
加速发展废塑料油化产业
2011-11-01 09:16孙永泰
资源再生 2011年12期
□文/ 孙永泰
加速发展废塑料油化产业
Accelerated Development ofWaste of Waste Plastic Oil Industry
□文/ 孙永泰
从20世纪90年代开始,国际上即开展了废塑料油化技术的开发,这样既可以代替石油,又可以解决废塑料在填埋焚烧处理时对环境的污染。经过研究,技术问题基本上得到解决,但在20世纪末油价较低的条件下未能实现规模化生产。当时,我国也有不少小型企业开展了废塑料油化的生产,但由于技术不够完善,二次污染严重,且产出的油质较差,最后被政府明令禁止生产。
21世纪初,日本为贯彻“容器包装再生法”而大量回收利用废塑料,在政府支持下先后建成新泻市、北海道三笠市和扎幌市3个废塑料油化中心,前两个年处理能力为6 000吨,后者为1.48万吨。由于能量利用率为65%,竞争不过高炉喷吹废塑料的75%和掺入原料煤中炼焦的94%,也使初期开工不足;现由于油价暴涨致使经济效益转好而满负荷生产。在我国,针对废塑料油化技术中存在的问题和油价暴涨下经济效益转好的形势,香港新蓝天环保科技有限公司开发成功环保达标、成本低、效益好和油质优的“自给燃气式废塑料常压裂解设备”,为普遍推广创造了条件。
一、日本札幌市废塑料油化中心生产技术概况
1. 油化工艺概况
对180万人城市的生活废塑料由居民分类收集后先送市营分选中心除去杂物,再打压成l m×l m×1.3 m的200 kg捆包送油化中心处理。
(1)预处理工序
对运来的塑料捆经计量、拆捆、破碎、干燥、风选和造粒的过程,制成φ6 mm×20 mm的圆柱体后送入原料仓。
(2)油化工序
对运来的塑料圆柱体计重后先进行脱氯。脱氯装置为电加热的长筒型,内装一轴式带叶片的螺旋杆推动塑料圆柱体,在略高于300℃的温度下加热,使PVC等含氯废塑料分解为氯化氢和炭化氢气体,然后送人脱氯燃烧炉中于1 300℃下完全燃烧,再经灭火器和氯化吸收塔以浓度20%的盐酸回收,烟气则经净化塔作无害化处理。
脱氯后熔融废塑料送热分解装置,在400℃下被分解为气体,再经冷却、凝缩后入分解油罐贮存。热分解装置为回转窑式,对炉外侧套管供600℃热风以保持热分解温度;炉底部有陶瓷小球以防止黏附炉壁;热分解后产生的粉末状油化残渣定期分批排出后贮存。
分解油罐内全凝缩油送回收塔分馏为3个馏分;从塔顶出来的轻质油供本油化设备燃用,从中段出来的中质油(相当于A重油)则对外出售,从塔底出来的重质油部分供锅炉燃用以发电、产汽供自用;其余部分(相当于C重油)则作为锅炉燃料出售。排气则通过完全燃烧以无害化处理,并回收余热产汽供自用。
