
精纺高支毛丝涤花呢的设计与生产
2011-11-02 02:29隋全侠
山东纺织科技 2011年2期
隋全侠
(南通纺织职业技术学院,江苏南通226007)
精纺高支毛丝涤花呢的设计与生产
隋全侠
(南通纺织职业技术学院,江苏南通226007)
文章介绍了精纺高支毛丝涤花呢的设计过程及其纺纱工艺、织造规格设计以及整理工艺要点。
毛丝涤混纺;花呢;织造;洗呢;烘呢定型
1 产品总体构思及风格[1]
在本产品的设计中,选用羊毛、蚕丝及涤纶三种不同原料进行混纺,以此既改善纯毛产品粗糙的手感及抗皱性,但又不失毛织物高档、华贵的风格。加入10%的蚕丝纤维,不但改善了织物的手感和光泽,还可以提高吸湿透气性,更适合夏季穿着,使织物的档次提高,因而增加了织物的附加值。加入20%的涤纶纤维,使织物挺括,悬垂性好,抗皱性好。另一方面,采用不同捻向的纱线相间配置,捻向不同导致纤维的反光方向不同,使得织物外观呈现隐条隐格的花纹效果。该产品手感轻薄滑爽,柔软细腻,挺括,光泽柔和,稳重大方。此面料主要应用于夏季西装面料,所以对织物的吸湿透气性、抗皱性、保型性及悬垂性等均要求较高。
2 规格设计
该产品采用毛丝涤混纺纱,各种成分的含量分别为羊毛 70%,蚕丝 10%,涤纶20%,组织结构为平纹,经纬向色纱排列均为12A6B,一花18根,产品设计规格[2]见表1。
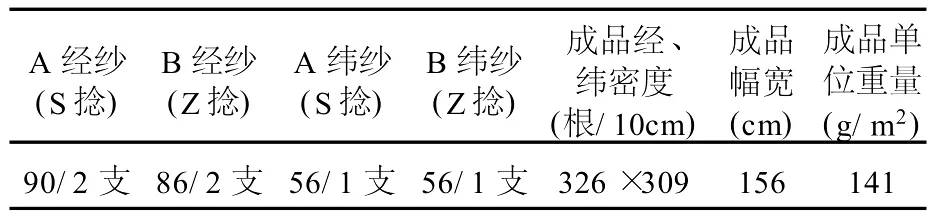
表1 产品设计规格
3 主要生产工艺的设计与要求
先对经纬纱少量投料,然后在条染车间根据色泽和原料要求进行条染[3],条染后到复梳车间进行进一步的混合和梳理,再到纺纱车间纺成纱线。
3.1 工艺流程
络筒→并线→倍捻→整经→织造
3.2 络筒工艺
该产品采用意大利SAVIO公司的ORION M/L型自动络筒机进行络筒。采用光电式电子清纱器清除各种疵点[4]。
络筒张力自动调节,机器根据纱线支数、原料及纱线的实际质量自行调节,该产品的络筒张力一般控制在1.5~1.6 cN之间。卷绕密度为0.40g/m3,由于毛纱已经染色,卷绕密度不需要过松。
车速根据纱支、原料、细纱质量及后道工序产量平衡情况及设备的实际状况来确定。此纱为毛丝涤混纺纱,92 Nm的纱线支数较高,选择600m/min;56 Nm的纱线支数相对低些,强力较高,所以选择800m/min。
3.3 倍捻工艺
采用意大利的萨维奥倍捻机进行倍捻,该机器锭子每回转一圈可在纱线上施加两个捻回,效率很高。每台倍捻机的锭子数可达22锭,适应较大批量的生产,同时降低噪音。卷绕结束筒子架自动抬起,防止纱线磨损。倍捻的主要工艺参数见表2。
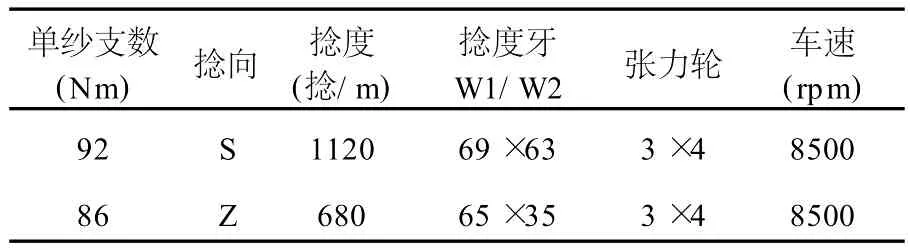
表2 倍捻工艺参数
3.4 整经工艺
采用 GA218-2分条整经机进行整经,每绞根数和宽度分别为:第一绞258根,9.214cm;中间绞216根,7.714cm;最后一绞74根,2.643cm。整经工艺参数[5]见表3。
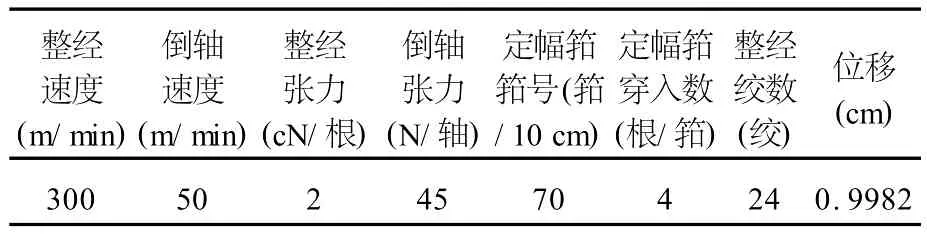
表3 整经工艺参数
