
提高3 kg金锭外观质量的生产实践
2011-09-23 16:46:32陈海军
湖南有色金属 2011年4期
陈海军,刘 超
(河南豫光金铅股份有限公司,河南济源 454650)
提高3 kg金锭外观质量的生产实践
陈海军,刘 超
(河南豫光金铅股份有限公司,河南济源 454650)
介绍了某公司针对3 kg金锭外观质量问题,经过分析研究和不断实践,改进了3 kg金锭的操作工艺,提高了3 kg金锭外观质量。
3 kg金锭;外观质量;金锭一次交检合格率
某公司2006年已达到年产黄金1 400 kg,随着产量的逐年递增,到2010年已达到年产黄金2 600 kg。
2006年元月该公司成为上海黄金交易所会员单位,从这时起该公司所生产的3 kg金锭必须交到上海黄金交易所进行交易。当时生产的金锭品位可以达到3 kg金锭国家标准[1]中的IC-Au99.95标准,外观质量还不能达到3 kg金锭国家标准[2]中的金锭表面质量的标准,因此提高3 kg金锭外观质量的任务迫在眉睫。
经过5 a的研究和不断摸索、改进,该公司生产的3 kg金锭经公司质检部门检验后可100%达到3 kg金锭国家标准[1]中的表面质量的标准,能够在上海黄金交易所进行交易。
1 3 kg金锭生产工艺流程
3 kg金锭生产工艺流程图如图1所示。

图1 3 kg金锭生产工艺流程图
该公司3 kg金锭生产工艺如下:首先把萃取金粉熔化,其次把模具加温、熏烟,待金液温度合适进行浇铸,然后脱模、蘸酸、清洗、裁锭头、再清洗、称重,如果重量在2 950~3 050 g之间即可入库,经公司质检部门检验外观达到国家标准即可在上海黄金交易所进行交易。
2 3 kg金锭外观质量问题和国家标准要求[1]
2006年前3 kg金锭存在以下外观质量问题:(1)金锭表面有水波纹、吸坑;(2)金锭棱角有不完整的现象;(3)金锭表面有夹渣现象;(4)金锭表面有麻坑现象。
国家标准[1]中的金锭表面质量要求:(1)金锭表面应平整、洁净,边、角完整,无飞边、毛刺;(2)金锭不允许有空洞、夹层、裂纹、过度收缩和夹杂物;(3)不允许有浇铸切口以外的其他机械加工的痕迹。
3 原因分析
3.1 金锭表面有水波纹、吸坑的原因分析
经过分析研究认为浇铸金锭时,金液在模具里的凝固时间跟模具温度和浇铸速度有密切关系[2]。在浇铸速度一定时,模具温度的高低对金液在模具里凝固的速度呈反比关系,跟金锭表面水波纹多少呈正比关系。模具温度越高,金锭凝固越慢,金锭表面水波纹越少,见表1。因此模具温度的均匀程度对金锭表面质量会产生直接影响。

表1 模具温度和金锭凝固时间、金锭表面水波纹的关系
由表1可以看出,模具温度越高,金液在模具里的凝固时间越长,水波纹越少,实践证明模具温度大于250℃,模具表面不易熏上烟灰,模具温度的均匀度对金锭表面质量产生直接影响。因此如何选择合适的、均匀的模具温度是生产没有水波纹金锭的关键因素。
在模具温度一定时,浇铸速度和金锭表面水波纹、吸坑的多少关系如表2。

表2 浇铸速度和金锭表面水波纹、吸坑的关系
浇铸金锭时,浇铸速度应与模具内壁的灰层的升华速度一致。从表2可以看出,在模具温度恒定时,金锭浇铸速度大于灰层的升华速度(快数浇铸),表面水波纹少,锭面生产气泡造成锭面吸坑面积大;金锭浇铸速度小于灰层的升华速度(慢速浇铸),表面水波纹多,吸坑面积小。因此在模具温度恒定时,如何选择合适浇铸速度是金锭避免水波纹和吸坑的关键因素。
3.2 金锭棱角不完整的原因分析。
经分析研究,金锭棱角完整与否与金液进入模具里的角度有直接关系。
当金液垂直流到模具里时,模具里的液体翻动对四个棱角的冲击力度是相等的,因此,金锭的四个棱角均比较完整,如图2所示。

图2 垂直浇铸金锭
当金液倾斜进入模具里时,液体对四个棱角的冲击力不同,在液体冲击点的位置液面未上升到此,灰层已被冲刷掉以致金锭棱角产生夹渣或气孔,即造成棱角不完整,如图3所示。

