
废FCC催化剂氧化处理炼油液态烃碱渣
2011-10-14 06:35李春光夏明桂
武汉纺织大学学报 2011年3期
李 满,李春光,夏明桂,吴 凡
废FCC催化剂氧化处理炼油液态烃碱渣
李满1,李春光2,夏明桂1*,吴凡1
(1 武汉纺织大学 化学工程学院,湖北 武汉 430073;2 湖北华邦化学有限公司,湖北 武汉 430070)
以废FCC(催化裂化)催化剂为原料,制备催化氧化催化剂,来处理炼油液态烃碱渣废水,考察处理前后废水COD的变化,探讨了处理工艺及其影响因素。结果表明:废FCC催化剂经过700℃焙烧处理,其比表面积和孔隙基本恢复;在氧分压为0.6MPa,催化剂用量为2g/L,反应温度为190℃,反应时间为1h,搅拌速度为300r/min时,碱渣废水处理效果最佳,其COD去除率为74.12%,比单纯湿法氧化效果提高近30个百分点。
废旧催化裂化催化剂;炼油液态烃碱渣;催化氧化;化学需氧量
1 前言
炼油碱渣是石油炼制过程中油品碱洗精制时产生的一种含有大量硫化物、酚类和石油类等污染物的碱性废液。其中炼油液态烃主要污染物含量为:游离氢氧化钠2850-3550mg/L,中性油125-4320mg/L,硫化物200-8820mg/L,总酚59-136mg/L。COD为11400-228000mg/L[1]。虽然液态烃碱渣废水排放量不大,还不到炼油污水排放总量的0.5%[2],但其浓度高,毒性大,如何较好的处理一直都是石化行业的一大技术难题。
催化湿式氧化法(Catalyst Wet Air Oxidation, CWAO)是以空气或纯氧为氧化剂,在催化剂的作用下,将废水中的污染物在水相状态下氧化成二氧化碳,水及小分子的有机物,从而达到处理目的的一种方法[3]。其氧化效率高,反应时间短,且在传统湿式氧化法(WAO)的基础上很大地缓和了反应条件[4],是近年来处理炼油碱渣废水的一个比较热门的技术。催化湿式氧化法的催化剂以贵重金属(如Ru,Rh,Pt,Ir,Pd)及其氧化物效果最佳[5~7],但其价格昂贵,无法广泛使用;以铜系为代表的普通金属催化剂虽然也有较好的催化效果[8~10],但存在很严重的铜离子溶出现象[11],不仅催化剂稳定性较差[12],而且极易造成二次污染。
废FCC催化剂是催化裂化生产装置定期卸出的固体废弃物[13],其具备高比表面,多孔,耐高温等特性。由于长期使用而沉积在催化剂上的重金属Ni,Fe,Cu,V对于炼油碱渣废水的氧化具有一定的催化作用[14]。因此,将废剂再利用于碱渣的催化氧化上具有一定的可行性。此外,废剂较上述传统催化氧化催化剂更为经济,且是废旧资源再生利用,具有深远的环保意义。
