双向角接触推力球轴承套圈沟道磨削与测量
2011-10-11 03:10王冰
哈尔滨轴承 2011年2期
王 冰
(中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036)
1 概述
为了适应轴承市场需要,开发了新产品双向角接触推力球轴承BTM系列,该轴承其结构特点为不可分离式,仅能承受轴向负荷,且承受轴向载荷的能力较高,由于幅高高度较低,结构配置紧凑,特别适于精密的高转速状态下工作。工作时套圈和钢球处于轴向加载状态,具有较高轴向支承刚度和旋转精度。轴承内、外套圈沟道无沟底,直接用常规方法对表无法测量,所以必须采用间接方法和比较测量来完成套圈的检测。此轴承内、外套圈结构如图1。现以内圈为例进行分析,内圈采用同尺寸常规套圈做标准件,此标准件为常规全沟 R 标准套圈。用此标准件对表,测量点与加工套圈实测点位置重合,且以加工套圈实测点为基准进行测量。
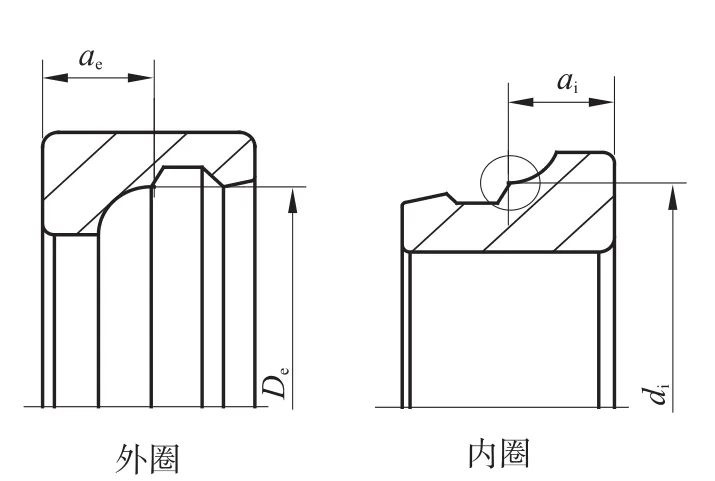
图1 轴承套圈结构
2 沟道磨削与测量

图2 沟径尺寸测量
此类轴承与常规角接触球轴承套圈加工相比,其不同点在于常规产品内滚道采用支沟磨沟,加工方便、累计误差小。而无沟底不能支沟磨削工件,只能以内挡边径做支撑磨削沟道,这样对定位基准内挡边径尺寸精度要求非常严格,为保证沟道加工精度要求,此产品增加内挡边径磨削工序,采用粗磨、终磨、精整内挡边径三次磨削加工,以保证其精度要求。加工中内沟磨削采用精度高的内沟磨床3MZ1320切入磨削。沟道加工方法:首先依工艺图尺寸,磨削加工同尺寸标准的全沟道R套圈样件,通过对标准套圈计量,作为标准样件。此样件与工艺要求相符。沟道尺寸测量采用D022仪器,首先以加工套圈确定沟位置,其位置在沟曲率能够测到的某点直径上作为测点,以套圈标准件在相应的点上对表后进行测量。根据标准套圈与加工套圈沟曲率径向各点相同原理,实现沟底径测量。如图2所示。
沟位置测量:用沟位置样板做套圈沟位置初加工检查,用大范测量里侧透光,用小范测量外侧透光,但对这种沟曲率接触面本身小,精度要求又高的产品,也要配合沟曲率样板涂色检查曲率情况。样板检测如图3所示。
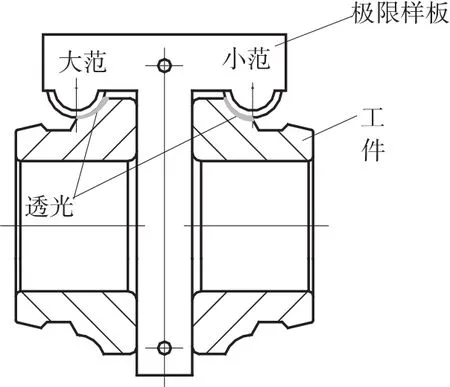
图3 沟位置测量
3 结论
用比较方法解决此类产品加工与检测,实践证明不但保证了产品质量,实现了角接触高精度精密轴承对于尺寸、精度、加工的精确要求,充分满足了用户需求,而且实现了现有普通磨床对无沟底套圈高精度磨削加工,提高了生产效率,解决了生产中的难题,适用于行业推广此类轴承加工。
猜你喜欢
科学技术创新(2022年30期)2022-10-21
新作文·小学低年级版(2022年6期)2022-08-30
机械工业标准化与质量(2022年4期)2022-08-12
数学小灵通(1-2年级)(2022年6期)2022-06-17
电子制作(2018年10期)2018-08-04
创新作文(小学版)(2018年31期)2018-05-16
实用中西医结合临床(2015年7期)2015-02-28
汽车零部件(2014年5期)2014-11-11
锻造与冲压(2014年20期)2014-10-10
组合机床与自动化加工技术(2014年12期)2014-03-01