
高速车削钛合金时硬质合金刀具和涂层刀具的寿命分析*
2011-09-28 13:18李友生吴冲浒陈荣德
制造技术与机床 2011年6期
李友生 吴冲浒 陈荣德
(厦门金鹭特种合金有限公司,福建厦门 361006)
钛合金材料具有密度小、强度高、抗腐蚀性好等优良特性[1-3],在航空航天、汽车、化工、医疗等领域获得越来越广泛的应用。同时它还具有导热系数小、高温化学活性大、弹性模量低、与其他金属材料摩擦系数大等特性,所以就切削加工性而言,钛合金材料又是一种典型的难加工材料[4-5]。实际生产中,钛合金的切削加工通常都是在低速、低效和大量使用冷却液的条件下进行。
随着刀具材料的不断发展,刀具性能的不断提高以及人们环保意识的不断增强,钛合金材料的高速干切削或准干切削技术成为可能,并逐步成为一种发展趋势。但目前,关于如何指导钛合金的高速干切削加工的研究并不多。本文中,笔者采用硬质合金刀具和硬质合金TiAlN涂层刀具在相同切削参数下对钛合金(Ti-6Al-4V)进行了高速干车削的正交试验,通过对试验结果的多元线性回归分析,得到了两种刀具材料在高速干车削钛合金时的刀具寿命试验公式,从而为钛合金的高速干切削技术的应用提供了理论和试验依据。
1 试验方案
在CA160车床上使用型号相同的硬质合金刀具和硬质合金涂层刀具,配合型号为 DSSNR2020K12KC04的刀杆进行高速干车削加工钛合金试验,刀具的前角 γ0=15°,后角 α0=15°,主偏角Kr=45°,刀尖圆弧半径r=0.8 mm。表1为硬质合金刀具(A)和涂层刀具(B)的成分及性能。工件材料为Ti-6Al-4V,主要成分为:6%Al,4%V,其余为 Ti。表 2为工件材料钛合金的物理特性。采用三因素三水平的正交试验法对钛合金进行高速干切削试验,实验设计见表3所示。刀具在切削一段路程后使用工具显微镜对后刀面的磨损进行测量,测量后刀具达到磨钝标准(VBmax=0.6 mm)时所对应的刀具使用寿命。

表1 硬质合金和涂层刀具的成分及性能

表2 工件材料钛合金的物理特性

表3 所用切削参数正交实验表
根据广义泰勒公式,刀具的寿命经验公式可以表示为[6-7]:

两边同时取对数,得:
lnT=lnCT+xlnv+ylnf+zlnap(2)
式中:T为刀具寿命,min;CT为刀具寿命系数;v、f和ap为对应表3中的切削参数;x、y和z分别为各个切削参数对刀具寿命的影响指数。
通过9组正交试验,可以反求lnCT、x、y和z,从而求出刀具的寿命经验公式。假设lnCT、x、y和z分别为β0、β1、β2和 β3,而参数 lnT、lnv、lnf和 lnap设为y、x1、x2和x3,则刀具寿命公式的数学模型可以简化为[8-9]:

若不考虑试验误差的影响,由最小二乘法可知:

式中:X′是X的转置矩阵,(X′X)-1为X′X的逆矩阵。
2 试验结果及分析
试验所获得两种刀具的使用寿命见表4所示。
2.1 切削参数对刀具寿命的影响
从表4可以看出当3个切削参数都选用最低水平时(试验1),两种刀具的使用寿命都可以超过100 min,而随着所选用的切削参数值越来越高,刀具的使用寿命急剧减少,甚至只有几分钟。
根据正交试验的结果,利用计算机数值计算,通过多元线性回归分析可以求出刀具的寿命经验公式。硬质合金刀具和硬质合金涂层刀具的寿命经验公式分别用式(5)和(6)来表示:

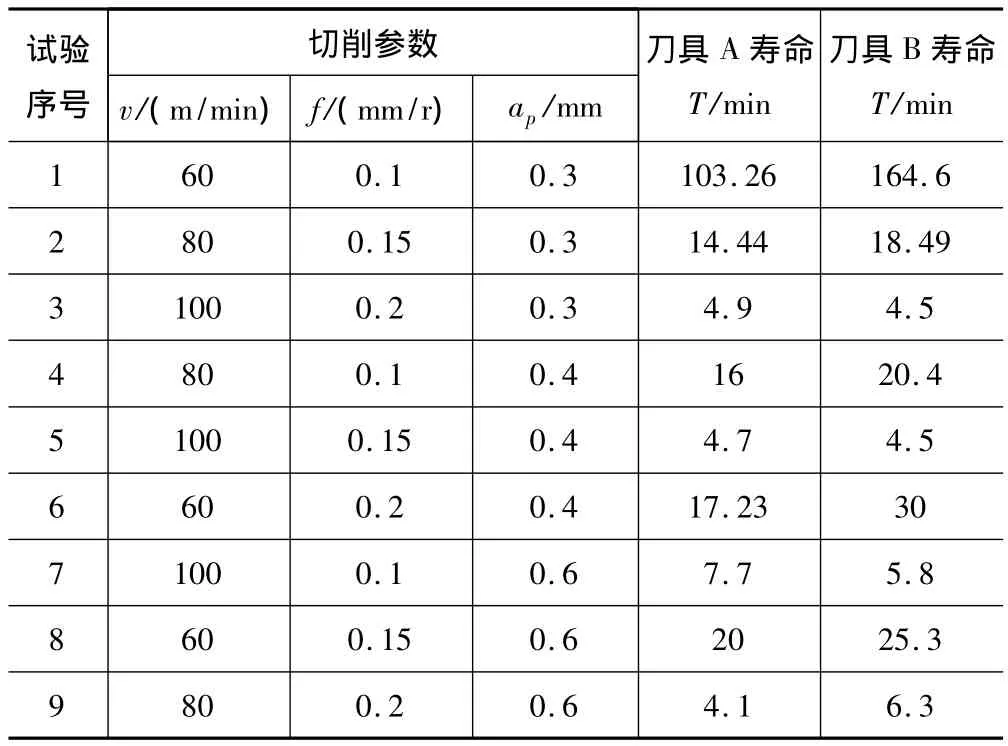
表4 两种不同刀具的正交实验结果
从刀具寿命经验公式中可看出,高速干车削钛合金时,两种刀具的寿命与切削参数之间均有着相同的变化规律:3个切削参数对于刀具的寿命均为负影响,即随着3个切削参数的增加,刀具寿命都会随之减小,但三者对刀具寿命的影响程度各不相同,其中速度v对硬质合金刀具和涂层刀具的使用寿命影响最大,其次是进给量f,对刀具寿命影响最小的是切深ap。
切削加工钛合金时,切削速度对刀具寿命的影响显著。这是因为钛合金与刀具材料的摩擦系数大,在高速切削加工时,切屑与刀具表面在极大压力下剧烈摩擦,瞬时产生很高的切削温度,而钛合金材料的导热系数低,切削时切屑带走的热量较少,更多的热量集中在刀具表面,形成很高的切削温度,高的切削温度会软化刀具材料,极大降低了刀具的使用性能,从而严重影响刀具的使用寿命[10]。
2.2 涂层对刀具寿命的影响
从表4中,还可以发现硬质合金涂层与未涂层刀具所表现的性能是各不相同的。总体而言,涂层刀具的使用寿命比未涂层刀具的寿命要高,但是在试验3、5、7中出现了相反的情况,此时涂层刀具的寿命反而低于未涂层刀具的寿命。分析试验3、5、7所对应的加工参数可以发现,这3组试验中,所用的切削速度均为100 m/min,是本次实验中的最高速度,这说明低速切削加工钛合金时,在刀具寿命方面,涂层刀具的优势明显好于未涂层刀具,而切削速度较高时,涂层刀具的优势迅速减小,甚至优势转变为劣势。从公式(5)和公式(6)中切削速度v的系数也可以看出,切削速度对于涂层刀具的影响程度大于对未涂层刀具的影响。
产生这一现象的主要原因与刀具的磨损形式和磨损机理有关。低速切削时,涂层刀具表面的涂层材料硬度较高、抗氧化温度较高、涂层与工件材料的摩擦系数较低,低速切削加工时,刀具表面的涂层能很好地保护刀具基体,从而延长了刀具寿命;而高速切削时,由于切削温度非常高,当切削温度高于涂层材料承受的温度时,涂层就丧失了保护作用,此时涂层刀具和未涂层刀具的使用寿命相差无几。
2.3 刀具寿命公式验证
依据正交试验得到的刀具寿命经验公式,可以绘制不同切削参数下刀具的使用寿命理论曲线。
在不同于正交试验的切削参数下再进行刀具的切削试验,试验验证得到的刀具寿命与刀具寿命理论曲线相比较,从而可以检验刀具寿命公式的准确性。图1为两种刀具的切削试验验证寿命与刀具寿命理论曲线对比,其中两种刀具试验验证的切削参数分别为:v=70 m/min,f=0.1 mm/r,ap=0.4 mm;v=90 m/min,f=0.1 mm/r,ap=0.4 mm。
从图1中可以发现:刀具切削验证点的使用寿命都与刀具理论寿命曲线非常接近,这说明通过线性回归分析得到的刀具寿命经验公式是比较准确的,寿命经验公式可以作为高速干切削加工钛合金材料的指导依据;通过正交试验及切削验证试验,还可以发现当切削速度低于85 m/min时,硬质合金刀具和涂层刀具的实际使用寿命会略高于刀具寿命经验公式的计算值,而这又可以在自动换刀的数控机床上作为加工机床换刀的依据。在线刀具磨损检测一直是一个悬而未决的难题,这就使得带刀库的数控机床在自动换刀时缺乏有力支撑。当刀具磨损量较小时自动换刀会造成刀具的浪费,在刀具已磨损过大时再换刀容易造成工件材料的报废,而采用比较准确的刀具寿命经验公式作为自动换刀的依据往往是一个切实可行的方法。