2. 油化装置的性能
(1)废塑料的原料质量
由于供应的废塑料质量良好,预处理工序的回收率高达92%,其余的8%中6%为水分,2%为预处理残渣。
对分类回收废塑料的种类分析结果如表1所示。

表1 废塑料的种类分析结果 单位:%
由表1可以看出,适于油化的PE,PP和PS高达70.9%;而含氯的PVC为3.1%、PVDC为1.5%,和一般废塑料相比分别表现为偏低和偏高;PET为12.2%则偏高。PET和PVC类不仅难.以成油致使油化率偏低,还易造成堵塞、腐蚀而影响设备正常运行,若能通过预处理选出更好。
(2)生成油的品质
按3种馏分分析的结果如表2所示。

表2 生成油的主要分析结果
将分析结果和标准对比:从引火点看,轻质油属于1类(<21℃),中、重质油则为3类(70℃~200℃)。灰分、硫(<0.01%和0.04%)、氮(分别为0.044%、0.191%和0.08%)等均符合要求。作为工业炉、锅炉和热电联产用燃料,发热量均高,中、重质油的十六烷值也好,对重质油只要预热到70℃~80℃也可用。轻质油中芳香族较高,这使十六烷值降低,主要是由于原料中的PS分解成乙苯类化合物的缘故;但它在中、重油中则含量较低,致十六烷值较高。另外,将生成油的炭素分布和市场上的商品油比较,轻质油相当于汽油和煤油的中间产品,中质油则相当于A重油,重质油广泛分布到C40,腊又使油的流动点提高,但采取预热后仍可供锅炉用作燃料。

(3)油化残渣的质量
油化残渣的主要成分如表3所示。
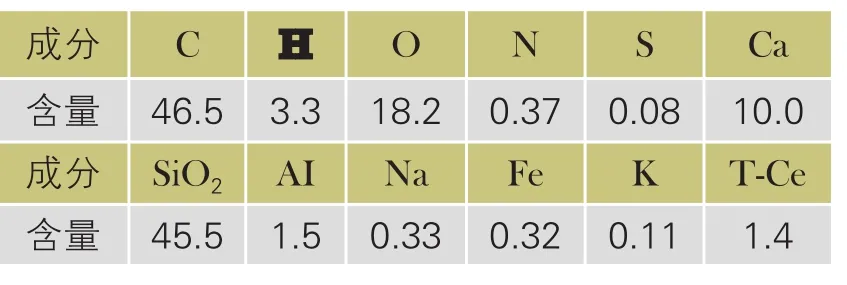
表3 油化残渣的主要成分分析 %
其发热量为17 830 kJ/kg、发火点>50℃、假比重为0.38、粒度为61μm。原料中的金属多以单体的金属为主,有害的金属Ca、Pb的含量分别为3.3和3.1 m g/kg,但经熔出试验仍符合燃料标准;二恶英含量远低于填埋标准的3 ng-TEO/g,仍可作辅助燃料使用,但应注意解决粉尘问题。
(4)烟气分析
对油化装置的主烟筒和热电联产的烟气成分分析结果如表4所示。油化装置用轻质油和分解烟气,热电联产则全部用重质油,从分析结果看全部符合标准。
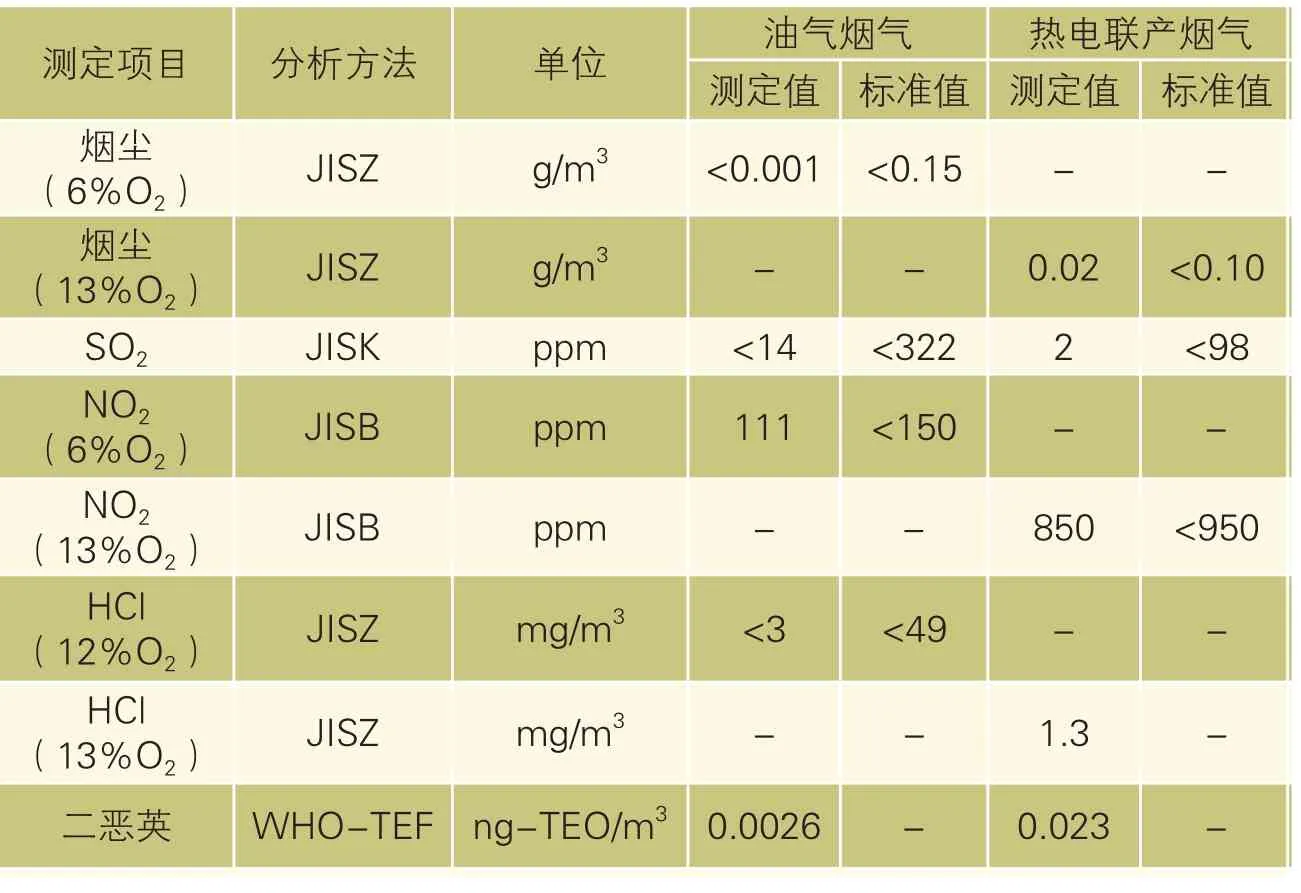
表4 烟气分析结果和标准对照表
(5)物料平衡
