
电磁连铸技术的应用及发展
2011-08-28 06:02:24陈伟王琛
华北理工大学学报(自然科学版) 2011年4期
陈伟,王琛
(河北联合大学冶金与能源学院,河北唐山 063009)
0 引言
电磁冶金学是以电磁热流体力学理论为基础,研究冶金过程和材料制造的新兴工程学科。1982年9月在英国剑桥大学由国际理论力学和应用力学协会首次主持召开了磁流体力学在冶金中应用的国际会议;1985年在日本正式建立了“电磁冶金委员会”。目前,这一新兴工程学科在冶金界已得到较广泛的应用[1]。电磁流体力学(MHD)是电磁冶金理论的基础,它的发展带动了电磁连铸的应用和发展。电磁技术的应用是20世纪70年代以来连铸技术最重要的发展之一,同时连铸已成为电磁技术应用最活跃的领域。近年来电磁连铸的主要应用有电磁制动、软接触电磁连铸和电磁搅拌,本文分析了电磁连铸技术的应用现状和发展趋势,以期为进一步深入的开展研究提供参考。
1 电磁搅拌技术
电磁搅拌技术的应用是连铸技术最重要的发展之一,应用电磁搅拌技术是提高铸坯质量,扩大连铸品种的有效手段。电磁搅拌是利用不同形式的磁场发生装置,当连铸坯中的液态金属通过交变电磁场时,在液态金属中产生感生电流,感生电流与磁感应强度的作用产生电磁力,通过电磁力来控制连铸过程中钢水的流动、传热甚至凝固,从而提高钢的清洁度,扩大铸坯的等轴晶区,降低成分偏析,减轻或消除中心疏松和中心缩孔,实现生产优质、高等级钢材的目的。
用于连铸过程的电磁搅拌器按其安装的位置,有如下几种[2]:
(1)结晶器电磁搅拌(M-EMS)
是目前各种连铸机都适用的装置,它对改善铸坯表面质量、细化晶粒和减少铸坯内部夹杂及中心疏松有明显的作用,应用最为广泛。为不影响液面自动控制装置的使用,一般安装在结晶器的下部,分为外置和内置两种,以外置式为主。
(2)二冷段电磁搅拌(S-EMS)
又可分为二冷一段电磁搅拌S1-EMS和二冷二段电磁搅拌S2-EMS。S1-EMS安装在结晶器二冷一段的足辊处,其功能与M-EMS类似,两者不重复使用,由于其更换、维修方便,因此其投资和运行成本比较经济。S2-EMS是促进铸坯晶粒细化的有效手段,一般与M-EMS或S1-EMS一起使用。
(3)凝固末端电磁搅拌(F-EMS)
一般在浇注对碳偏析有严格要求的含碳高的钢种时采用,为保证搅拌效果,其安装位置要靠近凝固末端,一般在液芯直径为60~80mm处为佳,并允许调节。
(4)组合式电磁搅拌(KM技术)
前面三种电磁搅拌具有各自的用途和特点,KM技术即是综合运用以上三种技术或其中的两种,可在大范围内获得微细等轴晶带的同时,实现改善中心偏析的目的。
(5)跨结晶器电磁搅拌
跨结晶器电磁搅拌与普通电磁搅拌的安装位置有很大的区别,它安装在结晶器水套外边跨于结晶器与足辊之间。跨结晶器电磁搅拌是一种较少见的搅拌形式,国内只有少数钢厂从德国引进,其磁场分布、磁感应强度、电磁搅拌力、钢液的旋转、流动都与M-EMS或S-EMS不同。这种搅拌形式从布置上看,兼有M-EMS和S-EMS的双重作用,在包钢的实际生产中跨结晶器电磁搅拌对改善铸坯中心疏松和中心偏析,作用非常明显,重轨钢大方坯的中心碳偏析系数平均只有1.15,等轴晶率达到45% ~71% ,显微疏松得到明显改善。与M-MES和M-EMS+S-EMS+F-EMS组合搅拌相比,包钢采用跨结晶器电磁搅拌这种特殊形式,对大方坯质量改善效果还是相当理想的[3]。