3.5 织造工艺要求
该产品选用的工艺参数为:经纱织造缩率为6%,纬纱织造缩率为6.3%,染整长缩率为3%,染整幅缩率为10.5%,染整重耗为3%,坯布长度为75.2m,成品匹长为72.9m,每筘穿入数为2,边纱根数为42×2,其余织造工艺参数[5]见表4。
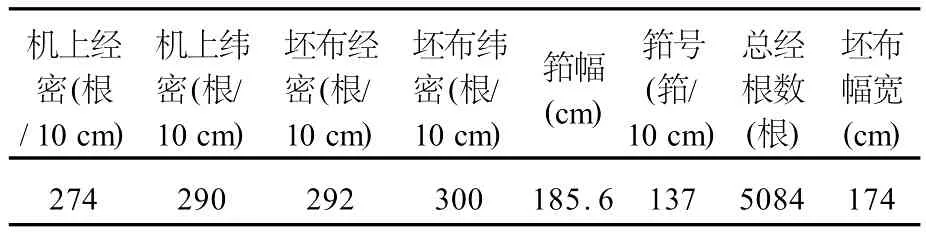
表4 织造工艺参数
4 整理工艺
4.1 工艺总流程
生修→平煮(1-1-1)→洗呢→弹力处理→吸水→平煮(2-1)→烘呢→定型(软)→中检→熟修→蒸刷→烧毛→平煮(4-1-2)→烘呢→中检→罐蒸(P264)→给湿→电压→罐蒸(P256)→成品
(注:平煮(1-1-1)平煮(2-1)平煮(4-1-2),是平煮工艺参数不同的工艺,可通过电脑进行选择。)
4.2 洗呢
该产品采用进口CIMI高速洗缩联合机洗净呢匹中的油污、杂质,使织物洁净,便于染色和后道加工。同时根据产品的风格要求和呢坯情况,使洗后织物产生应有的手感、身骨。在同一台机上既可缩绒又可洗涤。与传统的分开缩绒及洗涤相比,可节省越50%的时间。4缩口、4缩辊、4缩箱、4压板,使进入的每匹织物长度和宽度即能同步控制又可分别单独控制。每对缩辊的上下沟槽间,有10对弯月形的导呢片,与缩箱压板和底板的前缘相衔接,以引导织物顺利地进入缩箱中,此装置有效防止了由于静电或其它的吸附造成织物打滑或缠绕在辊体上而轧出破洞。洗呢工艺[6]如下。
油酸皂:6.5%
立距:18cm
压辊压力:1.5kg
缩箱板压力:0kg
洗速:280m/min,40 ℃洗30min
冲速:120m/min,40 ℃冲20min
由于本产品为光面,不需要缩呢,缩箱板的压力为0,助剂中也不用加缩剂。
4.3 弹性处理
弹性处理可以使织物具有自然的弹力,穿在身上舒适自然,达到客户对弹力的要求。在电脑中选取P88#工艺(常温缸弹性处理工艺),针对织物重量加12%的弹性处理剂345。水位两块筛板平齐,每缸两大匹,室温转5min后加345弹性处理剂,再转5min后开始升温,升温2 ℃/min,升到70 ℃保温35min,然后降温1.5 ℃/min,降至50 ℃,溢流 5min,排水 1/2,冷水洗 5min,排完水后40℃水洗5min排水出缸。
4.4 烘呢与定型[6]
采用的设备是M5468型拉幅定型机,主要针对含涤纶的产品,使织物在后加工及服用过程中有良好的尺寸稳定性,增进织物的抗皱性能,有较好的平挺度和手感弹性,并可减少起球。该设备既可以烘呢也可以定型,当温度控制在100~130℃时,起烘呢作用,当温度在190~200℃时,起拉幅定型的作用。一台机器两种作用,可以既节省费用又节约场地。同时在定型的时候可以加入柔软剂和三防处理,方便操作,省时间,节约成本。全电子系统控制,参数控制准确,工人操作方便。
烘呢工艺:T=130 ℃,开 161cm,上超喂5%,下超喂4%,毛刷超喂4%,V=30m/min。
定型工艺(软):T=188 ℃±5 ℃,上超喂5%,下超喂4%,毛刷超喂4%,V=30m/min。柔软剂1.8kg/槽,室温,1浸1轧。
