
基于西门子系统语言平台的雷尼绍软件二次开发
2011-09-27 03:27李学义
制造技术与机床 2011年6期
李学义
(青海一机数控机床有限责任公司,青海西宁 810018)
随着国内机床制造业和机械加工行业的不断发展,工件测头的使用也变得较为普遍了,它的优势也越来越被广大用户所接受。我厂为某用户制造的配置西门子840D系统的卧式四轴联动加工中心上配备了雷尼绍测头,由于用户加工的工件较大且重,产品大部分由长方体形状的毛坯直接一次装夹加工而成。产品以单件为主,又大又重的工件装夹时手工找正非常困难,也非常危险。为降低制造成本,减轻工人的劳动强度,使用测头来解决这个问题。使用时只需大体上装夹工件到一定的位置,且不改变原加工程序,以工件上的两个工艺孔为基准找出工件的原点及摆放位置,然后进行工件的加工。
为此,我们基于西门子系统语言平台为用户研发了雷尼绍软件二次开发专用软件,解决了用户在加工工件时的实际困难,实现了工件加工自动找出工件原点以及工件的具体放置位置,得到了用户的认可。
1 工艺分析
加工工件用的毛坯如图1所示。用户使用的机床为四轴四联动卧式加工中心,有X、Y、Z、B四个轴,B轴是数控转台,最小分度可达0.001°,工件装夹使用卧式加工中心上常用的弯板,弯板放置在工作台上时,不用手工找正,只需夹紧弯板。
图2为工件放置样式图。我们要找出工件的原点和摆放位置,需要以下三步:

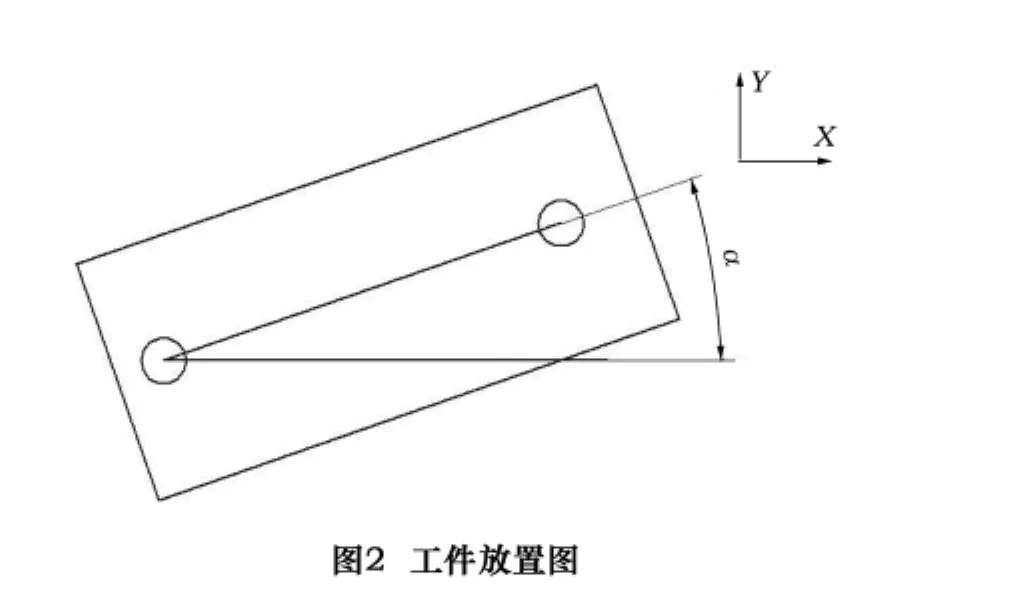
(1)假设弯板装夹工件的面与主轴不垂直,可以用B轴旋转来达到弯板装夹工件的面与主轴垂直。此时可以用雷尼绍测头在弯板上沿X轴方向取两个点坐标,以此时两点在Z轴方向的差值来计算转台需要旋转的角度。
(2)工件是长方体形状的,且上面两端都各有一个工艺孔。可以用两工艺孔找出工件在XY平面内的位置,以找正时第一个孔的中心坐标为坐标系原点,以两孔中心连线与机床X轴夹角来确定工件在XY平面内的位置,确定旋转坐标系时所需要的角度。
(3)转台转到坐标系原点位置时,以雷尼绍测头测出工件坐标系零点值Z。
2 程序设计及应用
我们要找出工件具体的位置,需要有四个坐标值X、Y、Z、B和工件装夹在XY平面内与X轴夹角。在这个过程中首先找正转台,使得基准平面与主轴方向垂直,然后找出工件的原点和摆放位置,还需要使用西门子840D系统提供的参数。具体使用参数如下:

方括号中逗号前面的值不固定,而是因坐标系等选择的不同而不同。
我们用雷尼绍测头测量出需要的值,再经过数学计算,就可以使用了。计算时可以使用两种方式,西门子系统的R参数和全局数据定义。西门子840D数控系统提供了GUD4到GUD9全局数据定义。我们可以利用在全局数据定义一个或几个数组,以便在程序中使用这个参数。例如在GUD4中做如下定义:
DEF REAL NAME[n]
这里的 NAME[n]由我们指定,如 LCEKONG[18]。定义完成后还要激活GUD4中定义的参数。当激活用用户参数后,就可以在程序中使用该参数了。然后以T1刀具号为雷尼绍测头刀具号进行编程。程序中以L98开头的程序均是雷尼绍测量软件。

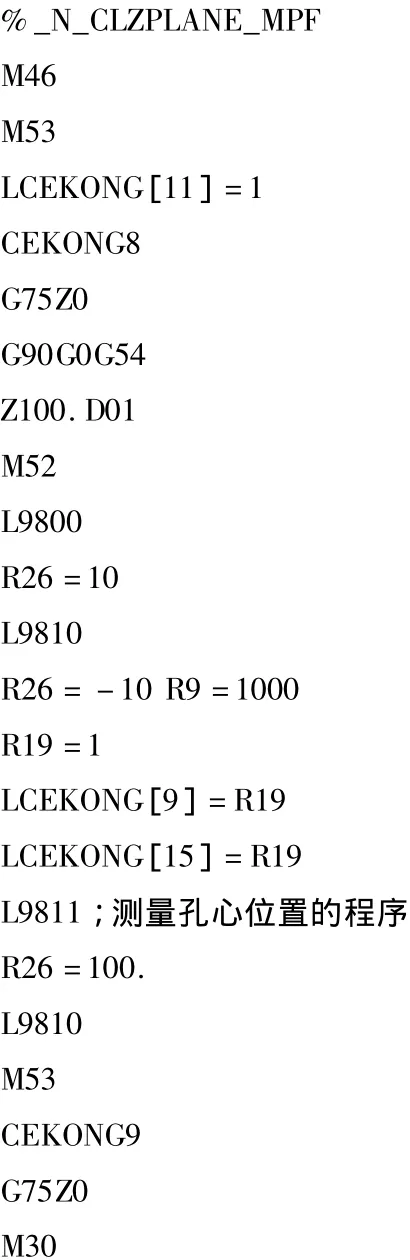
2.1 转台找正程序设计
首先更换刀具为雷尼绍测头,再手动将测头移动到要测量的位置。然后开始执行转台找正的程序,如图3所示。

2.2 两工艺孔找正程序设计
首先更换刀具为雷尼绍测头(如果有必要),再手动将测头移动到要测量的位置。运行程序前要测出两孔大概直径,测量的孔径误差不大于10 mm。然后开始执行两孔找正程序的程序,以该程序第一次运行时所测的孔为坐标系原点,以第二次运行时所测的孔位置确定工件的摆放位置。目的是利用系统提供旋转坐标系功能在不改变原程序的情况下实现加工。


2.3 Z轴坐标值测量程序设计
首先更换刀具为雷尼绍测头(如果必要的话),再手动将测头移动到要测量的位置附近,开始运行程序。
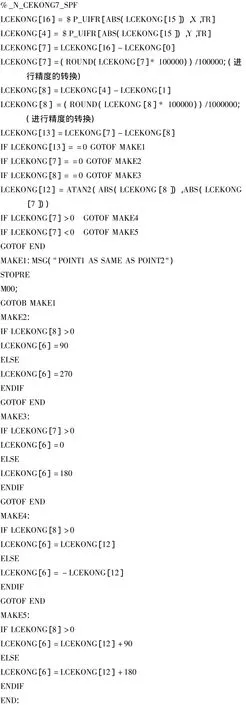
两次测量的孔必需不是同位置上的孔,否则会显示信息,并且程序会停止运行,需要重新测量。
2.4 角度计算程序设计

2.5 辅助程序设计


如果在一个程序执行中使用了复位键,则需要重新测量。
2.6 应用
使用时先将测量转台的程序调出,只需将雷尼绍探针靠近工件表面(远离不超过10 mm)执行程序,程序执行完成后,转台自动会转正。然后将测量两孔程序调出,手动将雷尼绍探针伸进要测量的孔内,开始执行程序;手动再次将雷尼绍探针伸进要测量的另一个孔内,执行程序,如果测量成功,将显示“MEASURE SUCCESS”,新建一个程序,写入程序行:
EXTCAll“CEKONG4.SPF”
EXTCAll“×××”
其中×××为要加工的程序名称和路径,加工时从外部调用这个程序。然后运行程序,就可以加工工件了。
经过实际使用,该程序使用方便,使用原来的程序加工出了合格的工件。
3 结语
结合雷尼绍测头和数控系统提供的参数,我们可以开发适合自己的软件,降低工人的劳动强度,缩短工件的装夹时间,以提高机床的使用效率。
猜你喜欢
语数外学习·初中版(2020年2期)2020-09-10
制造技术与机床(2019年12期)2020-01-06
现代苏州(2019年16期)2019-09-27
制造技术与机床(2018年12期)2018-12-23
能源(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
燕山大学学报(2015年4期)2015-12-25
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28