2 实验
2.1实验原料
炼油液态烃碱渣,取自中石化武汉分公司,呈黑褐色,具有恶臭气味,COD约35750mg/L,pH为13-14;废旧催化裂化催化剂,取自中石化武汉分公司,灰色粉末,其主要性质如表1。
2.2实验仪器
2L快开式高温反应釜(如图1所示)。
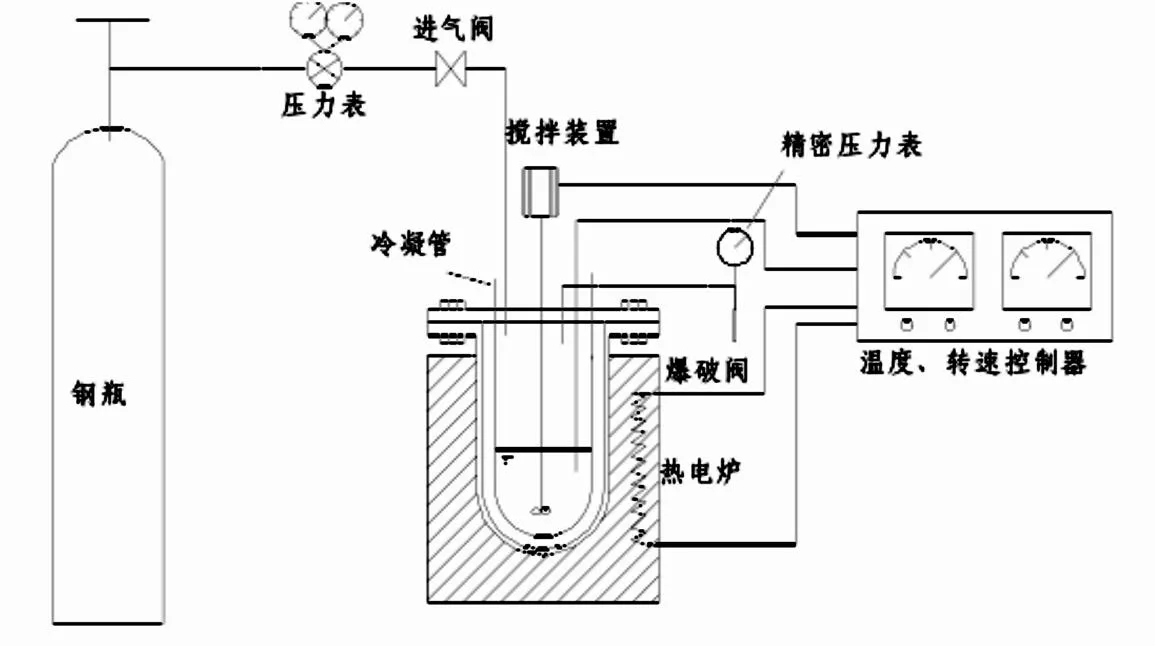
图1 2L快开式高温反应釜

表1 废催化裂化催化剂性质
2.3实验方法
2.3.1废旧催化剂的处理
实验采用高温焙烧对废剂进行处理,以去除催化剂表面的积炭,恢复多孔结构,同时将所含金属化合物转变为金属氧化物。将废剂放入马弗炉在一定温度下焙烧2h,自然冷却,取出用去离子水冲洗2-3次,干燥备用。
2.3.2碱渣废水的催化氧化
实验采用催化氧化法处理碱渣废水。取200ml碱渣废水和一定量处理后的催化剂,加入高温反应釜中,通入纯氮排除釜内空气后,关闭出气阀及氮气进气阀,加热至预定温度,通入纯氧(氧化剂)至预定压力,关闭氧气进气阀,使反应釜封闭,反应一定时间后立即取水样,测定各项指标。
2.3.3分析方法
COD分析方法采用重铬酸钾法(GB11914-89)。
3 结果与讨论
3.1催化剂处理对催化氧化的影响
由于所用的原料为废旧的催化裂化催化剂,经过长期使用,其表面都有大量的积炭,严重破坏了催化剂的结构(比表面积减小,孔道堵塞),使其催化活性大大降低,需要通过必要的处理进行再生。针对积炭,主要采用了高温焙烧的处理方法。在氧分压为0.6MPa,催化剂投入量为2g/L,反应温度为190℃,反应时间为1h,搅拌速度为300r/min时,考察在不同的焙烧温度下处理后的催化剂对废水COD的去除率的影响。

图2 焙烧温度对废水COD去除率的影响
图2表明,当焙烧温度低于700℃时,处理后的催化剂对废水COD的去除率随温度的升高而提高,当焙烧温度高于700℃时,处理后的催化剂对废水COD的去除率稍有下降。由于焦炭的燃点为450-650℃,当焙烧温度低于700℃时,还存在残余积炭,影响了催化剂的活性,而当温度过高时,会造成催化剂部分烧结,对其孔结构造成不利影响,对应的COD去除率稍有下降。
3.2催化氧化工艺用对废水处理效果的影响
3.2.1氧分压对催化氧化的影响