按油化工序和含预处理在内的全工序两种方式计算的物料平衡如表5所示。可以看出:油化工序的产物除盐酸尚未利用外,其他均已利用,使全工序的再生利用率达91%。若如下所述采用加入石灰的新工艺后,油化残渣将上升,生成油和盐酸的回收率将下降,油品中的中质油下降的同时,轻质油的生成量将上升。

表5 全工序和油化工序的物料平衡表 %
(6)热平衡
以上述物料平衡为基础,再考虑每吨塑料耗电1 200 kW·h和耗燃料200kg计,并按废塑料的热量为33 494.4 kJ/kg、生成油和排出气为43 96 1.4 kJ/kg,油化残渣为1 8 003.2 kJ/kg,则算出的热平衡如表6。由此可算出油化工序的能源利用率为72.7%。

表6 油化工序的热平衡 单位:KJ/kg
3. 油化装置最近的技术进步
(1)改为加石灰的新工艺
在处理生活废塑料时,由混入的PVC、PET等热分解产生的盐酸等引发的堵塞和腐蚀成为油化装置运行中需解决的最大问题。为此,通过加入石灰使之生成钙盐稳定化而改善了设备的运行状况;另外过去的酸性生成油也变为中性,过去使用碱性水对排出气的洗涤也得以简化,从而使工艺排水为零。加上操作经验的积累和改进,单线处理能力也由过去20 t/d提高到25 t/d,略大于设计能力。
(2)热电联产专烧重质油
原计划用重质油和外供重油各1/2,后经提高重质油的流动性和改善加热系统后改为全烧重质油,使油化设备所需电力和燃料全部自给,发电能耗达0.24 kgee/(kW·h)水平。
(3)油化浅渣的商品化
初期作为产业废物作填埋处理,后期和市下水道局作为污泥焚烧炉辅助燃料共同开发成功,从2003年4月起作为商品出售,既有利于降低成本,又减少了对环境的污染。
(4)过剩轻质油作为塑料原料再生利用
轻质油初期作为系统内各种炉的燃料利用,但仍有剩余,后随着处理能力的提高余量更大。在上级组织下,和日本能源公司按循环用于塑料原料的目标进行了技术开发,并于2004年初步开发成功和试用。
(5)取消回收塔的探讨。为简化工艺以降低能耗和成本,正考虑取消回收塔改为在分解油罐内分为轻重馏分的方式。
二、香港产“废塑料常压裂解生产燃油设备”的概况
香港新蓝天环保科技有限公司从废塑料油化设备具有重大的节能环保作用和广大的市场前景出发,通过多年对国内外废塑料油化的调查后,针对存在的主要问题,在反复研究和查阅大量国内外相关资料的基础上,结合我国在制造化工设备上的结构特点,经百次试验后成功开发出了适合于普遍推广的造价低、结构简单、占地面积小、能源消耗和成本低、投资小、原料来源广、投资回收快、生产优质燃油的“自给燃气式废塑料常压裂解设备”,并由中国资源综合利用协会于2006年4月24日在深圳召开了推介会。