图3 大倾角浇铸金锭(改造前)
由以上分析可知,要确保金锭四个棱角完整,图2是最佳选择,因此金锭浇铸时使金液尽可能垂直进入模具里是保证金锭棱角完整的努力方向。
3.3 金锭表面夹渣的形成原因分析。
金粉在熔炼的过程中,石墨坩埚可能会有小颗粒脱落在金液表面,在浇铸金锭时,如果不能有效阻挡液面的杂质,杂质就会进入模具里,当金液凝固时杂质被凝结到金锭表面,影响金锭质量。
因此在浇铸金锭时,有效阻挡坩埚中金液表面杂质就会避免金锭表面夹渣现象。
3.4 金锭表面有麻坑的原因分析
理论分析认为金锭表面质量与模具表面光洁度有直接关系。模具表面越光滑,金锭表面质量也越光滑。
通常金锭生产工艺是金锭浇铸前,在模具的内表面熏一层乙炔灰,可以有效保护金锭模具表面不被高温金液腐蚀,还可以方便金锭脱模,最重要的是灰层有助于形成表面质量好的金锭。
因此金锭表面熏的灰层是否光滑、致密,对金锭表面的质量会产生至关重要的影响,它也是金锭表面是否有麻坑的重要影响因素。
4 改进生产的实践方法
4.1 模具加温
2006年前该公司在熔化金粉时,把模具放在炉口进行加温,后来使用测温枪对模具测试,得知这种加温方式存在缺点,即模具加温不均匀、模具温度不宜控制。2006年下半年公司制作了模具加温箱,可以保证模具温度均匀、恒定,这为金液在模具里均匀流动、均匀凝固成型提供了保证。
实践证明,使用加温箱里的模具浇铸的金锭比使用炉口加温的模具浇铸的金锭表面出现水波纹的几率少1/2。通过改变模具加温方式,可有效降低金锭表面出现水波纹的几率。
4.2 模具熏烟
2006年前该公司单纯使用乙炔进行熏烟,经过实践、分析发现这种方法熏的烟层比较松散,不够致密,而且表面不够光滑平整,进行金锭浇铸时模具上的烟层易被金液冲刷掉,浇铸出的金锭表面不够光滑平整,有较多麻坑。
如何使模具表面熏的烟层能够达到致密、平整、光滑。2006年下半年该公司相关人员经过分析,认为使用氧缺焰进行熏烟将会取得上述效果。
经过长期实践证明,使用氧缺焰多次熏模具表面后,模具表面的烟层可达到致密、平整、光滑,这种情况下浇铸的金锭表面光滑、平整、无麻坑。
4.3 浇铸方法的改进
2006年该公司金锭浇铸方法是:待坩埚金粉熔化温度合适时,用一把钳子夹住坩埚,把坩埚放到一个支点上,支点略低于金锭模具上表面,然后进行浇铸。金液进入模具的方向和垂直方向角度偏大,见图3大倾角浇铸金锭。
这种方法存在诸多缺点:(1)浇铸时支点、浇铸口不能前后、高低移动;(2)浇铸时金液会冲刷到模具一侧,在模具下边形成漩涡,造成金锭浇铸点的棱角不完整。
2007年该公司根据以前浇铸存在的诸多缺点,进行浇铸方法的改造。首先尝试垂直浇铸方法,该方法不易操作。随后该公司制作了一副两个人抬的坩埚夹,(因为铸金车间房子高度不够,不能使用电葫芦。)在浇铸金锭时两人抬着坩埚向模具里浇铸,可减小浇铸的金液与垂直方向的角度,可使金液直接流到模具底部。见图4小倾角浇铸金锭。以后条件允许的情况下增加一台电葫芦吊着坩埚效果会更好。