5 成品物理指标
精纺高支毛丝涤花呢产品在质地和风格上均达到了设计要求,效果令人满意,成品物理指标[7]见表5。

表5 成品的物理指标
根据国家标准可以得知,表5中成品的各项物理指标均合格。
6 结语
从成品的物理指标的数据来看,该产品设计合理,生产工艺成熟。织物手感轻薄柔软,光泽柔和,呢面细腻挺括,外观效果独特,性价比高。织物的质地和风格均达到了预期的效果,受到消费者的广泛欢迎。
[1]党正荣,潘利.变幻条仿麻毛涤花呢的设计与生产[J].毛纺科技,1998,(2):6—9.
[2]上海市毛麻纺织工业公司.毛纺织染整手册[M].北京:中国纺织出版社,1995.
[3]高慧.应用分散染料常温常压染色涤纶开发匹染毛涤女衣呢[J].毛纺科技 ,2002,(5):31—32.
[4]佟昀主编.机织试验与设备实训[M].北京:中国纺织出版社,2007.
[5]蔡永东主编.新型机织设备与工艺[M].上海:东华大学出版社,2003.
[6]徐蕴燕主编.毛织物设计与工艺[M].上海:东华大学出版社,2008.
[7]徐蕴燕主编.织物性能与检测[M].北京:中国纺织出版社,2007.
Design and Produce Worsted Fine Count Wool/Silk/Polyester Blended Fancy Suiting
Sui Quanxia
(Nantong Textile Vocational Technology College,Nangtong 226007,China)
Design and process of producing worsted fine count wool/silk/polyester blended fancy suiting were introduced form the aspects of spinning,weaving and finishing,as well as key points of each process.
wool/silk/polyester blending;fancy suiting;weaving;scouring of wool fabric;drying and setting
TS106.8+11
:B
:1009-3028(2011)02-0020-03
2011-02-28
隋全侠(1977—),女,蒙古族,内蒙古赤峰人,讲师。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
纺织科学研究(2021年6期)2021-07-15
纺织报告(2021年3期)2021-05-27
国际纺织导报(2021年11期)2021-02-14
保健与生活(2021年1期)2021-02-04
纺织服装流行趋势展望(2020年3期)2020-02-01
散文诗世界(2019年10期)2019-09-10
纺织服装周刊(2016年25期)2016-07-25
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
