
电气专业“计算机控制系统”课程设计
2011-10-12 03:27顾冬霞周蓉蓉
电气电子教学学报 2011年6期
许 胜,顾冬霞,周蓉蓉
(泰州师范高等专科学校,江苏泰州225300)
0 引言
“计算机控制系统”课程是自动化、电气工程以及机电一体化等相关专业的必修课程,是一门集控制原理、计算机以及通讯等相关专业知识的综合性应用课程,对实际生产过程具有重要的实践指导意义。因此,在系统的理论学习后,应该结合具体的专业方向来确定课程设计方案。本文突出电气工程及其自动化专业特色,给出了一种针对镀锡带钢电阻软熔控制系统的综合性课程设计方案。该方案将计算机控制系统的基本原理和电气自动化生产实际相结合。在运用计算机控制技术进行系统设计的基础上,重点对AC-DC-AC变流器特性以及电压稳定控制策略进行了分析设计,以便培养学生综合运用电气工程和计算机控制技术解决实际系统问题的能力。
1 课程设计背景
镀锡板由于在冷轧低碳薄钢板两面镀有纯锡层,不仅具有良好的强度、成型性、耐蚀性及锡镀层无毒等优点,且其表面富有光泽,易着色印刷,因而被广泛用于食品工业制罐、制盒及各种容器和包装材料上。
电镀锡软熔系统是电镀锡表面处理工艺的关键环节,其实质是对锡层进行加热,使钢体与锡层之间产生一层薄薄的合金层。以期增强锡层附着能力,形成光亮的表面,提高镀锡板的焊接性能和耐蚀性。目前,世界上主要存在三种软熔技术:直接法(气体或电热辐射)、电阻加热以及感应加热。
本文将应用较为广泛高效的电阻加热软熔技术作为课程设计的主要内容。电阻加热软熔技术的基本工作原理如图1所示[1]。该技术通过导电辊在带钢两端施加交流电压,从而在带钢内部形成交流电流,利用带钢本身的电阻产生热量,对锡层进行加热。在实际生产过程中,为满足工艺要求,在带钢动态处理过程中,根据钢板材质、镀锡量和机组速度控制通过钢板的电流大小,使钢板所产生的温度保持恒定。
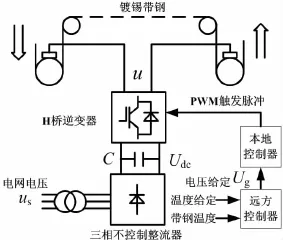
图1 镀锡板电阻加热软熔原理
图中,远方控制器为电镀锡软熔系统后台监控系统,完成对钢带速度、电压、电流、温度等数据的实时检测和处理,并将软熔指令电压(或电压给定,设为Ug)下发给本地控制器;本地控制器完成对加热电气设备的输出电压u控制,让u实现对Ug的实时稳定的跟踪。为了简化设计,这里取图1中加热电气设备拓扑结构为基于IGBT的AC-DC-AC变流器,网侧三相不控整流桥结合直流电容C充当H桥逆变器的直流供电电源,将电网电压us整流为直流电压Udc;H桥逆变器输出软熔电压u。该结构与传统的可控硅整流器相比,具有输出软熔电压频率可调及网侧谐波小等特点。此时,电阻软熔不但具备感应加热软熔镀锡层质量高的特点,还具有较高的生产工作效率。
2 课程设计方案
根据上述镀锡带钢电阻加热软熔工艺原理和控制要求,分析制定本课程设计方案。
由上述分析可知,导电辊两端电压控制是软熔系统的关键,如控制不当容易引起欠软熔、过烧,甚至烧断断带。这里,电压控制分为两个部分:一是电源电压给定值Ug的确定,由远方控制器根据电阻软熔工艺要求计算获得;另外一部分是电源电压u的稳定控制,由本地控制器完成。
下面结合AC-DC-AC变流器的特性来分析电压u的生成原理。当H桥逆变器取单极性SPWM调制方式,且开关频率—远大于调制波频率时(忽略高频谐波分量),可得对带钢加热的H桥逆变器输出电压[2]:

式中,Udc为直流电压,ω和θ分别为调制波的角频率和初相角。SPWM的调制系数为

由于电网电压us的波动,通过三相不控整流器提供的直流电压Udc也会随之波动,输出交流电压u亦会处于波动状态,最终引起钢带温度的变化。而当系统检测出温度变化时,实际上已经产生了延时,必然会影响镀锡钢板软熔的质量。
根据上述分析,我们制定了针对镀锡带钢电阻软熔加热电源电压控制系统的课程设计方案,如图2所示。图中,sinωt为电压同步正弦信号,UC为电压调节器,um为SPWM调制波,与载波比较生成触发脉冲。这里的加热电源控制系统增加了一个电压反馈控制回路,用来控制电源输出电压u跟踪Ug,以抑制us的扰动,提高控制系统的动态品质。
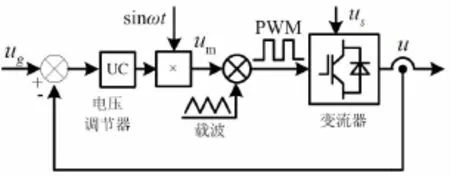
图2 镀锡带钢电阻加热控制系统
课程设计方案主要包括以下具体步骤:
(1)远方给定电压Ug的计算方法设计;
(2)电源输出电压u的稳定控制算法设计,即电压调节器UC的设计;
(3)控制系统硬件电路的设计与调试;
(4)控制系统软件设计与编程;
(5)实验平台的搭建、实验调试;
(6)实验数据的采集,实验报告的撰写。
3 控制算法设计
1)电压给定Ug获取算法
这里通过软熔功率来建立软熔电压与带钢软熔温度关系,现设软熔电压有效值为U,则导电辊之间加热带钢的有功功率为

式中,l为导电辊之间的带钢长度,b为带钢宽度,d为带钢厚度,y为电阻率。
输入带钢的能量为

式中,v为带钢速度,t为在导电辊之间带钢停留的时间。
单位体积(V=lbd)的能量为

另外,设钢的比热为C,密度为ρ,则单位体积带钢从T0度加热到T1度所需要的热量为

上式对应于温升(T1-T0)时单位体积带钢需要吸收的热量,应该等于式(5)对应变流器输出的能量,故存在下面关系:

对于给定材料带钢,令K=槡Cρ(T1-T0)ly,则有

由上式可知,为了保证带钢温度的恒定,需要根据钢带速度v实时调整软熔电压U。这样,由式(8)即可确定变流器输出电压给定值Ug,实际工程中可通过查表实现。
2)电压控制回路算法
对于H桥逆变器来说,忽略高频谐波分量后的输出电压为

式中,da和db为逆变器左、右SPWM占空比。
当采用单极性SPWM调制方式时,H桥左右桥臂调制波互差180°,于是

式中,UT为载波幅值。
将上式代入到式(9),可得

在本方案的电压控制系统中,选择PI控制算法即可达到控制要求,如图3所示。同时,将电压信号采样延时和PWM控制的小惯性特性综合起来用一阶惯性环节表示[3]。此时的控制结构如图3所示。
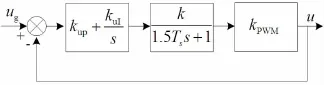
图3 电压控制结构图
图中,kuP、kuI为PI调节器的比例和积分常数,而Ts为采样周期,kPWM为H桥PWM电压控制的等效增益。由式(11)可知