张桂芳、陈永[4]进行了结晶器电磁搅拌电流对大方坯内部质量影响的实验研究;龚志翔、陈刚等[5]试验和分析了结晶器电磁搅拌对0.6%C钢Φ450mm连铸圆坯的中心等轴晶区比率,碳、硫偏析,疏松和非金属夹杂物数量、大小和分布的影响,结果表明经450A电磁搅拌后圆铸坯平均中心等轴晶的比率由未经电磁搅拌的7.6%提高到58.1%,碳偏析指数由1.1降至1.03,硫偏析指数由1.15降至1.09,圆铸坯平均氧含量降低4.5×10-6,夹杂物含量和尺寸均明显降低;曹建刚、王宝峰等[6]对280mm×380mm方坯连铸机跨结晶器电磁搅拌器进行了在线静态磁场测试,通过结果得出在制定搅拌工艺时应根据结晶器内外磁场强度的差别选择合适的电流强度以提高搅拌效果和线圈使用寿命;钟凌鹏、张桂芳等[7]证实了内置式结晶器电磁搅拌对60钢小方坯夹杂物的消除效果明显。
2 电磁制动技术
当液态金属流经磁感应强度方向与其流速方向相垂直的恒稳磁场时,作为导电体的液态金属中将产生感生电流,感生电流与稳恒磁场的交互作用又在液态金属中产生与流速方向相反的洛仑兹力,从而使液态金属的流动受到抑制,这就是电磁制动技术的基本原理[8]。
电磁制动主要应用于板坯连铸,尤其是薄板坯连铸。随着连铸拉速的提高,浸入式水口钢液出流的动能也在不断增大,钢液对结晶器窄面铸坯凝固坯壳的冲击加剧,使原本就很薄弱的坯壳更易因重熔而发生断裂,增大了拉漏的危险;钢液中夹带的气泡和非金属夹杂物也因浸入深度的增加深入到铸坯的液相穴深处,不易上浮和去除;同时,钢液流股冲击窄面后形成的上返流对液面区域的冲击引起结晶器内钢液弯月面的波动加剧,因卷渣而造成的铸坯表面缺陷大大增加。而电磁制动技术能有效抑制液态金属的流动,改善了铸坯质量,从而得到应用和发展。
在薄板坯连铸方面,日本川崎钢铁公司已经将流动控制结晶器引入千叶钢厂3号连铸机和水岛钢厂4号连铸机上进行了工业生产,改善了最终产品的表面和内部质量,提高了产品的产量和质量[9]。日本制钢公司将电磁制动和结晶器监控系统相结合,将结晶器内钢液流动自动地控制在合适的范围内,因而使板坯质量得到改善[10]。在荷兰的Hoogovens工厂应用全幅一段电磁制动技术,减小了弯月面处的平均速度和速度变化,从而减少了卷渣的发生。
国内电磁制动技术起步较晚,主要是引进国外的技术和设备。宝钢集团上海梅山钢铁股份有限公司梅山炼钢厂2号连铸机从ABB公司引进了FC-Mold全幅二段电磁制动技术,取得了提高铸机拉速、改善铸坯表面质量和减少内部夹杂的良好效果[8]。邯钢2号薄板坯连铸机上安装单条形电磁制动器显著降低了钢水液面的波动程度,使保护渣的液渣层更为均匀,改善了连铸坯内部的疏松和偏析,显著降低了铸坯和板卷内部夹杂物的含量[11]。
3 软接触电磁连铸
软接触电磁连铸技术基本原理是在特殊结构的结晶器上部布置感应线圈并通以交变电流,交变电流产生的交变磁场在熔池外表面产生感应电流,该电流与交变磁场相互作用产生垂直于铸坯表面指向液芯的电磁侧压力,当电磁侧压力足以克服由钢液产生的静压力时,可将靠近结晶器内壁附近的钢液向里推离结晶器内壁,使三相点下移,形成具有一定形状的弯月面,实现钢坯的软接触电磁连铸。由于在电磁力的作用下,弯月面发生变形,保护渣渣道变宽,振动周期内保护渣通道压力变化趋缓,使得渣液渗流畅通,铸坯润滑条件改善,传热均匀,拉坯阻力减小,表面振痕和裂纹缺陷减轻[12]。所有这些现象,引发了冶金界对该技术潜在经济价值的巨大期望。