氧分压是影响废水催化氧化效果的主要因素,首先它可以保证氧气在废水中足够的溶解度,利于反应的进行,其次适当的氧分压可以避免由于供氧不足而引起的催化剂表面结焦的情况发生。在催化剂投入量为2g/L,反应温度为190℃,反应时间为1h,搅拌速度为300r/min时,考察在不同的氧分压下废水COD的去除率,并与单纯湿法氧化进行对比。
由图3可知,无论在有催化剂还是在没有催化剂的条件下,当氧分压低于0.6MPa时,废水COD的去除率都随着氧分压的增大而增大,当氧分压高于0.6MPa时,废水COD的去除率逐渐趋于平稳。同时,在有催化剂存在的条件下,废水COD的去除率明显高于无催化剂,且在氧分压为0.6MPa时其COD去除率可达到74.12%,比无催化剂时提高了30多个百分点,说明催化剂对氧化反应具有显著的促进作用。

图3 氧分压对废水COD去除率的影响
3.2.2催化剂投入量对催化氧化的影响
在氧分压为0.6MPa,反应温度为190℃,反应时间为1h,搅拌速度为300r/min时,在催化剂对不同的投入量废水COD去除率的影响见图4。
在此次选取的样本孕妇当中,均进行了三维超声与二维超声检查,使用的探头频率为2.0~5.0MHz,患者需要保持仰卧位进行检查。在进行检查的时候,首先需要对患者的全貌进行检查,同时进行相关数据的收集,对胎儿的颜面部进行仔细的观察,然后对胎儿的具体位置进行分析,进行探头角度的调整,如果显示不太清晰,需要进行适当的加压观察[3]。在形成三维超声以及二维超声成像之后,需要由专门的医生进行判断。
由图4可知,当催化剂投入量小于2g/L时,废水COD的去除率随催化剂投入量的增加而升高,但当催化剂的投入量大于2g/L时,废水COD的去除率却随着催化剂投入量的增加变化不大。
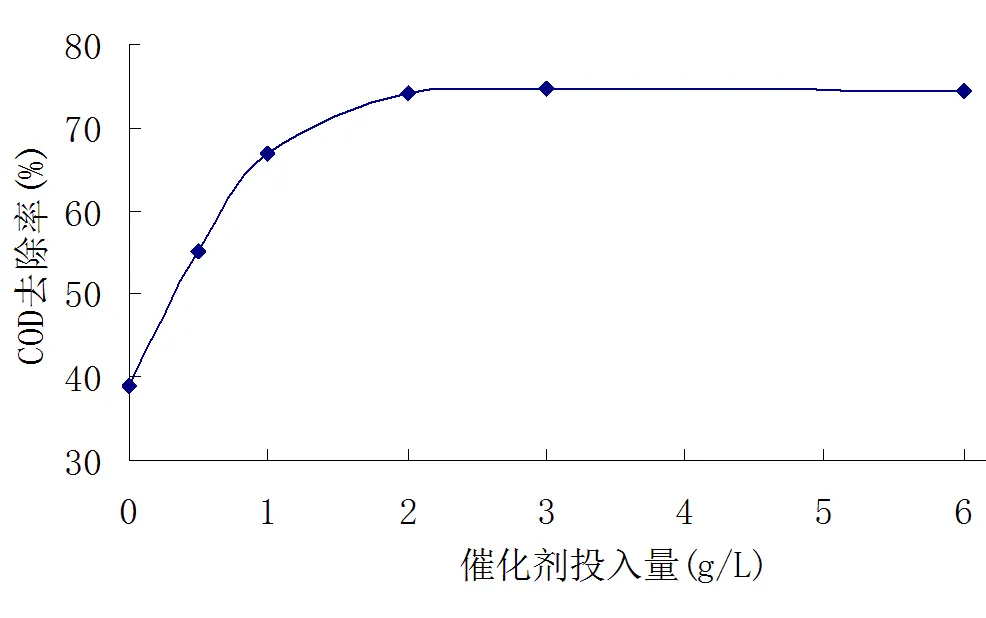
图4 催化剂投入量对废水COD去除率的影响
3.2.3反应温度对催化氧化的影响
反应温度也是影响催化氧化反应的重要因素。随着温度的升高,分子运动加剧,化学反应速率也会随之加快,也有利于反应的进行。在氧分压为0.6MPa,催化剂投入量为2g/L,反应时间为1h,搅拌速度为300r/min时,不同反应温度下催化剂对废水COD去除率的影响见图5。

图5 反应温度对废水COD去除率的影响
由图5可知,废水COD去除率随反应温度的升高而升高。当反应温度高于190℃时,废水COD去除率虽有上升但变化不大。
3.2.4反应时间对催化氧化的影响
