
带子纱的纺纱研究
2011-11-02 02:29马志鹏施延刚任学勤
山东纺织科技 2011年2期
马志鹏,施延刚,任学勤
(1.盐城工学院,江苏盐城 224051;2.西安工程大学,陕西西安710048)
带子纱的纺纱研究
马志鹏1,施延刚2,任学勤2
(1.盐城工学院,江苏盐城 224051;2.西安工程大学,陕西西安710048)
应用小针筒织带机纺制带子纱,详细介绍了纺纱工艺原理、工艺参数。探讨了带子纱的捻度和网眼与其他参数的关系,并且总结了生产带子纱的注意事项。
带子纱;捻度;网眼;工艺参数
花式纱线逐步发展为国内外纺织品市场上的又一时尚流行元素。含有花式纱线的品种目前已广泛应用于时装面料、家纺面料、针织服装及服装饰物帽子、围巾等[1]。小针筒生产的带子纱是一种常见的花式纱线,其生产工序短、产量高。用带子纱做成的面料和服装纹理清晰、粗犷,手感佳,悬垂性好,在花式纱线产品市场上占有重要地位[2]。
1 实验设备
实验设备是苏州华飞纺织科技有限公司生产的HN43-02-12多功能纺纱小样机,机头部分配有 TD1000系列的主副变频器及传动齿轮,齿轮通过链条来传动,变频器可对机器的主机速度和卷绕速度进行无级变速调节,并且可在显示屏上显示出当前频率,以清晰方便地了解机器的状态。机身一边是空心锭,一边是小针筒,空心锭可以用来纺制圈圈纱、TT纱、双包纱,还可以用来加捻、退捻,而小针筒的产品有带子纱和羽毛纱以及一些复合花式纱。其中小针筒又可分为内转式和外转式,根据针筒内凸轮的升降形式又可分为单升降、双升降、三升降。
2 工艺原理
小针筒织带机作用原理和织袜机相似,但针筒很小,整个针筒上只有12个针槽,也就是最多只能装12枚织针(根据产品要求可少于12枚)。其属于纬编机类型,只用一种纬纱形成套圈织成管状网眼带子。为了增加类型,获得满足不同要求的产品,小针筒又有内转式和外转式两种。内转式是指针筒回转而外壳不动,外转式是指外壳转动而针筒固定。在针筒内有上下两个相互配合的凸轮,舌针的针踵置于上下凸轮之间,无论外转还是内转,针的运动都是靠凸轮来带动的,当外壳或针筒回转时,凸轮或者随外壳回转或者上下运动。
2.1 内转式小针筒
在内转式的小针筒上一般用有两个导纱钩的导纱器,这两个导纱钩的位置可以通过螺丝进行调节。将导纱钩的位置进行调节,使一根纱(称为芯纱)通过一个导纱钩直接进入针筒,不进行编织,而另一根纱通过另一个导纱钩进入到针钩进行编织,编织的管状带子纱将芯纱包在其中。编织过程是:针筒回转时,外壳内的凸轮使织针作上下运动。当织针到最高点时,原来形成的线圈就滑到针舌下面,这时织针开始下降,同时将外包纱钩到针钩内。当针筒回转使织针低于针筒口时,针舌下的线圈将针舌上推使针口关闭使其从织针上脱下来,同时形成新线圈,这样连续回转就形成带子纱。由于针筒每回转一周使织成的带子产生一个捻度,而成形的带子由针筒下面出来经过输出罗拉和压辊又通过槽筒卷绕到筒子上,槽筒的速度小于针筒的转速,所以加在带子上的捻度无法退去。基于这一原因,在使用时需先进行退捻才可上机织造。
2.2 外转式小针筒
