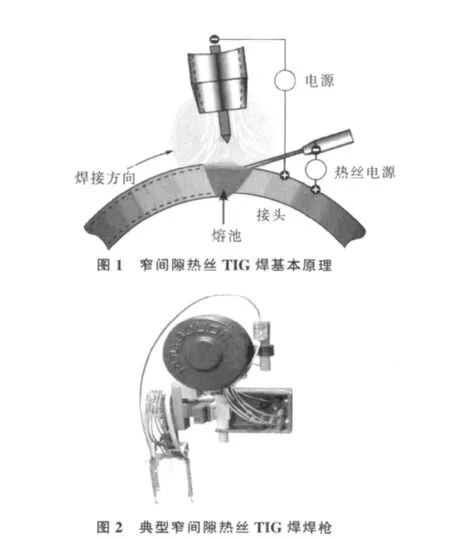
热丝TIG焊是在普通TIG焊的基础上增加了热丝系统,即通过独立的焊丝加热电源和加热装置对焊丝进行加热,使得焊丝在被送入熔池前加热到300~500℃。因此,与冷丝相比,热丝TIG焊的熔敷率提高两倍,从而提高了焊接效率,其基本原理如图1所示。系统设备主要由钨极氩弧焊枪、焊接电源、指令控制器、热丝电源、热丝送丝机等组成。若焊接坡口采用窄间隙坡口,由于坡口深而窄,普通焊枪可能伸不到坡口底部,此时需更换特制的窄间隙焊枪,如图2所示。该种焊枪做成扁平状,加水冷、自动送丝、自动提升机构系统,能伸入坡口间隙为10 mm左右的坡口进行焊接,目前能焊接的板厚可达100 mm。在成套窄间隙热丝TIG焊设备生产中,法国POLYSOUDE公司做得比较好。
2 窄间隙热丝TIG焊横向技术对比
窄间隙焊接方法是在通用焊接工艺方法的基础上发展而来的,目前普遍使用的常规焊接方法是熔化极气体保护焊(GMAW)、埋弧焊(SAW)和钨极氩弧焊(TIG),所以开发出来的大量应用于实际生产的窄间隙焊接工艺方法只有窄间隙熔化极气体保护焊(NG-GMAW)、窄间隙埋弧焊(NGSAW)、窄间隙钨极氩弧焊(NG-TIG)3种。根据保护气和焊丝的特点,将二氧化碳气体保护焊、活性/惰性气体保护焊(MIG/MAG)及药芯气体保护焊(FCAW)归到GMAW一类,相应的NGGMAW也包括了NG-CO2、NG-MIG/MAG及NGFCAW。这些常规的通用焊接工艺方法的优点和局限性都会在窄间隙焊接技术中体现。表1是NGTIG与NG-GMAW和NG-SAW的横向技术对比。
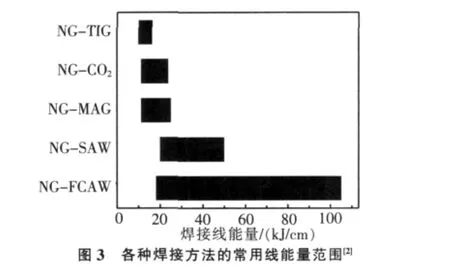
从表1可知,NG-TIG焊除熔敷率比其他两种窄间隙焊较低外(熔敷速率一般为20~30 g/min,为NG-GMAW和NG-SAW的1/3左右),在其他几项指标上都具有优势。其焊接过程无飞溅,焊接稳定性高,不存在清渣问题,也比较容易解决窄间隙侧壁熔合关键问题。由于其焊接热输入量较低,焊接坡口截面尺寸小,焊接热影响区比其他两种窄间隙焊接方法更窄,故其焊缝质量高,焊接接头的抗裂性好。NG-SAW虽然熔敷率高,但是需要层间清渣,并且容易造成夹渣、气孔等缺陷,且其焊接热输入量大,焊缝性能和接头性能相对NG-TIG焊要低一些。此外,NG-SAW焊接位置受到限制,仅限于平焊和横焊位置。NG-GMAW虽然熔敷率高,生产效率高,能够进行全位置焊接,但其最大的缺点是侧壁不易熔合和焊接飞溅较大,焊接稳定性较差,这是制约NG-GMAW应用最主要的原因。图3是几种焊接方法的热输入范围,NG-TIG焊的线能量最小,适于各种金属的焊接,特别适合钛合金、镁铝合金和高强钢的焊接。

