
基于CPLD的扭簧分选仪交流伺服系统的设计
2011-10-14 06:36:22邹安阳
武汉纺织大学学报 2011年3期
乔 桥,张 弛,邹安阳
基于CPLD的扭簧分选仪交流伺服系统的设计
乔 桥,张 弛,邹安阳
(武汉纺织大学 机电工程学院,湖北 武汉 430073)
弹簧分选控制设备是对大批量生产的弹簧依据其弹性系数不同,按照预先规定的指标进行测试自动筛选出合格与不合格产品,并在不合格产品范围内依据是否可以修复将弹簧进一步细分,自动流入不同料箱,以用于不同场合。本文介绍了一种由AT89C51单片机及CPLD技术控制交流伺服电机的系统方案,包括系统硬件设计和软件设计。该系统在弹簧分选设备上得到了成功应用,能实现对弹簧分选过程的平稳控制。
弹簧分选;单片机;交流伺服;CPLD
在自动控制系统中,交流伺服电机的作用是把控制电压信号或相位信号变换成机械位移,也就是把接收到的电信号变为电机的一定转速或角位移,由于其具备调速范围广、控制精度高等优点,在工业环境中得到广泛推广。针对弹簧分选系统要求驱动模块转速高度均匀、制动性好、响应迅速、控制方便、性能可靠等要求,最终选择了交流永磁伺服电机,本文主要描述如何在弹簧分选控制系统中实现单片机对伺服电机的数字控制[1]。
1 弹簧分选机运动控制系统
弹簧分选机运动控制主要包括两个部分:工作台的高速回转运动、弹簧压缩高度调整运动。在该设备控制系统的设计中,结合现代工业控制技术,采用了以下改进措施:使用两台电机来完成弹簧分选机的运动控制,工作台的高速回转运动由交流伺服控制来实现,弹簧压缩高度调整运动由步进电机来实现[2],其工作原理图如图1。

图1 弹簧分选设备电机控制系统图
弹簧分选机运动控制由单片微型计算机统一控制,通过运动控制模块的设计,很好的实现了该模块与控制系统其它模块的良好配合。该运动控制模块的实现,很大程度的简化了传统弹簧分选设备复杂的传动系统,解决了传统设备工作噪音大、部件磨损快、工作效率低等缺点。
由图1可知,工作台的高速回转运动主要由伺服控制系统实现,CPU通过并口总线与伺服控制器通讯,从而控制主伺服控制电机,实现伺服电机的无级调速及工作台的精确定位。伺服控制器选用华中数控GA-16系列通用伺服器。
2 弹簧分选伺服控制系统硬件设计
该系统伺服运动控制系统如图2所示:

图2 弹簧分选设备伺服控制系统图
通过拨码盘输入速度值,经单片机处理后,转化成相应的脉冲信号传给伺服器,通过伺服控制器驱动伺服电机按要求动作,同时,单片机接受固定在伺服电机转轴上的光电编码器随着电机转动而产生的反馈脉冲信号,以实现对伺服电机带动分选工作台运行速度的检测控制,并且将电机工作状态通过LCD显示输出。
2.1伺服控制器控制参数设置
该系统选用的一款伺服驱动装置为华中数控GA-16系列通用伺服器,提供了很良好的人机接口界面。方便对相关参数的设定,同时也大大缩短了伺服系统的开发周期,下面对该伺服驱动装置的控制面板简单的介绍:
驱动器面板由六个LED数码管显示器和五个按键组成,数码管可显示四级子目录:“DP-EPS”、“PR--0”、“EE-WRI”、“SER-0”(见华中数控GA-16系列使用手册)。
2.1.1 “DP-EPS”子目录
“DP-EPS”子目录用于设定驱动器的显示方式,共有14种显示方式,该目录的设定不是重点。
2.1.2 “PR-0”子目录
“PR--0”子目录用于设定运动参数,共有32种运动参数需要设定,下面对四种运动参数进行介绍:
(1)“PR--13”、“PR--14”:这两个参数代表位置指令脉冲分频分子和指令脉冲分母,通过设定这两个参数,可以很方便的与各种脉冲源相匹配,以达到用户理想的控制分辨率。其演算公式为:P*G=N*C*4。
P:输入指令的脉冲数
G:电子齿轮比
G=分频分子/分频分母
N:电机旋转圈数
C:光电编码器线数/转,本系统C=2500
经过公式演变:G=N*2500*4/P。如果N取1,发送333个脉冲,电机转动一圈,则电子齿轮比G=30,所以设定“PA--13”为30,设定“PA--14”为1。(注:G的取值范围为0.02到50之间)
(2)“PA--22”:该参数用于设定指令脉冲的输入方式,通过设定可选择三种输入方式。
当输入为0时代表两相正交脉冲输入;
当输入为1时代表脉冲+方向输入;
当输入为2时代表CCW脉冲/CW脉冲输入。
我们选择输入参数为1,既脉冲+方向输入,其脉冲的输入端口及方向的输入方式将在下面端口介绍中说明。
(3)“PA--23”:该参数用于设定控制方式,主要有四种方式可供选择。
