
数控机床无报警故障的维修
2011-10-18 14:33韩少诚马运顶
制造技术与机床 2011年6期
韩少诚 马运顶
(中国重汽集团济南桥箱有限公司,山东济南250000)
近些年来,随着数控技术的快速发展,数控机床的控制装置已具有较完善的自诊断和故障报警功能,在机床发生故障时会有相应的报警信息,维修人员可以根据报警信息的提示,对故障进行诊断和排除。但是在实际维修工作中,经常会遇到一些故障现象并没有报警信息,对于这类故障通常要从数控系统的控制原理和机床的结构、动作上对故障现象进行全面的分析,结合日常维修过程中积累的经验来迅速、准确地找到故障原因,排除故障。
下面以我们在以往的维修工作中遇到的一些无报警故障的实例,介绍这类故障的处理分析方法。
故障1:
我公司一台上海池贝公司的TU26数控车床,系统配置为FANUC 21i-TB。故障现象为无论是在MEM还是在MDI模式下,循环启动都无效且机床无任何报警。根据对故障现象的分析,首先想到的是循环启动按键是否损坏,按键输入PMC的信号是否正常。于是打开系统的I/O状态监控找到循环启动键对应的X输入X0.1,然后按下循环启动键,这时X0.1的状态由“0”变为了“1”,说明循环启动键正常且信号输入到了PMC。在排除了按键和接线硬件损坏后,根据FANUC系统的控制原理得知,循环启动是由PMC的G7.2信号发送给NC系统的,根据PMC编程的一般规则,G7.2循环启动信号之前一般都有几个限制条件,例如安全门连锁,刀塔到位之类的条件,以确保循环启动的时候周围的环境安全和满足自动加工的条件。所以打开PMC的梯形图界面,找到G7.2的线圈,然后按下循环启动按键,发现G7.2并没有接通,导致G7.2没有接通的条件为G8.5(进给暂停信号)。于是由G8.5线圈向前查找梯形图,发现X0.2进给暂停按键一直为“1”,始终处于接通状态。于是检查进给暂停按键,发现按键内部卡死,处于始终接通状态。在更换进给暂停按键按钮后故障排除,机床恢复正常运行。
故障2:
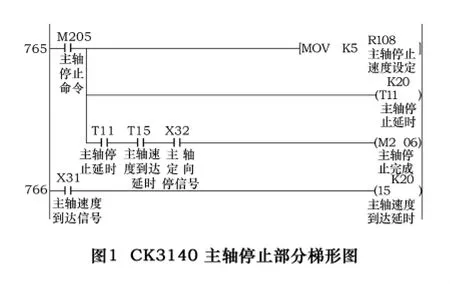
我公司一台豫西机床厂CK3140数控车床,系统配置为三菱E60数控系统。故障现象为在执行了M05主轴停止之后,主轴不停止而以S5的转速低速旋转,且机床无报警。正常情况下此机床在执行M05主轴停止指令后,主轴降速以S5的速度旋转然后停止在主轴定向停的位置上,完成主轴停止动作。根据故障现象,主轴减速过程正常,只是不能完成停止。于是用机床数据接口连接PC后用GX Developer软件打开梯形图,将软件设置为在线监控模式,主轴停止部分梯形图如图1所示。然后再执行M05指令,通过在线监视梯形图发现,X31主轴速度到达信号动作正常,X32主轴定向停信号无动作,导致在执行M05指令后主轴一直以S5的转速低速旋转而不能停止。于是检查主轴定向停开关,发现该开关松动导致不能被触发。在适当调整主轴定向停开关后,动作正常,故障排除,机床恢复正常。
故障3:
我公司一台中捷机床厂TH65125数控镗铣床,系统配置为FANUC 18i-MB。故障现象为在自动加工过程中X轴突然出现爬行现象,机床并未产生报警。根据以往的维修经验,引起数控机床进给爬行的原因很多:数控系统伺服参数设定不当,伺服放大器或电动机及编码器故障,机械传动部分安装调整不良,外部干扰,接地、屏蔽不良等等。该机床为半闭环控制系统,根据经验,首先检查与伺服相关的参数是否发生变化或被人为改动。核对参数与原始记录相同,排除参数的原因。再用互换法排除了伺服放大器与电动机及编码器的因素。通过以上检查基本可以确定爬行是机械方面的故障。经检查,最终发现X轴丝杠与工作台联接处螺母副的4颗内六角螺钉已全部松动。锁紧螺钉后再运行X轴,爬行故障消除。
综上所述,在对数控机床无报警故障维修的过程中想要快速排除故障,就必须熟练掌握数控系统的原理及数控机床的结构和动作,尤其是要熟练掌握数控系统的重要调整参数和内部PLC的梯形图及其常用信号的地址与状态,在维修过程中充分利用计算机等辅助设备,结合以往的经验,认真仔细地分析和检查就会很快地找到故障原因。此外,在日常维修工作中要做好维修记录,尽量地将维修记录做详细,在实践过程中不断地总结故障的同性,这样才能不断地提高自己的数控维修技术,在处理故障的过程中才能更具有敏捷的思路,维修工作才能更加得心应手。
[1]宋松.FANUC 0I系列数控系统维修诊断与实践[M].沈阳:辽宁科学技术出社,2008.
[2]朱仕学.数控机床系统故障诊断与维修[M].北京:清华大学出版社,2007.
猜你喜欢
电子制作(2021年3期)2021-06-16
数码世界(2018年7期)2018-08-11
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
电子制作(2016年1期)2016-11-07
科学与财富(2016年28期)2016-10-14
考试周刊(2016年51期)2016-07-11
现代职业教育·高职高专(2016年7期)2016-07-09
