液压顶升装置在烟气湿法脱硫改造工程中的应用
2011-09-04 10:26李有伟董常辉
综合智慧能源 2011年8期
李有伟,董常辉
(华电工程(集团)有限公司环保南京分公司,江苏 南京 210013)
0 引言
贵州某电厂烟气湿法脱硫装置投运以后,由于煤炭市场供应不稳定,实际运行煤质与原设计煤种存在较大偏差,电厂长期燃用煤种含硫量与设计煤种相比偏高,燃煤发热量也比设计煤种低,造成脱硫装置入口SO2质量浓度远高于设计值,导致脱硫装置出口SO2排放质量浓度超过环保排放要求,因此,必须对电厂现有脱硫设施进行增容改造。在改造中,吸收塔浆液池需要加高2.5 m,增加2层厚度为16 mm的壁板(板宽为2.0 m和0.5 m的壁板各一层),增加1层喷淋层装置。考虑工期及吊装费用问题,采用倒装顶升法安装吸收塔壁板,选用液压顶升装置作为倒装机械;考虑吸收塔最底层有浆液循环管道接口、地脚螺栓加强肋、壁板与底板接缝等因素影响,浆液池加高位置拟选择在2.0 m高度处。
1 吸收塔加高顶升设备的选择
1.1 设备参数
SQD-160-100S.F型液压提升机的主要技术性能见表1。吸收塔原罐体直径为12 m,高度为38 m,其主要参数见表2。
1.2 提升所需液压顶数量和配置原则
塔主体顶升施工时,顶升点数量一般由下列3个因素确定
(1)提升重量,即顶升塔体及附加荷重。顶升最大总重量按下式确定

式中:∑Pb为不包括不需要顶升的底层壁板的所有壁板重量;Pd为塔顶重量;Pp为附件重量;Pj为施工机具重量;K为系数,考虑摩擦力及不均衡等因素,K 可取1.2 ~1.5。

表1 SQD-160-100S.F型液压提升机主要技术性能

表2 吸收塔原罐体主要参数
(2)液压顶的提升能力,根据每台机具的额定起重量(Pe)和所要提升的最大总重量Pmax,确定所需机械的台数,即n≥Pmax/Pe。
由于该项目设备直径较大,塔上原有附件重量不均,为保证设备平稳顶升,液压顶的布置间距不易过大,以防止顶升过程中设备失稳。基于上述因素,设备采用22台160 kN液压顶沿塔内壁均匀布置。塔体起升过程中载荷组成为层壁板、壁板加强圈、肋板、管孔附件、内部已安装的喷淋管、顶板及顶部所有组成件,载荷总计约2 820 kN。顶升器单点支撑额定载荷为160 kN,额定起升能力为160×22=3520(kN)。
2 吸收塔本体液压顶升装置参数及原理
2.1 液压系统的技术参数
吸收塔本体提升采用SQD-160-100S.F型液压提升机,其液压系统的技术参数见表3。液压油箱、液压泵站、连接管道组成示意图如图1所示,液压油控制系统原理如图2所示。
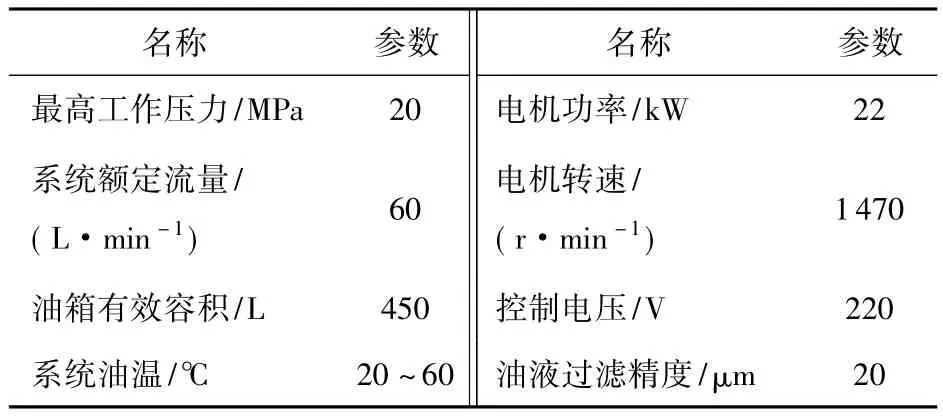