与会的环保节能方面的专家参观后给予了高度评价。总的认为中试设备的工艺已基本打通,待进一步完善相关系统设备,经有资质的相关检测部门检测合格、取得经验后再进行推广,并建议国家有关部门在项目进一步完善开发的示范过程中给予必要的支持。为了推动示范项目的及早实现,现对该设备的概况简介如下。
该油化装置的基本功能是将垃圾中的废塑料,在常压反应釜内经催化裂解,将废塑料中的有机高分子链切断,还原成为低分子的炭氢化合物——燃油。生产过程中所产生的C 5以下可燃性不凝固气体,经回收装置回收、稳压后由管道输入到燃烧器燃烧,给设备自身加热。该设备的主要特点如下。
1. 坚持安全第一方针,采取了系统的安全措施
(1)常压运行多重保护
反应釜上部设计较大的出气口与冷凝器相连,使反应釜内裂解生成的油气通过管道不断地注入冷凝器内被冷却变成液体。设计冷凝器的冷凝速度略大于反应釜的裂解速度,确保正常工作时的釜压<0.01M Pa,且在冷凝器出口处引一管道伸入1m深水中,若压力>0.01M Pa时气体即从水中自动溢出,以确保系统内压力≤0.01M Pa。另外在釜上安装压力传感器,不但用仪表显示并具有压力报警系统,以此提高安全性;在釜内、釜底和釜壁分别安装多路温度控制和显示系统,以防止由于某一温控系统损坏使釜温失控带来的安全隐患。
(2)采用反相侵入过滤和吸附的方式以消除过滤器堵塞。由于反应釜内裂解后的油气带有灰尘等固体微粒,若由上而下通过过滤器时,易造成微粒沉积在过滤器上堵塞;而反向式则油气由过滤器下方进入使微粒在重力作用下沉积在过滤器下方并定期被消除,可防止过滤器堵塞。
(3)反应釜的加热部位外加导热性好的金属保护层并定期更换,以确保反应釜不被氧化腐蚀。
(4)采用恒压式排渣器(专利),其优点为不泄漏、耐高温,可解决排渣器泻漏带来的安全问题。
(5)采用无间隙式釜用搅拌器(专利),其优点为贴底搅拌,可解决塑料升温过程中的结胶和炭化问题。
2. 工序流程简便使节能环保效果好,主要有以下各点:
(1)原料无需清洗,直接通过进料机进入反应釜,加上换热系统用水采用循环方式,既节约用水,又可减少排水造成的污染。
(2)废塑料在常压反应釜内在400℃高温下裂解后,高温油气进入气相裂解室进行二次裂解,并经3次冷凝、过滤后进入贮油罐,未凝气则作为燃料利用,加上充分利用生产过程中的余热,故保证了产油全部以成品出售,达到了耗能低、成本低,尽管未经分选的废塑料杂质多达20%以上,油的回收率仍达50%以上。
