
保证两个深孔同轴度的方法
2011-09-27 03:27:12吴飞
制造技术与机床 2011年6期
吴 飞
(重庆齿轮箱厂,重庆 402260)
图1所示为一个非标准设计的高压油缸体。要求孔φ20H7相对于孔 φ40H7的同轴度为 φ0.03 mm。为了保证此同轴度,最好的方法是在精密车床上的一次装夹中先车出孔 φ40H7及其端面,再车铰出孔φ20H7。但是由于孔φ20H7太深太小,车铰此孔时刀具振动得非常厉害,导致加工无法继续进行。

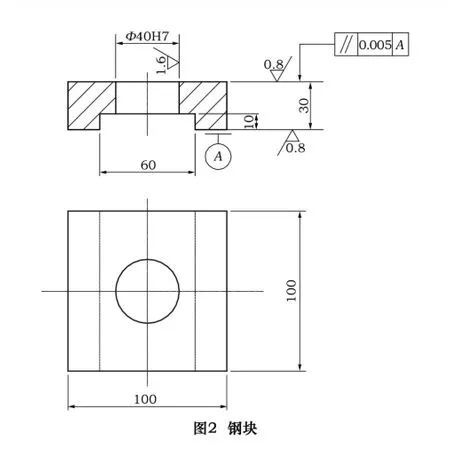
为此我们设计了如下工艺,使加工变得非常容易。先制作一钢块(图2)及一圆柱销(图3)。用小压板和螺栓把钢块固定在立式加工中心的工作台上之后,在钢块的中部由立加的主轴的刀具镗一通孔φ40(-0.02/-0.04)mm;然后把圆柱销压入此孔中;再把工件套在此圆柱销上,以工件的端面为定位基准安装工件,并用压板压紧(图4)。


这时,由于钢块上的孔是加工中心自身的主轴镗出来的,它必然与主轴同轴。因此加工中心主轴上的刀具就很容易加工出孔φ20H7,并保证它相对于孔的φ40H7的同轴度。
猜你喜欢
中学生数理化·八年级物理人教版(2023年4期)2023-05-05 07:29:28
设备管理与维修(2022年21期)2022-12-28 07:34:02
橡塑技术与装备(2022年12期)2022-12-12 06:42:28
家庭影院技术(2021年3期)2021-05-21 02:15:12
冶金设备(2019年6期)2019-12-25 03:08:46
制造技术与机床(2018年8期)2018-10-09 08:27:28
电镀与环保(2017年6期)2018-01-30 08:33:37
设备管理与维修(2016年6期)2016-03-16 02:21:54
制造技术与机床(2015年10期)2015-04-09 07:05:42
云南电力技术(2014年1期)2014-06-23 02:44:12