表3 SQD-160-100S.F型液压提升机液压系统的技术参数

2.2 SQD-160-100S.F型液压提升机工作原理
在SQD-160-100S.F型液压提升机使用时,提升杆插入液压顶后,使上、下卡块处于工作状态。当油泵供油时,压力油从下油嘴进入缸体内,由于上卡头自动锁紧提升机,此时下卡头松开,在油压作用下,活塞上升将提升杆带着负荷向上举起,当活塞升满一个行程后油泵停止供油,负荷停止上升,完成提升过程。回油时,压力油从上油嘴进入,此时下卡头锁紧提升杆静止不动,在油压作用下,活塞回程,压力油从下油嘴排出,至此完成一个提升过程。如此往复循环,液压顶将提升杆带着重物不断提升。当完成一个阶段的提升工作后,停止供油,将上、下卡头松开,然后将提升杆放下或拨出。如此反复,直至全部工作结束。SQD-160-100S.F型液压提升机工作原理如图3所示。
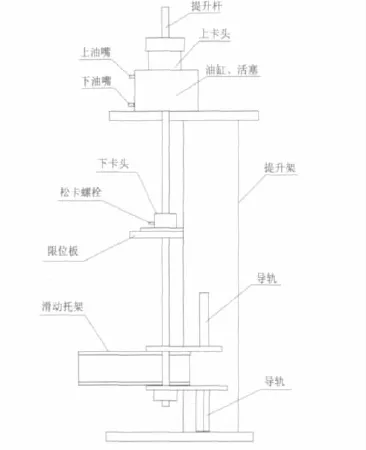
图3 SQD-160-100S.F型液压提升机工作原理
3 吸收顶升施工工艺
3.1 施工程序
(1)拆开塔外原有的管道连接、楼梯平台连接、热工电缆连接、吸收塔原净烟道膨胀节等;
(2)设置液压顶升装置,空载试顶升;
(3)塔体切割,顶升抬高;
(4)往复循环拼装壁板。
吸收塔液压提升倒装工艺程序如图4所示。
3.2 吸收塔顶升装置安装方法
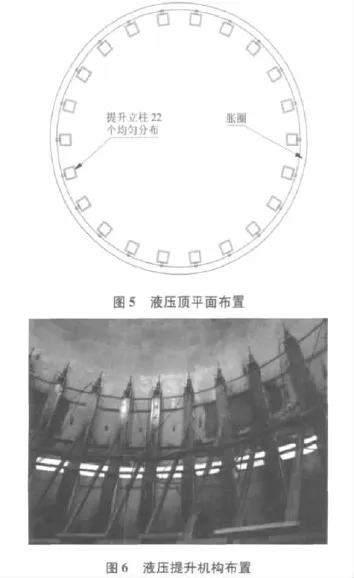
(1)圆周罐壁内侧均匀分布22个支撑点,每个支撑点与提升架之间、提升架与底板之间垫长650 mm、宽650 mm、厚20 mm的钢板且满焊,焊脚高度10 mm。每个提升架与垫板焊接的稳定性影响整个罐体提升的稳定,必须平稳垂直固定并在其朝向塔中心面的两侧用2根斜支撑槽钢加固,各提升架横向使用槽钢连接成整体。必要时可增加1根连到中心的径向水平拉绳(钢丝绳),使所有提升架呈辐射形连接。这样的布置方式既可使单个提升架有足够的刚度,又使所有提升架形成封闭系统,充分保证提升系统的稳定性。液压顶平面布置如图5所示,液压提升机构布置如图6所示。
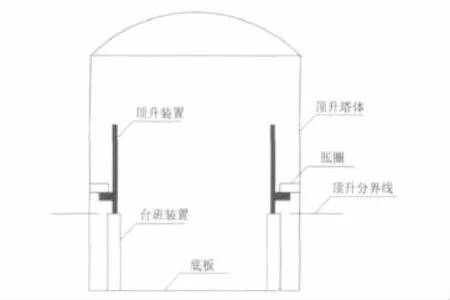
图4 吸收塔液压提升倒装工艺程序示意图
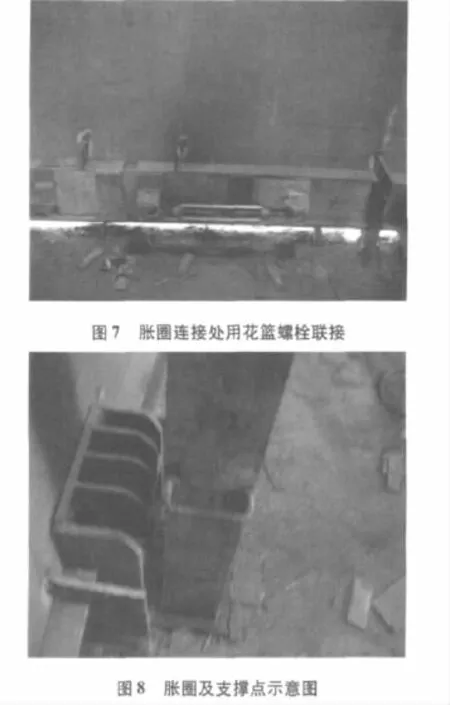
(2)胀圈及支撑点安装。胀圈是提升工序中一个重要的机构,胀圈紧贴在壁板上,每提升1环要加设1个胀圈;该方案采用20号槽钢,背靠筒体搭接。同时,胀圈可起到加强薄壁的刚度、减少或者避免塔壁由于吊装出现变形的作用。胀圈联接处用花篮螺栓联接(如图7所示);胀圈与筒体连接采用卡板焊接形式,胀圈及支撑点示意图如图8所示。