3 结语
通过合理选择切削参数使用硬质合金刀具和硬质合金TiAlN涂层刀具进行Ti-6Al-4V钛合金的高速干切削正交试验,根据试验结果,通过多元线性回归分析得出硬质合金刀具和涂层刀具的寿命经验公式,研究结果表明,随着所选用的切削参数值的升高,刀具的使用寿命急剧减少,其中速度v对刀具使用寿命的影响最大。涂层刀具在低速切削加工钛合金时其寿命优势大于未涂层刀具,但随着速度的提高,涂层刀具的优势迅速减小。当切削速度小于85 m/min,刀具寿命经验公式可以作为数控机床自动换刀的刀具寿命标准。
[1]张春江.钛合金切削加工技术[M].陕西:西北工业大学出版社,1986.
[2]M V Ribeiro,M R V Moreira,J R Ferreira.Optimization of titanium alloy(6Al-4V)machining[J].Journal of Materials Processing Technology,2003,143:458 -463.
[3]张喜燕,赵永庆,白晨光,钛合金及应用[M].北京:化学工业出版社,2005:287-302.
[4]C H Cheharon,A Jawaid.The effect of machining on surface integrity of titanium[J].Journal of Materials Processing Technology,2005,166(2):188-192.
[5]Qu Jun,J B Peter,R W Thomos,et al.Friction and wear of titanium alloys sliding against metal,polymer,and ceramic counterfaces[J].Wear,2005,258(9):1348-1356.
[6]仇启源,庞思勤.现代金属切削技术[M].北京:机械工业出版社,1989.
[7]艾兴,等.高速切削加工技术[M].国防工业出版社,2003.
[8]高允彦.正交及回归试验设计方法[M].北京:冶金工业出版社,1988.
[9]陈魁.试验设计与分析[M].北京:清华大学出版社,2005.
[10]周泽华.金属切削理论[M].北京:机械工业出版社,1992:121-143.
猜你喜欢
山东冶金(2022年4期)2022-09-14
舰船科学技术(2022年10期)2022-06-17
航空发动机(2020年3期)2020-07-24
制造技术与机床(2019年6期)2019-06-25
中国自行车(2018年8期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年8期)2017-06-05
中国自行车(2017年1期)2017-04-16
中国公路(2017年12期)2017-02-06
凿岩机械气动工具(2016年1期)2016-11-11