4 控制系统设计与实验
控制系统采用数字化嵌入式控制平台,主CPU采用运算速度快、控制功能强大的DSP芯片TMS320F2812,具体控制框图如图4所示。
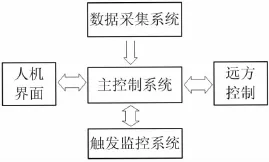
图4 控制系统原理框图
图中的控制系统主要由主控制系统、触发监控系统、远方控制系统、数据采集系统以及人机界面等几个部分组成:①数据采集系统—负责信号的采集、隔离、调理、AD转换以及数据存储等任务;②主控制系统—完成全部控制算法的运算,还承担与远方控制系统的通讯任务以及系统保护(如过压、过流)等;③触发监控系统—根据主控制系统下发的PWM占空比数据,完成PWM触发脉冲的生成以及对IGBT运行的实时监控和保护;④远方控制系统—根据式(8)完成控制指令电压Ug的计算并下发至主控制系统,且包括带钢速度v检测、温度检测辅助控制等环节;⑤人机界面—显示系统实时电压、电流等电气量数据、运行状态、故障信息以及设置下发系统及装置各种参数及控制系数。
按照电阻加热软熔设备搭建的实验平台,相关实验的参数设置为:网侧电压us取380V,电容C取4700μF,器件IGBT的开关频率为6.4kHz。
(1)实验1:变流器合闸启动实验
实验目的是观测电容电压在合闸启动阶段的动态状况。实验波形如图6所示,图中直流电压udc经过一个大约1.5s的缓慢上升的过程后保持稳定。
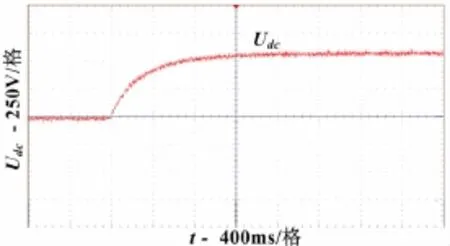
图5 变流器合闸启动时直流电压波形
在三相不控整流电路与电网合闸瞬间,由于此时电容电压不能突变,初始值为0,整流桥会通过电容短路并形成较大的短路冲击电流。为此,必须增加软充电环节,本设计中在整流桥直流侧与电容之间串入一个晶闸管与电阻并联的机构。合闸上电初始阶段晶闸管截止,整流器通过电阻对电容充电,充电结束直流侧电压稳定后,触发晶闸管导通,旁路软充电电阻。
(2)实验2:逆变实验
实验目的是验证SPWM触发脉冲形成精度和实时性。实验波形如图6所示。图中包括SPWM调制参考正弦波电压um和逆变器输出电压u两种波形,这里取调制比m=0.8。
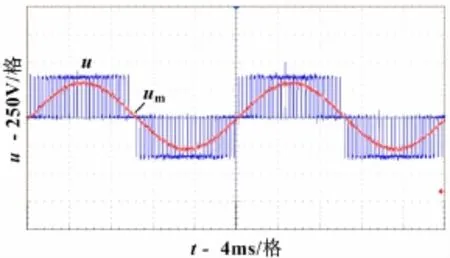
图6 调制参考电压与逆变器输出电压波形
如图所示,逆变器输出电压u与调制正弦波基本同步,且PWM波形按照正弦规律变化,说明了SPWM脉冲生成准确基本同步。
(3)实验3:电压跟踪控制实验
实验目的是验证电压PI跟踪控制的效果,实验波形如图7所示。试验中,给定电压Ug从200V突变到340V。为了清晰的观测电压跟踪情况,在逆变器交流侧设置RC滤波电路,滤除高频开关分量。由图可见,大约经过1-2个周波的过渡过程,电压即能达到稳定状态。可见,电压跟踪动态性能较好,响应速度较快。此外,由于Ug由远方控制器给定,无法直观的用波形表示出来,可通过观测逆变器输出电压的有效值并与给定电压相比较。实验表明,电压稳态跟踪误差很小。
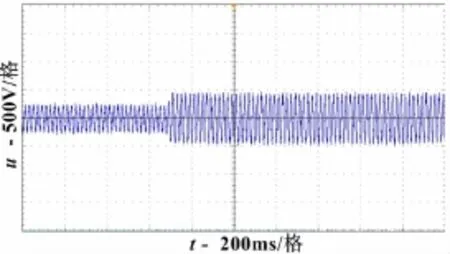
图7 逆变器输出电压跟踪控制波形
5 结语
本文介绍了一种针对电气工程专业的“计算机控制系统”课程设计方案。一方面,我们将计算机控制系统相关知识运用到镀锡带钢电阻软熔的实际生产过程中,通过对电阻软熔生产工艺和电阻软熔控制原理的分析,来解决镀锡带钢电阻软熔控制的实际问题;另一方面,通过分析研究电阻软熔加热电气设备电压稳定控制,进一步加强了对电力电子变流器的电气特性和相关控制知识的理解和应用。最后,通过实验硬件平台的搭建和软件程序的编写,以及相关实验的完成,培养了学生综合运用电气工程和计算机控制技术分析和解决实际系统问题的能力。
[1] 黄正芳,李东江,钱钢.电镀锡机组软熔控制分析及改进[C] .2005中国钢铁年会论文集,pp.273-277
[2] 许胜,赵剑锋,倪喜军,等.SPWM-2H桥逆变器直流侧等效模型研究[J] .北京:电工技术学报,2009,24(8):4-8
[2] 张崇巍,张兴.PWM整流器及其控制[M] .北京:机械工业出版社,2003
猜你喜欢
少儿美术(2019年1期)2019-12-14
幼儿100(2019年26期)2019-09-10
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电测与仪表(2016年8期)2016-04-15
通信电源技术(2016年4期)2016-04-04
中小学电教(2016年3期)2016-03-01
电测与仪表(2015年16期)2015-04-12
电测与仪表(2014年19期)2014-04-04