(3)系统过滤、吸附所用的物质主要是活性炭和天然具有吸附性质的材料,它们本身并不会造成污染;当失去活性报废后,投入到反应釜内对塑料裂解起促进作用。反应釜最后的残渣为煤粉状,经筛选后可作为碳黑出售或直接掺入煤炭燃用,这样也有利于节能和环保。
3. 设备投资低、经济效益好,投资回收期约2年,初步计算如下:
(1)设备投资。每套标准设备为日处理废塑料10吨,设备主体用不锈钢制造,价格约为350万元,加上设备、运输、安装、调试、人员培训及土地费用约400万元。按7年折旧,每年的折旧费约53万元。
(2)效益分析。每年工作日按3 130天计,日产油按5吨计算,其基本效益估算如表7所示。
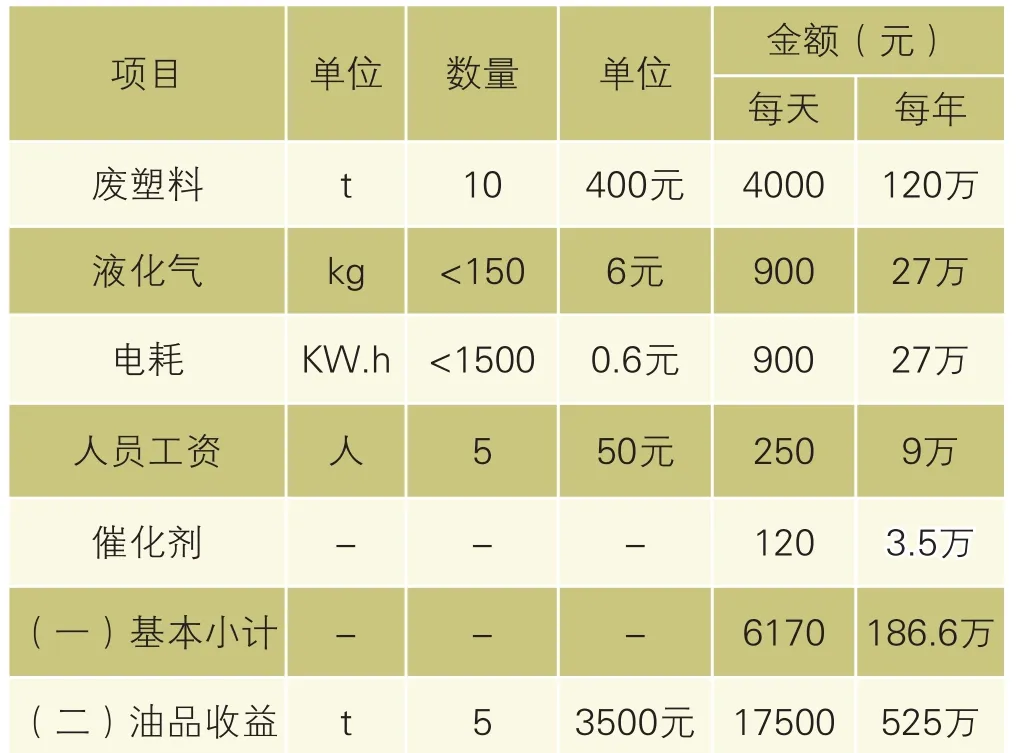
表7 油化装置的年效益估算
(3)按上述估算,年收益为338.4万元,考虑成本中加入折旧和其他管理费用以及废塑料回收价的可能提高等因素后,年纯收益仍在200万元以上。
4. 小结和建议
目前国际石油价格久居高位而我国的石油纯进口量却逐年上升,这不仅是一个经济问题,而且涉及能源安全问题,必须引起高度重视并采取有效对策。在另一方面,废塑料随着人们生活水平的提高将日益增多,若不及时妥善利用将对资源环境日趋不利。采取废塑料油化的方式,既符合建设资源节约型和环境友好型社会的目标,也有利于缓解石油进口过多所造成的不利因素。另外,从国内国际经验看,废塑料油化技术已基本成熟,经济上效益显著,但要尽快启动和快速发展仍需政府的导向和大力扶持。具体建议如下:
(1)根据专家对我国香港新蓝天环保科技有限公司“废塑料常压裂解生产燃油装置”评审的初步建议,建议由主管部门主持下进一步审查完善后立项进行示范工程试点,在验证工艺的同时通过废塑料的回收利用,带动生活垃圾废物回收体制的建立,为振兴我国的资源再生产业作出重大贡献。
(2)为了尽快取得成果以便在全国各个地区全面推广,建议在广州、上海、北京、武汉、沈阳和重庆6大城市同时开展试点示范工程,并吸收当地科研单位和资源再生部门参加。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
工业加热(2021年9期)2021-10-21
铜业工程(2021年1期)2021-04-23
天津化工(2021年3期)2021-01-08
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
科学与财富(2018年33期)2018-01-02
中国资源综合利用(2016年4期)2016-02-08