3.3 吸收塔提升安装方法
(1)由于受原吸收塔防腐层的影响,火焰割炬无法对原壁板进行切割。切割壁板前,先吸收塔内壁画出割线,然后把其上、下100mm的防腐带清除。
(2)使液压顶微受力,沿切割位置下部塔壁内侧每隔1 m焊接1个限位块,用于组对壁板横缝;外侧对应位置焊接1个角钢托架,用于支承预就位钢板。
(3)用轮胎式起重机将加高的壳体壁板吊至排版安装位置,立放在托架上。沿塔外壁围好,各壁板进行纵缝组对,焊接外侧纵缝。整带壁板预留2条纵缝不组对,留作收口用。
(4)沿划定的线对塔体进行切割,切割时应采用中跳割,避免液压顶受力不均,全部断开后用液压顶将上部塔体提升。
(5)在中央控制盘按上升钮,完成一步提升,再按下降钮使油缸活塞复位。重复升降,完成提升过程。每升高200mm检查一次,看沿轴向升高是否一致,若不一致则关闭其他油缸较低,单独提升局部较低位置的油缸,调整至一样高后继续进行提升,直至升高到比2.3 m高30~50 mm后锁定液压顶。
(6)上部提升到位后,预留的每条纵缝上、下端各使用1个30 kN葫芦拉拢壁板,找正后进行点焊。
(7)缓降液压顶,将上部塔整体下降,使上、下层板对接且焊缝均匀,再进行组对并焊接。将纵焊缝焊完后,再进行环向焊接,由数名焊工周向均布、同时同向进行施焊。
(8)焊接完成后,拆除各种提升设施和临时加固件。
4 支撑点的受力计算
在罐壁适当高度(胀圈所在高度)设置支撑着力点,着力点由5块立板和1块横板焊接组成,每块卡板厚度为16 mm,单件卡板长350 mm、宽180 mm,实际焊缝长度为150 mm。
4.1 技术参数
在吸收塔壳体顶升过程中,液压顶升器所需承载最大重量为P=2820 kN,采用22个160 kN自锁式液压顶(每只液压顶最大起重量可达165 kN)在塔体安装到达顶部后每个液压顶实际承载为F=2820/22=121.82(kN),则每个液压顶的负载率a=121.82÷160×100%=55.372%,即液压顶升器的起重能力完全满足该工程施工需要。
4.2 受力计算
单个支撑点承重F1=P/n=2820/22=121.82(kN),焊缝抗剪允许强度[σ]=170 MPa,则 σ =F1/S≤[σ],S≥ F1/[σ]=121.82 ×1 000/170=716.59(mm2)。
按每个支撑点设2块卡板(支撑点边卡板2块作为主受力件,2块卡板之间设3道立肋,立肋长度为200 mm,立肋下设支撑平板1块),则每块卡板与壁板焊缝面积 S1≥ S/2=716.59/2=358.30(mm2)。