图4 小倾角浇铸金锭(改造后)
小倾角浇铸金锭可以有效地避免大倾角浇铸金锭的缺点。它可以实现支点、浇铸口前后、高低自由调节,坩埚口在适当的位置,可使金液直接流到模具底部,避免冲刷模具某个侧面,从而避免两个棱角受到较大冲击力影响棱角的完整度。经过几个月的实践证明这种方法浇铸的金锭棱角比较完整。
4.4 金锭浇铸时坩埚里的液面保护
2006年上半年在金锭浇铸时避免坩锅里的液面杂质流出使用纯乙炔火焰向里吹液面的方法,该火焰压力小、温度低。2006年下半年在金锭浇铸时坩锅里的液面保护改为氧炔焰,压力大、温度高。实践表明使用氧缺焰保护坩埚液面浇铸的金锭比使用纯乙炔保护坩埚液面浇铸的金锭干净,减少了夹渣现象。
4.5 浇铸速度
2007年前该公司生产金锭时没有特别注意把握金锭的浇铸速度,生产的金锭表面存在有吸坑或水波纹现象。
2007年随着金锭外观质量标准的不断提高,该公司相关人员经过认真分析和实践认为把握好金锭浇铸速度也尤为重要。研究实践表明浇铸速度过快金锭表面会有吸坑,浇铸速度过慢金锭表面会有水波纹。该公司经过2 a的研究实践摸索出“慢-快-慢-补浇”的浇铸方法,并熟练掌握这套技术,从2007年下半年起,浇铸的金锭表面基本没有吸坑、水波纹。因此合适的浇铸速度是避免金锭表面水波纹、吸坑的关键环节。
5 实践效果
2006年与2010年影响金锭外观质量的因素与其对应不合格金锭所占比例的对比情况如图5所示(X轴是影响金锭质量的因素,1是金锭表面水波纹, 2是金锭棱角不完整,3是金锭表面有夹渣,4是金锭表面有麻坑;Y轴是各种因素造成不合格金锭所占的比例)。
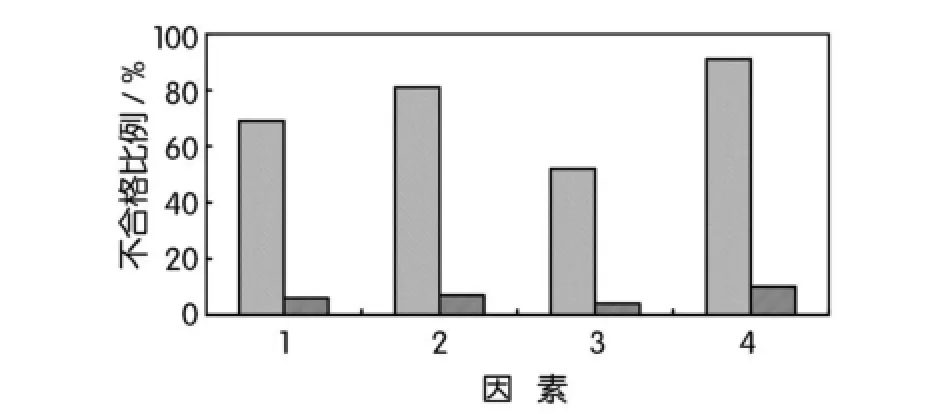
图5 2006年、2010年影响金锭外观质量的因素与其对应不合格金锭所占比例的对比
从图5可以看出,水波纹造成的不合格金锭从69%降低到6%,棱角不完整造成的不合格金锭从81%降低7%,夹渣造成的不合格金锭从52%降低到4%,麻坑造成的不合格金锭从91%降低到10%。该公司经过5 a的生产实践极大地降低了这四个因素对金锭外观质量的影响。而且从图5还可以看出,金锭表面有麻坑仍然是影响金锭外观质量的主要因素。该公司经过5 a的不断摸索实践,金锭一次交检合格率逐年上升。该公司连续5 a的金锭产量和金锭一次交检合格率情况列于表3。

表3 2006年至2010年间的金锭产量和金锭一次交检合格率
从表3可以看出,该公司金锭产量和一次交验合格率逐年上升,2010年该公司金锭产量达到2 600 kg/a,金锭一次交检合格率达到95%。经公司质检部门检验合格的金锭可以100%交入上海黄金交易所仓库进行交易。
金锭一次交检合格率的提高减少不合格金锭的二次熔铸,同时降低了金锭的损耗,提高了经济效益。
6 结束语
1.避免金锭表面有水波纹、吸坑的技术改进是: (1)采用加温箱给模具加温;(2)合适的浇铸速度。
2.避免金锭棱角不完整现象的技术改进是改进金锭浇铸方法即坩埚高低、前后可以自由调节。现在采用两人抬坩埚,将来使用电葫芦吊着坩埚浇铸效果会更好。
3.避免金锭表面有夹渣现象的技术改进是加大坩埚里液面保护力度即使用氧炔焰。
4.避免金锭表面有麻坑现象的技术改进是模具熏烟方式的改进,即采用氧炔焰对模具多次熏烟。
实践证明该公司在5 a的时间里摸索出的几点技术改进极大地提高了3 kg金锭外观质量,达到了国家金锭外观质量标准,能够在上海黄金交易所进行交易。
笔者认为3 kg金锭的生产过程除了采用本文中谈到的几点技术改进,其它的每个生产环节都必须认真细心地操作才能生产出更高质量的金锭。
[1] G B/T 4134—2003,金锭[S].
[2] 孙戬.金银冶金(第2版)[M].北京:冶金工业出版社,1998.
Abstract:The paper introduces the 3 kg gold bullion appearance quality problems of some company.Through the analysis and continuous practice,it has improved the operation process and appearance quality of the 3 kg gold bullion.
Key words:3 kg gold bullion;the appearance quality;gold bullion once qualified persons
Production Practice of Improving the Appearance Quality of 3 kg Gold Bullion
CHEN Hai-jun,LIU Chao
(Henan Yuguang Gold and Lead Co.,Ltd,Jiyuan454650,China)
TF123.2
A
1003-5540(2011)04-0028-04
2011-05-16
陈海军(1975-),男,助理工程师,主要从事贵金属冶炼技术管理工作。
猜你喜欢
少年文艺·我爱写作文(2023年9期)2023-10-16 08:35:52
天工(2023年13期)2023-10-01 10:16:34
收藏与投资(2023年8期)2023-09-07 08:45:08
智族GQ(2019年11期)2019-11-15 09:12:31
智族GQ(2018年10期)2018-05-14 16:41:24
设计(2017年10期)2017-11-06 08:53:18
当代陕西(2017年12期)2017-08-15 00:44:21
知音海外版(上半月)(2017年6期)2017-06-21 20:57:43
山东工业技术(2017年8期)2017-05-08 06:44:13
数学大王·趣味逻辑(2017年1期)2017-02-08 21:46:39
