
一种汽车变速箱齿轮齿端倒棱刀架设计
2011-10-18 14:33王静
制造技术与机床 2011年6期
王 静
(宝鸡机床集团有限公司,陕西宝鸡721013)
作为专业数控机床生产厂家,我们为唐山爱信齿轮有限公司、保定长城汽车有限公司的齿轮加工配套组建生产线,一部分数控车床用于完成汽车变速箱齿轮倒棱工序的加工。本文着重介绍其中一种专门配套用于汽车变速箱齿轮齿端倒角的倒棱刀架设计。
1 变速箱齿轮齿端倒角要求
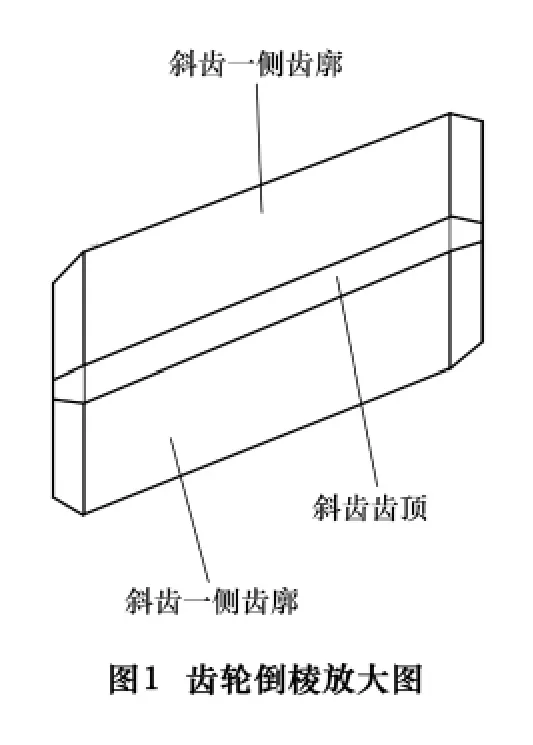
汽车变速箱齿轮为斜齿轮、模数比较小,其齿端倒棱放大如图1所示。
倒棱加工区域如图1中粗实线所示,加工中对角线倒角值大小完全相同,但同侧倒角值大小不相同。倒棱要求如下:①两侧倒角至齿根用R1 mm以上圆角光滑过渡;②倒棱端面毛刺高0.2 mm以下;③倒棱至渐开线起始圆直径以下。
2 倒棱刀架设计原理
依据齿轮啮合原理,被加工齿轮采用专用液压胀套夹具胀紧,随主轴转动,作为主动轮;倒棱刀在刀轴上空套,作为从动轮,由齿轮拨动转动。同时,在啮合过程中倒棱刀要沿机床X轴即齿轮径向进刀,这样才能逐步切削以达图纸要求倒角大小。倒棱原理如图2所示。
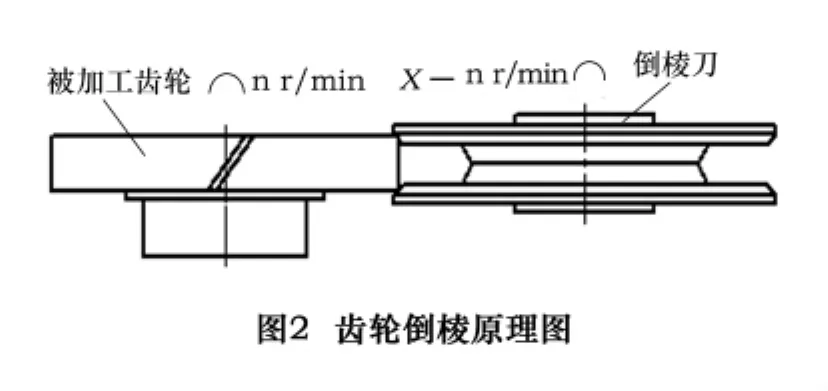
因为汽车变速箱齿轮为斜齿轮,而且,同侧齿端倒角大小不同,所以,倒棱刀要设计成左右两片,两片上刀口根据两边倒角值大小单独设计;组装后左右两片刀齿错齿排列,对正角度,才能满足斜齿错边倒角加工要求。
3 倒棱刀架结构设计
倒棱刀架常用有单臂式,用于夹在立式四工位电动刀架或卧式多工位电动刀架刀夹内,随刀架一起运动。本文介绍的是一种新型门式结构,如图3所示。门式结构由于结构对称,支承跨距大,更具稳定高效。倒棱刀架直接安装在车床中滑板上的T型槽垫板上,在T型槽上可前后移动,调整加工中的X向行程位置。由于倒棱刀架仅前后平行移动,刀架部分定位精度和重复定位精度高,所以,能够保证加工效率高、尺寸稳定性更高。
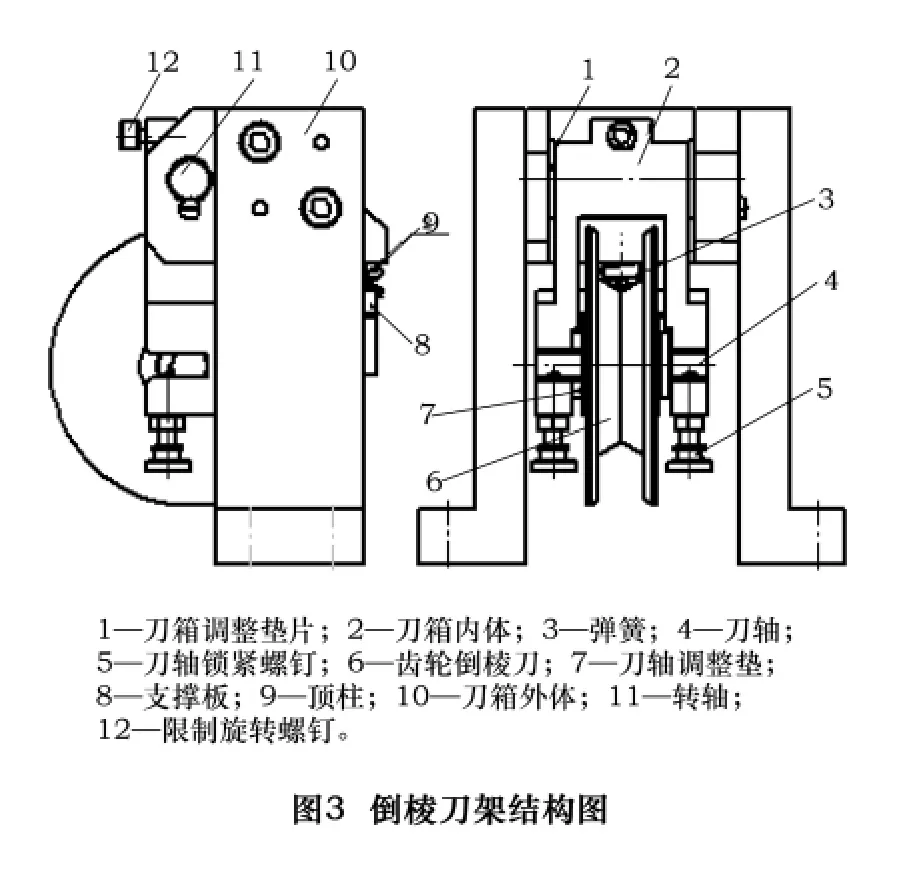
倒棱刀架设计中用转轴11将刀箱外体10和刀箱内体2连成整体转,轴11有防松装置;刀轴4两端铣扁,在刀箱内体2定位槽中防转;用刀轴锁紧螺钉5防止刀轴前后位移。设计上保证刀具与齿轮接触初期为弹性接触;吃刀以后,保证倒棱刀不让刀。这是整个刀架设计中的重点和难点。所以设计中弹簧3显得尤为重要。经过反复计算和试制,我们将弹簧设计成线径为φ2.8 mm,螺距为9 mm,有效圈数为3,压力在115~206 N之间。