无论内转还是外转式的小针筒,导纱器均装于外壳上,外转式由于外壳转动,导纱器也随外壳一起转动,因而不能加入芯纱,只能是单根或多根从同一个导纱钩同时喂入织成带子。与内转式针筒相比,外转针筒编织时,喂入的纱线与针筒外壳以相同速度回转,织出的带子纱也没有捻度,从针筒上下来的带子纱也是由输出罗拉和压辊送出经过槽筒卷绕在筒子上,它不须用环锭进行退捻。利用同一原料及相同工艺参数在外转式针筒织出的带子纱,手感比退捻前或退捻后的内转针筒织的带子纱柔软。
3 带子纱的工艺参数
3.1 针
在小样机上,针筒上采用的针是12 G的舌针。这种型号的舌针针钩很小,因此对于原纱的细度有一定的要求,纱号不宜过粗,过粗会因纱线不能完全进入针钩而不易成圈或脱圈。但是在初纺时,即便使用细号纱仍出现了舌针钩不到纱线或者旧线圈滑不下针舌的问题。经过讨论以及反复试验后,这一问题得以解决。问题的关键是装针位置,装针时应达到下列要求:①针位于最高位置时,针舌下部与针筒口的距离保持在1.5~2mm的范围内;②针下降到最低位置时,针钩的顶部距针筒口向下1.5~2mm。同时换针装凸轮时也要特别小心,防止凸轮将针舌压弯或压断,造成舌针的损坏。
3.2 张力
从纱线退绕到带子卷绕成形的过程中,小样机从上到下有两道张力器,而且在输出罗拉和压辊处对织成的带子也产生张力。一般纺带子纱时过一道张力即可,但有时为了稳定原纱线,使纱线不晃动,可通过两道张力器。若张力过大,则原纱线在成圈时舌针不易钩住原纱线,造成带子纱脱针,不满足针数的要求,影响带子纱及其产品的质量,因而过两道张力器时,第一道所加张力宜少。
3.3 频率
纺带子纱,主电机频率单独作用不对其质量构成影响。在小针筒上,如果不进行卷绕,主电机频率可任意调节。副电机频率必须与主电机频率相配合才可顺利纺纱。
3.4 原料
由于针号的原因,原纱的号数不宜太粗,而且要有一定的强力。
4 试验数据及分析
实验中主要是以两种白色纯毛纱为原料,原料参数见表1。

表1 原料参数
4.1 捻度
4.1.1 内转式小针筒
由成形的带子纱来看,从针筒出来的带子纱捻度很大,对于同一原料,不同电机频率的原纱来说,纺出的带子纱的捻度也不同。现以号数为75.2tex的白毛纱列表进行说明(见表2):
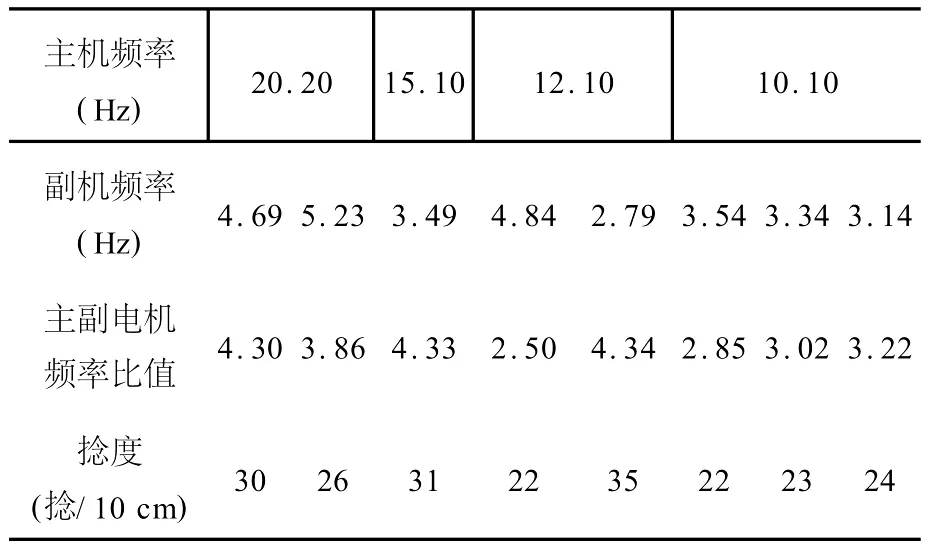
表2 不同电机频率带子纱的捻度
从表2可以看出,对成分相同的原纱而言,主副电机频率比值越大,带子纱的捻度也越大。
4.1.2 外转式小针筒
外转带子纱与内转式不同之处在于外转的带子纱没有捻度。从而利用外转式针筒纺制的带子纱是不需要经过退捻就可直接上机。但是由于外转式针筒本身结构的限制,使得所生产的带子纱只能通过针数和原料上的变化增加花色品种。而内转式则不仅可以通过针数来改变带子纱,而且还可以同时喂入两种不同原料甚至与另一种花式纱线进行结合生产复合花式纱线。由此看来外转式带子纱的品种比内转式单一。
4.2 带子纱的网眼
带子纱是否符合要求,网眼也是一个考核指标。下面以表1所列的两种白毛纱在其他条件相同但电机频率不同时,采用三针的内转式小针筒所纺的带子纱进行比较,见表3:

表3 不同主副电机频率配合时带子纱的网眼数
对表3进行分析,主副电机频率不成比例时主机频率越大网眼越多,即网眼小;而对于同一主电机频率,副电机频率越大网眼越少,即网眼大。同理张力越大,网眼也越大。
5 结语