碱渣的催化湿式氧化属于复杂的自由基链式反应,主要包括链的开始,链的传递和链的终止等过程。催化剂上的Cu和Ni通过得到或失去电子,导致自由基的生成(链的开始),分子态氧参与自由基的形成,生成的自由基HO·,RO·,ROO·等攻击废水中的有机物,引发一系列链反应(链的传递),使其转化成CO2,水和小分子的有机物(链的终止)[15,16]。其中链的开始进行较慢,属于反应的诱导期,一旦自由基形成,反应就非常迅速,故反应时间主要取决于链的开始的时间。在氧分压为0.6MPa,催化剂投入量为2g/L,反应温度为190℃,搅拌速度为300r/min时,不同反应时间下催化剂对废水COD去除率的影响见图6。
图6显示,当反应时间小于1h时,废水COD去除率随着时间的增加而增加,当反应时间大于1h时,COD去除率趋于稳定,说明1h后反应基本完成。

图6 反应时间地废水COD去除率的影响
加快搅拌速度可以加快釜内的传质速度,有利于氧化反应的进行。在氧分压为0.6MPa,催化剂投入量为2g/L,反应温度为190℃,反应时间为1h时,不同搅拌速度对废水COD去除率的影响见图7。

图7 搅拌速度对废水COD去除率的影响
图7中,COD去除率随搅拌速度的加快而增大,当搅拌速度大于300r/min时,COD去除率变化不大。
4 结论
(1)将废旧的催化裂化催化剂进行700℃焙烧处理后,其比表面积和孔隙会得到恢复,催化氧化处理炼油废水结果表明,加入催化剂氧化处理碱渣废水的COD去除率比单纯湿法氧化提高了30个百分点。
(2)工艺研究表明,在氧分压为0.6Mpa,催化剂用量为2g/L,反应温度为190℃,反应时间为1h,搅拌速度为300r/min时,碱渣废水处理效果最佳,其COD去除率为74.12%。
[1] 余伟.炼油厂碱渣的治理与综合利用[J]. 石油化工环境保护, 2001, (2): 43-47.
[2] 谢文玉,谭国强,钟理.炼油碱渣处理技术研究与应用进展[J]. 现代化工, 2007,27(8): 10-14.
[3] Luch F. Wet air oxidation:past, present and future [J]. Catal Today, 1999, 53 (1):81-91.
[4] 王会芳.催化湿式氧化法及其在废水处理中的应用[J]. 工业经纬, 2008, 5(2):52-55.
[5] OKITSUK,HIGALLENBR,NAGATAK.Wet oxidation catalyzed by ruthenium[J]. Ind EngChem,1995,34:208-213.