该倒棱刀架不仅可以加工特定规格齿轮,而且可用于加工系列产品。当齿轮厚度变化范围在10 mm以内,倒棱刀外径变化范围在30 mm以内,都可以通用一种倒棱刀架,适合在大批量加工中单机或生产线中使用。
4 倒棱刀架装配与调整
(1)首先要保证倒棱刀在刀轴上能自由转动,径向间隙由设计公差配合保证,基轴制配合G7/h7,通过配磨刀轴调整垫7保证轴向间隙为0.02 mm;
(2)保证刀箱内体在转轴上能自由转动,径向间隙由设计公差配合保证,基孔制配合H8/g6,轴向通过配磨刀箱调整垫片1,保证轴向间隙为0.02 mm;
(3)通过旋转限制旋转螺钉12,顶紧在刀箱外体10上,可带动刀箱内体2绕转轴11轻微转动,可以微调倒棱刀中心高,同时可以调整弹簧3的压缩量,来调整倒棱刀架整体刚度;
(4)通过同时更换刀轴调整垫7和刀轴4及配套的倒棱刀,就可以更换成另一种类型齿轮的倒棱加工。方便进行品种更换,且更换件少,夹具通用性好。
倒棱刀架加工实例如图4所示,加工零件如图5所示。
5 结语
通过唐山爱信齿轮有限公司、保定长城汽车有限公司等大型齿轮加工企业4年使用,验证了该倒棱刀架设计合理,结构简单、可靠;安装、调整简单,适合大型齿轮加工生产线使用,具有很高的经济效益和使用价值。
[1]机床设计手册编写组编.机床设计手册:第二册(上)零件设计[M].北京:机械工业出版社,1979.
[2]机械设计手册编写组编.机械设计手册中册:2版[M].北京:化学工业出版社,1989.
猜你喜欢
防爆电机(2022年2期)2022-04-26
设备管理与维修(2020年23期)2021-01-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
凿岩机械气动工具(2019年2期)2019-06-24
科技与创新(2019年3期)2019-02-19
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
干旱地区农业研究(2017年4期)2017-08-16
制造技术与机床(2017年3期)2017-06-23