当输入为0时代表选择位置控制方式,接收位置脉冲输入指令;
当输入为1时代表选择模拟速度控制方式,接收模拟速度指令;
当输入为2时代表选择模拟转矩控制方式,接收模拟转矩指令;
当输入为3时代表内部速度控制方式,由参数20设定数字速度指令。
(“PA--20”参数设定值乘于0.1转/每分钟即为内部速度大小,)该模式用于测试电机在内部伺能下的工作是否正常。
在该系统正常工作下,我们选用模式0-位置控制。
2.1.3 “EE-WRI”子目录
“EE-WRI”子目录代表辅助模式选择,共有四项功能控制。
(1)“EE-WRI”:该辅助模式功能为控制参数保存,进入该功能项后,伺服驱动器将设置的控制参数保存至内部的EEPROM内。
(2)“JOG--” :该辅助模式功能作为电机点动任务触发,可用于测试电机是否正常工作。由上面“PA--23”参数设定为内部速度控制时,会设定一个转速,而后通过设定内部使能方式(将在下面“STA--6”参数设定中介绍)。在作完以上工作,即可在无外部脉冲的条件下,完全由伺服器内部完成电机的驱动。只要始终按住相应按键,电机会按照设定的转速及方向旋转。
2.1.4 “STA-0”子目录
“STA--0”子目录提供了13种控制参数和3种保留控制参数。下面选择两种常用的参数进行介绍:
(1)“STA—6”:该参数用于是否允许由系统内部启动SVR-ON控制来给电机提供使能信号。当参数为0时代表不允许内部使能,此时,由端子XS4的1脚“EN”和8脚“24V”供应一个24V的压降来实现外部使能。当参数为1时代表允许内部使能,则不需要外部提供使能信号。
(2)“STA—1”:该参数用于设定位置指令脉冲方向或速度指令输入取反。当参数为1时代表位置指令脉冲或速度指令方向取反向,为0不取反。该参数在我们的系统里很重要,由于伺服系统采用“脉冲+方向”控制电机,而该参数的设定可以控制在主CPU发出相同脉冲及方向信号时,电机的转动方向[3]。
2.2单片机伺服控制系统硬件设计
选用MCS51系列AT89C51单片机作为CPU,在弹簧分选伺服控制系统中主要工作任务包括:接受拨码盘电机旋转速度信息;产生控制脉冲控制伺服电机工作速度、方向;接受伺服电机光电编码信息,并实现伺服电机的位置控制;监测电机工作状态,并通过LCD显示模块显示电机当前工作状态。单片机与伺服控制器的硬件连线如图3所示:
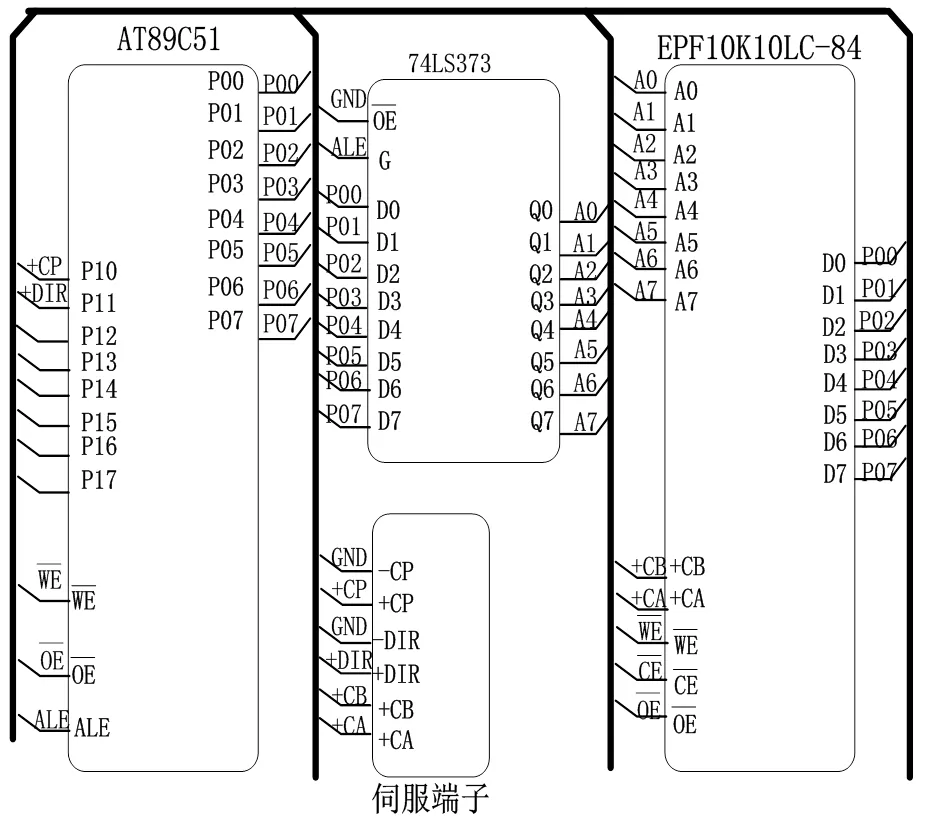
图3 单片机与伺服控制器的硬件连线
由于在该控制系统中,伺服系统选用“脉冲+方向”工作方式。在硬件连线中,单片机P10输出控制脉冲,P11口输出控制电机选择方向信号,伺服端子中+CB与+CA为输出脚,输出光电编码器记数脉冲,该输出脉冲通过CPLD芯片EPF10K10LC-84接受,并将脉冲记数存入内部寄存器,由单片机随时通过数据接口读取。
3 系统软件设计
控制系统软件主要完成电机状态LCD显示、拨码盘数据接收、CPLD数据通讯、控制脉冲输出等任务,在交流伺服电机控制系统中单片机的主要作用是产生控制脉冲序列,它是通过89C51的P1.0口发送的。系统软件编制采用定时器定时中断产生周期性脉冲序列,不使用软件延时,不占用CPU资源。CPU在非中断时间内可以处理其它事件,唯有到了中断时间,驱动伺服电机转动一步。单片机另一个关键技术在与CPLD的数据通讯,对光电编码器的脉冲反馈信号,单片机不用使用资源去采集,而是当系统软件需要获取相关信息时,直接去提取CPLD内部相关寄存器信息即可。其软件框图如图4。

图4 光电编码器反馈软件框图
在该系统中,主CPU为单片机控制平台,主要完成数字信号的处理运算,它把位置、方向和速度信号通过数据总线写入CPLD(脉冲发送模块)内的相关寄存器,然后发送启动信号,这样脉冲发送模块会自动完成电动机的定位和调速,达到精确的位置和速度控制。该系统用硬件描述语言(VHDL)编写了精插补器中的各个功能模块,并进行了功能和时序仿真,然后把代码通过专用下载线下载到电路板上的CPLD芯片中进行调试。以下为伺服驱动脉冲的VHDL语言实现。