表1 常用窄间隙弧焊的优缺点
3 窄间隙热丝TIG焊经济特性分析
NG-TIG焊熔敷速度与NG-GMAW和NGSAW相比,只有其1/3左右。但由于采用窄间隙坡口和热丝工艺,因此与常规TIG焊相比,具有较大的经济优势。常规坡口型式的坡口角度范围有:V型坡口为30°~37.5°;V型复合坡口为37.5°/10°;J型坡口为20°~25°。而窄间隙坡口角度范围为0.5°~8°,坡口角度大大减少,其焊缝金属填充量也大幅降低。采用热丝工艺,由于焊丝熔化吸收的能量少,与冷丝相比熔敷效率可提高3~5倍。
以焊接D 324 mm×25.4 mm的管材为例,采用NG-TIG焊(直径1.2 mm的盘状焊丝,采用单层单道热丝焊接工艺)和常规手工TIG焊(直径2.4 mm或3.2 mm单根焊丝,采用多层多道冷丝焊接工艺)两种焊接方法,其经济效益对比如下:采用NG-TIG焊可节省60%~70%的焊材(焊丝和保护气体)、70%以上的焊接时间和50%以上的电力消耗,减少人工投入,降低工人劳动强度。
4 窄间隙热丝TIG焊的研究现状
NG-TIG焊时都添加热丝,常规热丝TIG焊中采用的加热焊丝方法都可以应用于窄间隙焊接。现在应用的热丝形式主要有以下3种:
(1) 脉冲加热热丝。焊丝通电会产生电磁场,引起焊接电弧磁偏吹,为了消除或减小磁偏吹,常用的方法是焊接和加热焊丝时采用交替脉冲电流。电弧熔化母材、焊丝主要在峰值时完成,此时加热电流很小;在焊接电流为基值时,即使产生磁偏吹,对焊接过程也不会有任何影响,见图4。

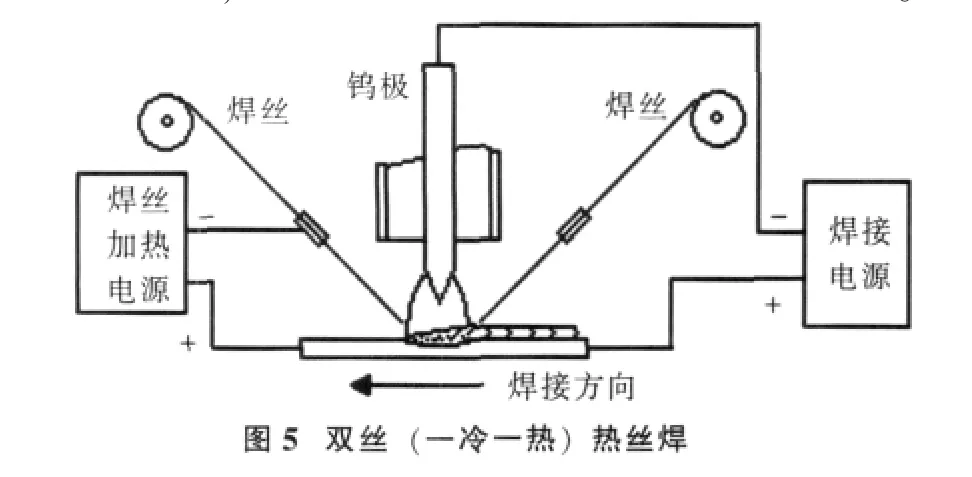
(2) 双丝热丝。在单丝脉冲热丝焊的基础上发展为单电极双丝TIG焊,见图5。这种方法的特点是除了在电弧前方添加热丝,还在电弧后方添加冷丝,充分利用电弧的辐射和熔池的热量来熔化冷丝,从而提高熔敷速率,在实际应用中焊丝熔敷速率可以达到30 g/min以上。另外冷丝吸收熔池的热量,促进熔池冷却,可以改善焊缝成形,防止熔融金属下溢,所以这种方法非常适于全位置焊[3]。
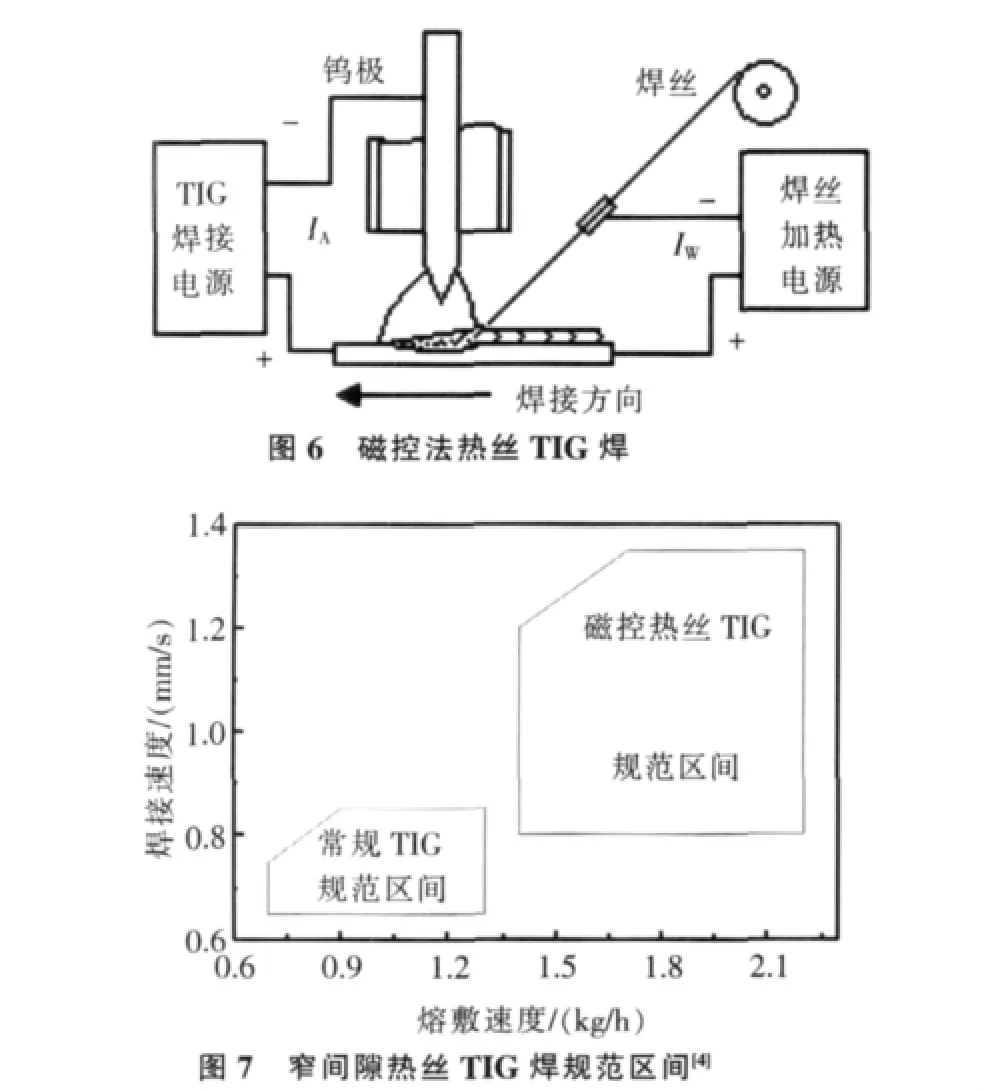
(3) 磁控直流热丝。这种方法是利用焊丝通电产生的磁场来控制焊接电弧的偏转,是在电弧的后方送丝,焊丝中通过100 A以上的直流加热电流,使电弧偏向焊接前进方向,相当于前进法TIG焊,见图6。该方法的特点是通过焊丝加热电流和送给位置调整电弧偏移距离和倾斜角度,进而改善焊缝成形,即使在高速焊接时也不会产生咬边,见图7。