焊缝高度h=1/2 δ=1/2 ×16=8(mm),则焊缝长度 L1=S1/h=358.30/8=44.79(mm),多顶点升不均衡系数取1.3,则有效焊缝长度L=L1×1.3=58.23(mm)。
小结:实际焊缝长度为100mm,大于58.23mm,所以支撑点是安全的。
5 风载作用对塔体施工的影响程度
为了保证塔体在起升过程的安全,当塔体起升时,沿塔体圆周均分设置4个稳固吊耳,每个吊耳上预设1根缆绳,缆绳长度为60 m,缆绳规格为ø 25-6×37+1-170,将4根缆绳用倒链固定在对应的4个地锚上。随着塔体的起升同步释放缆绳,主要应对非正常天气状况下的强风对塔体产生的倾覆作用。
地面横风对塔体的作用

式中:p为压力,Pa;ρ为空气密度(气压取标准大气压,环境温度为25℃),1.168 kg/m3;c为风力系数(弧面工况下c=0.7);v为风速,m/s(按50年一遇最大风速 33.0 m/s计)。则

塔体最大迎风面积S=Dh=12×38.5=462(m2),则迎风面最大风力F=pS=445.18 ×462/1000=205.67(kN)。式中:D为塔体直径。
塔体倾翻的条件:风力产生的弯矩大于塔体自重相对于转点的弯矩。
实际风力弯矩M1=Fh/2=205.67×38.5/2=3959.15(kN·m),自重弯矩 M2=PD/2=2820 ×12/2=16920(kN·m)。
两者比较,M2远大于M1,故在没有外在辅助措施的情况下,塔体的提升过程是安全的。为进一步加强施工的安全性,另外增设4根缆绳作为更彻底的保障措施。
6 结束语
在对该电厂的湿法脱硫吸收塔的改造中,由于应用了液压顶升装置来提升原有塔体,改造中没有使用大型的起吊设备,塔内上部原有的喷淋层、除雾器等设备及下部浆液循环管管接口、氧化喷枪、搅拌器等均没有改动,大大节约了改造成本并缩短了改造工期。实践证明,只要合理地选用、设置液压顶升装置,吸收塔塔体改造使用液压顶升装置是安全、经济的。
[1]吴厚胜.吸收塔倒装工艺法介绍[EB/OL].http://www.hlep.com.cn/news_view.asp?newsid=300.
猜你喜欢
大学数学(2022年6期)2023-01-14
能源化工(2022年1期)2023-01-14
水力发电(2022年4期)2022-06-21
科学导报·学术(2020年28期)2020-10-21
民用飞机设计与研究(2020年1期)2020-05-21
爆炸与冲击(2019年2期)2019-02-27
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
中国公路(2017年15期)2017-10-16