[6] Oliviero L, Barbier Jr J, Duprez D, et al. Catalytic wet air oxidation of phenol and acrylic acid over Ru/C and Ru-CeO2/C catalysts [J]. Appl. Catal. B: Environ., 2000,25(4):267-275.
[7] 宾月景,等.催化湿式氧化催化剂及处理技术研究[J]. 环境科学, 1999, 20(2):42-44.
[8] 王建兵,杨少霞,祝万鹏,等.催化湿式氧化法处理废水的研究进展[J]. 化工环保,2007, (27):295-300.
[9] 杨少霞,冯玉杰,万家峰,等. 湿式催化氧化技术的研究与发展概况[J]. 哈尔滨工业大学学报, 2002,34:540-544.
[10]谭亚军,蒋展鹏,祝万鹏,等. 用于有机污染物湿式氧化的Cu系催化剂活性研究[J]. 化工环保, 2000,20:6-10.
[11]郭绍义,王红新. 湿式氧化铜基催化剂稳定性及溶出机理的探究[J]. 资源开发与市场, 2008, 24(7):585-588.
[12]Hamoudi S, Belkacemi K, Larachi F, et al. Catalytic oxidation of aqueous phenolic solutions catalyst deactivation and kinetics [J]. Chemical Engineering Science, 1999,54(15/16):3569-3567.
[13]张远欣.催化裂化废催化剂的分离再生回用技术[J]. 辽宁化工,2009,38(12): 897-899.
[14]村上幸夫.合成有机化合物物废水的湿式酸化处理的研究[J]. 水处理技术, 1998, 19:901-909.
[15]Duprez D, Delanoe F, Barbier Jr J, et al. Catalytic oxidation of organic compounds in aqueous media[J]. Catal Today,1996, 29(1-4): 317-322.
[16]Eftaxias A, Font J, Fortuny A, et al. Kinetic modelling of catalytic wet air oxidation of phenol by simulated annealing[J]. Appl CatalB: Environ, 2001,33 (2): 175-190.
Catalytic Wet Air Oxidation of Liquid Hydrocarbon Spent Caustic Wastewater of Refinery Using Spent FCC Catalysts
LI Man1, LI Chun-guang2, XIA Ming-gui1, WU Fan1
(1 College of Chemical Engineering, Wuhan Textile University, Wuhan Hubei 430073, China; 2 Hubei Huabang chemical Co.Ltd., Wuhan Hubei 430070, China)
Using spent FCC catalysts as raw materials, oxidation catalysts were prepared to deal with the liquid hydrocarbon spent caustic wastewater of refinery.Wastewater COD were investigated, the treatment process and influencing factors were discussed, too. The results showed that:The specific surface area and pore of Spent FCC catalysts recovered after being calcinated at temperature of 700℃;When the oxygen partial pressure under room temperature was 0.6MPa, catalysts dosage was 2g/L, reaction temperature was 190℃, reaction time was 1h, stirring rate was 300r/min, the effect of treatment was the best and COD removal could be achieved to 74.12%,it increased by nearly 30 percentage points than simple WAO.
Spent FCC Catalysts; Liquid Hydrocarbon Spent Caustic Wastewater of Refinery; Catalytic Oxidation; COD
X78
A
1009-5160(2011)03-0044-04
湖北省重点基金资助项目(2009CDA012).
*通讯作者:夏明桂(1965-),男,教授,研究方向:石油化工工艺及化工助剂开发.
猜你喜欢
河北科技师范学院学报(2022年2期)2022-08-26
山东青年(2020年10期)2020-11-23
医疗装备(2020年9期)2020-05-28
山西建筑(2019年14期)2019-08-17
水力发电(2019年4期)2019-07-25
青年与社会(2018年31期)2018-12-06
教育教学论坛(2018年24期)2018-07-24
航天器工程(2017年1期)2017-04-19
消费电子(2015年8期)2015-09-01
针灸临床杂志(2012年10期)2012-09-08