在NG-TIG焊时,虽然电弧不用摆动就可以达到侧壁熔合,但有时也在添加热丝的基础上增加电弧摆动,实际上现在已经很少用。NG-TIG焊的电弧摆动可以防止孔洞等焊接缺陷,增强对侧壁的熔合能力;但更多的是从改善焊缝成形、进一步提高焊接速度的角度考虑的。摆动的方式有机械控制和磁场控制两种,机械控制最早由苏联在1977年提出,是借助弯成20°~25°的钨极前端(伸出长为8~12 mm)围绕自身轴作反复旋转,摆动角度为70°~160°。磁控方法是日本于1976年提出的,这也是外加磁场应用于窄间隙焊的最早报道,外加交变横向磁场,使电弧在坡口内横向摆动。
NG-TIG焊率先实现了间隙小于5 mm的超窄间隙焊接,并已经少量应用于实际生产,日本和欧美应用于原子炉制造中,多使用很长的板状电极,插入坡口中,端部为楔形,保护气为He和Ar的混合气。这种方法对电极的要求很高,成本较高,所以仅应用于极其重要的部件焊接[5-6]。
5 结束语
窄间隙热丝TIG焊与传统焊接工艺方法相比,是一种具有相对竞争优势的焊接工艺方法,其焊接接头具有更小的焊接变形、更低的残余应力、更高的抗腐蚀性能,能得到无裂纹接头,具有优异的接头机械性能和焊缝质量。与其他窄间隙焊接方法相比,除熔敷效率相对较低外,在侧壁熔合和接头的抗裂性等方面具有较明显的优势。因此在电站、阀门、转子、海洋结构物及海底管道等重要构件的焊接中得到越来越广泛的应用。目前,窄间隙热丝TIG焊在国际上已逐渐成为工艺管道焊接的主要技术手段。因此,尽快开展窄间隙热丝TIG焊设备与工艺的研究开发对海洋工程领域来说十分必要。
[1] 项峰,姚舜.窄间隙焊接的应用现状和前景[J].焊接技术,2001,30(5):17-18.
[2] 张富巨,罗传红.窄间隙焊及其新进展[J].焊接技术,2000,29(6):33-35.
[3] 三宅他.9%Ni鋼TIG溶接の高能率化[J].压力技術,1997,35(2):79-89.
[4] 日本焊接学会方法委员会.窄间隙焊接(译文)[M].尹士科,王振家译.北京:机械工业出版社,1988.
[5] 森重他.狭開先溶接技術の原子力プラントへの適用[J].石川島播磨技報,1998,38(4):242-247.
[6] 松田他.原子力発電プラントにおける保守[J].補修溶接技術について,溶接技術,1999,47(1):108-112.
Abstract:The composition of the narrow gap hot wire TIG welding system(hot wire NG-TIG)and the developing situation at home and abroad are introduced.And the technical and economical characteristics of the hot wire NG-TIG are analyzed.Compared with other narrow gap welding processes,the hot