5.1 纺制带子纱时主副电机频率应相互配合,如果配合不当,则会造成舌针损坏或是成形的带子纱上出现漏针现象,影响带子纱的质量。
5.2 张力对于带子纱有很大的影响,张力太大,则会使纱脱圈,不能顺利纺纱。尤其是内转式针筒,若张力太大,则带子纱会由于捻度太高而断裂,不能卷绕成形。
5.3 纺带子纱对于装针也很有讲究,一般要求当针位于最高位置时针舌下部与针筒口的距离保持在1.5~2mm的范围内;当针下降到最低位置时,针钩的顶部距针筒口向下1.5~2mm 。
5.4 原纱的号数和强力对生产带子纱也有影响,号数粗而针数多则会使带子纱的网眼密且小,手感硬,号数过粗,则不能使用12G这一型号的舌针;原纱强力过低时,纺制过程中由于张力,原纱不仅易断头,而且卷绕速度(副电机频率)稍微变化时,带子纱就易断裂,影响带子纱的产量和质量。
5.5 内转式小针筒回转一圈就给输出带子纱加上一个捻回,如果不能及时退捻,带子纱输出时的捻度会过大,带子纱手感变差,同时产生脱圈不良、漏针等不正常现象。因此用内转式小针筒生产带子纱往往需配以环锭来退捻。
[1]陈亚建.花式纱线的产品开发[J].纺织导报,2008,(3):50—52.
[2]任学勤,邹艺,张大鹏.花式纱线新产品及控制装置[J].纺织导报,2007,(7):68—71.
Spinning Research of Belt Yarn
Ma Zhipeng1,Shi Yangang2,Ren Xueqin2
(1.Yancheng Institute of Technology,Yancheng 224051,China;2.Xi′an Polytechnic University,Xi′an 710048,China)
The belt yarn was spun on fancy spun frame.Spinning process principle,process parameters were introduced in details.The twist and mesh of belt yarn in relation to other parameters were discussed,and matters needing attention in producing belt yarn were summarized.
belt yarn;twist;mesh;process parameters
TS 106.41+4
:A
:1009-3028(2011)02-0007-03
2011-02-21
马志鹏(1977—),男,江苏盐城人,讲师。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
产业用纺织品(2021年1期)2021-04-13
文萃报·周五版(2019年44期)2019-09-10
金桥(2018年10期)2018-10-09
小火炬·阅读作文(2018年11期)2018-03-13
小火炬·阅读作文(2018年10期)2018-03-08
测绘学报(2017年6期)2017-07-01
河南工程学院学报(自然科学版)(2016年2期)2017-01-05
红领巾·成长(2016年1期)2016-09-10
中国棉花加工(2015年3期)2015-01-25
