
大型刃具类工件磨削的创新设计
2011-10-26 07:16:50渤船重工有限责任公司125004
中国科技信息 2011年10期
刘 杨 渤船重工有限责任公司 125004
大型刃具类工件磨削的创新设计
刘 杨 渤船重工有限责任公司 125004
BX2012型龙门刨铣床是工业制造企业重要设备之一,可以加工工件尺寸最大长度为4米、工件最大宽度1.25米,工件最大高度为1米,工件最大重量为8吨的大型设备。该设备具有刨、铣、磨功能。可以加工各种胎具、导轨面、复杂几何形状的工件。但由于设备原磨削功能工作状态为“干”磨,不具备冷却装置,因此不适合刃具类工件的磨削加工。为解决刃具类工件磨削材质硬、工件易变形、砂轮易密死、温度难以控制等技术难题,特此在原有设备基础上自行设计制作一套“水”磨装置,以达到加工刃具、胎具、导轨等光洁度要求较高的工件磨削功能。经过实践,所加工的工件均能达到图纸工艺要求。在BX2012龙门刨床上实现工件加工由“干”磨到“水”磨,填补了国内在此领域的空白。
冷却循环系统;工装工作台;夹具
一.概况
刃具、胎具类工件在工业制造领域运用十分广泛,主要用于剪板机刀刃、折边机刃具、冲床刀具、油压机胎具等各种冷加工型工件,其主要材质是C r12、T 8A,变形小、硬度高,但高温易淬裂,可磨性差等主要特点。刃具类工件磨损后通过重磨加工,可以继续使用,但原修理方法采用的是“干”磨,温度难以控制、光洁度及尺寸公差达不到要求、且加工周期长。为解决生产过程中的实际难题,特此在原有的设备基础上自行设计制作增加冷却循环系统,达到了加工工件温度低、光洁度与尺寸公差得到保证,而且缩短了加工周期,提高了工作效率。此次创新设计不仅扩大机床加工范围,探索新的加工途径,完善新的加工工艺,提高产品加工质量,而且提高了工作效率、降低了成本。
二.创新设计
设计目的:为解决各种刃具、胎具及轨道工件加工磨削材质硬、工件易变形、砂轮易密死、温度难以控制等生产实际过程中的技术难题。
设计原理:参照平面磨床水磨削的基本原理。在龙门刨床上创新设计安装冷却循环系统,以达到解决实际问题的目的。
冷却循环系统、工装工作台以及磨头处出水口用软管连接构成水循环系统,磨头处设有控制开关,加工工件时将冷却液开关打开对加工工件进行冷却,冷却液经工装工作台汇流盘在经过软管回流到水箱内,构成冷却循环系统。工装工作台用自行设计的斜压板固定到设备的工作台面上,加工工件以同样的方式固定在工装工作台上,之所以制作工装工作台固定在设备工作台面上,是为了不破坏设备本身床身的基础上在工装工作台四周焊接汇流盘,将冷却液回收形成冷却循环系统。设备工作台面与工装工作台下表面要保证一定的光洁度,以确保加工出工件的精度。工件加工完成后,工装工作台、冷却循环系统可整体拆除,恢复机床原功能,不影响机床的正常使用。
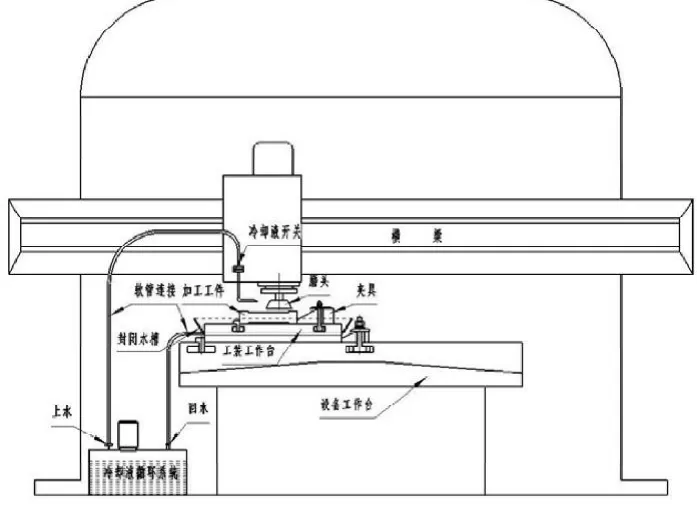
图1 工件加工冷却示意图
三.工装工作台
工装工作台采用3000×500×50的钢板(单位:mm 材料45#),由龙门刨床自身加工工装工作台的四周表面和T型槽,工装工作台两个T型槽的距离应符合工件的宽度为装夹工件定位提供保证,工装工作台下表面与设备工作台面表明光洁度应达到使用要求,保证工装工作台与设备工作台的平行度。然后将汇流盘焊接到工装工作台四周,保证冷却液顺利回流。工装工作台如下图所示。