wire NG-TIG has competitive advantages such as no splash during welding course,high welding stability and no welding slag cleaning problem.In addition,it is easier to solve the key problem of narrow gap side wall fusion.The welds are of low distortions,low residual stresses,good cracking resistance,superior mechanical properties and excellent weld seam quality.And the hot wire NG-TIG gets more and more attentions and applications in the cases of thicker wall and higher welding quality demand.
Key words:narrow gap welding;hot wire;TIG welding
(42)Analysis on Technical and Economical Characteristics of Narrow Gap Hot Wire TIG Welding and Its Developing Situation
ZHANG Liang-feng(Offshore Engineering Technology Center,Offshore Oil Engineering Co.,Ltd,Tianjin 300451,China),YANG Gong-sheng,XU Wei,et al.
TE973.3
B
1001-2206(2011)02-0042-03
张良锋(1982-),男,湖南隆回人,工程师,2007年毕业于哈尔滨工业大学材料加工工程专业,硕士,主要从事焊接工艺研究与开发。
2010-04-21;
2010-11-30
猜你喜欢
工程建设与设计(2021年11期)2021-07-28
四川冶金(2019年4期)2019-11-18
模具制造(2019年3期)2019-06-06
金属加工(热加工)(2018年2期)2018-03-22
焊管(2017年6期)2017-10-11
舰船科学技术(2016年1期)2016-02-27
石油化工建设(2016年6期)2016-02-27
焊接(2015年12期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18