library ieee;use ieee.std_logic_1164.all;entity xzestai isport( A0:in std_logic; -----定义端口状态 reset:in std_logic; jfp:out std_logic; ofp:out std_logic );end xzestai;architecture behavior of xzestai issignal temp:std_logic_vector(1 down to 0);begintemp<=A0&reset; --- temp代表输入状态process(temp)begin case temp is when "10" => -----选择奇分频 jfp<='1'; ofp<='0'; when "00" => -----选择偶分频 jfp<='0'; ofp<='1'; when others=> -----非法操作 jfp<='0'; ofp<='0';end case;end process;end behavior;
4 结束语
基于AT89C51单片机的交流伺服电机控制系统,具有电路简洁、性能良好、成本低和可靠性高等特点,在弹簧分选控制系统中应用取得了良好的效果,可以实现伺服电机的无级调速、精确的位置控制、速度控制,满足了该系统对驱动模块的要求。
[1] 卞宗林,等. 国内弹簧高新技术(材料)的发展[J]. 弹簧工程,2000,(4): 3-5.
[2] 陈亦静. 关于弹簧的疲劳寿命与材料选择[J]. 弹簧工程,2001,(4):20-24.
[3] Adam Feiler, Phil Attard, Ian Larson. Calibration of the torsional spring [M]. Review of Scientific Instruments,2000.
The Design of AC Servo—motor Technology in the Controlling Device of Spring Sorting Based on CPLD
QIAO Qiao, ZHANG Chi, ZOU An-yang
(College of Mechanical and Electrical Engineering, Wuhan Textile University, Wuhan Hubei 430073, China)
Automatic spring classification machine is the machine that can test large quantities of springs, which have different flexibility coefficients and used for different situations, and sieve automatically the qualified from the unqualified according to the rules proceeded in advance, also further subdivide the spring coil according to whether it can repair within the scope of the unqualified, automatically afflux an- -ticipate box.The paper provides a scheme to control AC servo—motor using singlechip—computer AT89C51 and CPLD,including hardware design and software design.The system is applied in spring sorting machine successfully,which can control spring sorting wel1.
Spring Sorting; Single—chip Computer; Servo—motor; CPLD
TP21
A
1009-5160(2011)03-0062-04
乔桥(1980-),男,讲师,研究方向:CADCAM、模糊控制、机电一体化.
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
中学生数理化(高中版.高考理化)(2021年1期)2021-03-19 08:51:52
微特电机(2020年11期)2020-12-30 19:42:32
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
新高考·高一物理(2016年10期)2017-07-07 12:17:11
工业设计(2016年6期)2016-04-17 06:42:53
文学少年(有声彩绘)(2016年11期)2016-02-28 17:52:30