图2 工装工作台
四.冷却循环系统
冷却循环系统包括:焊接式水箱、液位显示器、水泵、出入水口、软管。
将冷却循环系统放置在设备操作者对面工作台中间位置,保证整个装置布置简单、实用、科学合理。
冷却循环系统出水口用软管经刨刀架与磨头处喷水口连接,中间用手动开关控制,冷却液经被加工工件流到工装工作台汇流盘内,再经过软管流回至冷却循环系统。冷却循环系统如下图所示。

图3
五.工件的装夹方法与砂轮选用
工件的装夹:
夹具定位块均匀放在工作台梯形槽内,螺杆、螺母、斜铁压板,垫块构成装夹系统。
充分利用制作工作台平面定位,定位槽定位,均匀挤压,符合三点定位的一种装夹方法。
定位块为自做100×22×40(单位mm),螺杆为M 20×120斜压板垫块均符合使用要求。
装夹特点:工件夹紧力能够承受磨削力的冲击和震动,压板挤压均匀尽量消除变形压力。
砂轮的选用:
砂轮的选择对加工工件至关重要,针对被加工件的材质来选择砂轮。砂轮的选择总体原则是保持砂轮的自锐性,提高砂轮的耐用性同时提高工件的精度和光洁度,达到提高生产效率的目的。
剪板机刀刃淬火性材质硬度高,在砂轮选用上应选择碗形氧化铅型材质进行磨削白色氧化铅比普通氧化铅仍适于加工淬火工件等硬度较高的材料一般用于精磨。
砂轮粒度的选择:表面光洁度高,适用于中等粒度或较细粒度的砂轮;生产效率高,适用较粗粒度的砂轮。
在磨床上常用的砂轮有:杯形砂轮、碗形砂轮、碟形砂轮和角形砂轮,砂轮在安装前应检测有无裂纹及缺陷、装配后必须用金刚石修理器修整,因为刀具类工件的形状很复杂,在砂轮的选择上应根据工件的形状具体工艺加工要求而定。
六.取得的成果
本次在龙门刨床设备基础之上创新设计安装冷却循环系统,使以前加工刃具、胎具、轨道等钢件通过“干”磨的方法革新为“水”磨的方法,大大地缩短了加工时间,提高了工作效率,保证了被加工件的加工精度和表面光洁度。
经过实践证明,龙门刨床的水磨削加工精度高、效率快,磨削精度可达IT6-IT7级,表面粗糙度Ra0.8~0.2μm,平行度均能达到图纸设计要求。几年来,成功加工重要产品托架传递机构、数控等离子切割机导轨、大型剪板机胎具刀刃等项目,均达到了图纸设计要求,为利用现有设备解决新型加工难题探索出一条新的途径。
[1]成大先.机械设计手册.第四版.北京:化学工业出版社.2002年1月
[2]石永刚.凸轮机构设计.上海:上海科学技术出版社.1995
[3]中国机械工业标准汇编(第二版).中国标准出版社
10.3969/j.issn.1001-8972.2011.10.100
猜你喜欢
机电信息(2023年12期)2023-06-21 02:31:57
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
科技视界(2018年8期)2018-06-08 10:03:40
制造技术与机床(2017年8期)2017-11-27 02:10:01
邢台学院学报(2016年4期)2016-02-28 19:54:41
石油化工建设(2015年6期)2015-12-01 04:17:36
中国设备工程(2013年8期)2013-12-07 01:13:42
职业·中旬(2013年5期)2013-04-29 07:26:10