软接触电磁连铸技术对结晶器的要求较高:
(1)结晶器的透磁率要高,高频磁场在结晶器壁上的损耗要小,以保证在铸坯表面形成软接触所需的电磁压力;
(2)结晶器要有足够的强度和抗热震性,不易产生变形和热应力裂纹,内腔面光滑;
(3)结晶器要有良好的冷却效果,保证铸坯得到足够的冷却强度,以免发生铸坯变形和拉漏事故。
因此目前软接触电磁连铸结晶器有以下两种:
(1)割缝式软接触电磁连铸结晶器
软接触电磁连铸施加的是高频电磁场,为使高频磁场得以穿透结晶器壁,在结晶器壁沿铸坯方向上设有割缝[13],使电磁场穿透结晶器直接作用在钢液上,同时由于结晶器壁被分割,减弱了感应涡流的形成,从而减小了结晶器壁对磁场的屏蔽作用。割缝式结晶器有效提高了透磁率,但结晶器内磁场分布受割缝参数影响很大,需要进一步深入研究。同时,由于割缝的存在,不可避免的降低了结晶器的强度,增加了设计加工及生产上维护的难度,所以一些研究者把目光转向了无缝式结晶器。
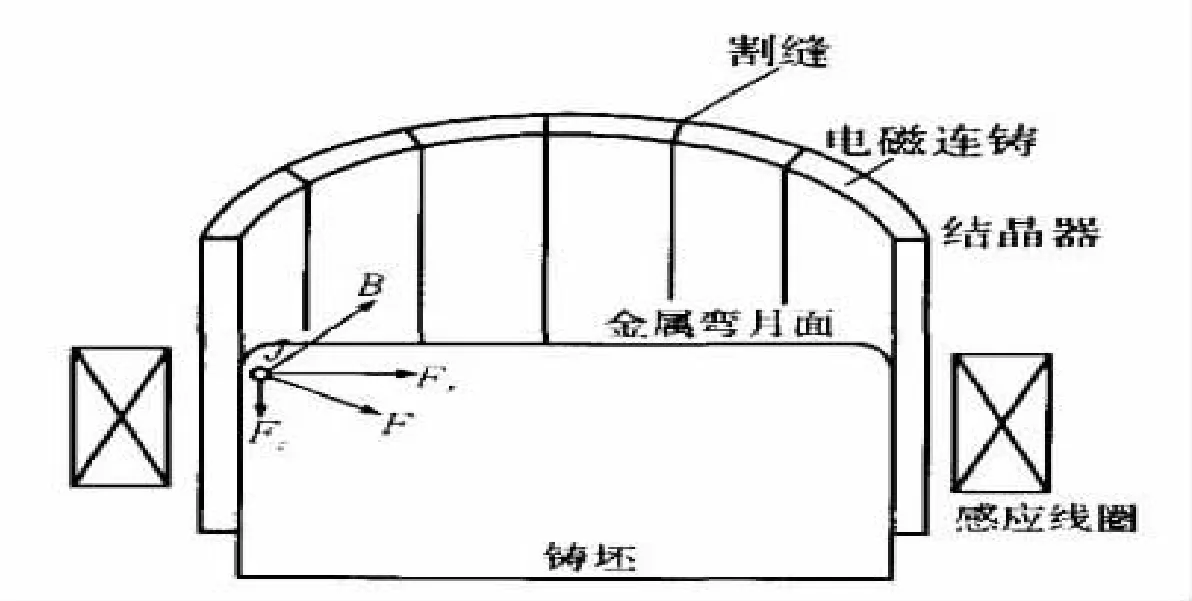
图1 软接触电磁连铸原理示意图
(2)无缝式软接触电磁连铸结晶器
无缝式软接触电磁连铸结晶器可归结为两种设计构想,一种是分段式无缝软接触结晶器,一种是整体式无缝软接触结晶器。
分段式结晶器是结晶器内钢液面以上采用不锈钢材质以增加透磁性和结晶器的强度,在金属液面以下部分采用铜质,见图2。研究表明[14],在相同磁场条件下,此种分段式结晶器内的磁通密度是普通铜质结晶器内磁通密度的1.8倍,在结晶器内部产生的电磁力是普通结晶器的3.4倍。但该结晶器存在两种不同材质处平滑衔接的困难,由于热物性的差异,在高温热应力冲击下,容易给铸坯带来严重缺陷。
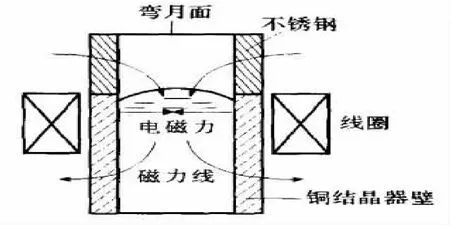
图2 分段式无缝软接触结晶器
整体式无缝软接触结晶器是在高电导率的铜或铜质合金之间填充高电阻率的铜合金粉末,经热等静压烧结加工成一体[15]。这种结晶器在强度上有很大提高,但目前仍没有完全解决大幅度提高透磁率和磁场均匀化的难题,因此摆在研究者面前的是结晶器材质的选择问题,即选择一种导热性能好,而透磁率高且强度好的材料来制作结晶器,东北大学提出选用梯度复合材料已取得一些进展。
4 电磁连铸数值模拟的研究进展
在数值模拟方面,陈荣、沈厚发[16]建立了板坯结晶器电磁搅拌过程电磁场与流场计算的三维数学模型;王学兵、胡坤太等[17]对圆坯连铸结晶器电磁搅拌电磁场及流场进行了数值模拟,分析了不同搅拌频率对电磁场和流场的影响;任兵芝、朱苗勇等[18]建立了大方坯连铸结晶器电磁搅拌过程的电磁场和流场三维数学模型,并分别用有限元、有限体积法进行数值求解,对电磁场计算结果进行了实测实验;李建超、崔建忠等[19]借助有限元分析软件对大方坯跨结晶器电磁搅拌进行了数值模拟,重点分析了不同的电流和频率下铸坯中心磁场强度和节点电磁力的变化规律;黄军涛、赫冀成[20]利用电磁流体力学和连续介质模型给出了方坯结晶器内电磁制动的磁场、流场和温度场的三维数学模型,结果表明感生电流主要集中在钢液入口处,电磁力能有效改变流场和温度场的分布,造成制动区域的下部呈现活塞流状态;李本文、孙洋等[21]自行设计了电磁软接触圆坯结晶器,给出了相应的电磁场数学模型,定量的得到了结晶器内磁感应强度随各种结构参数(切缝长度、切缝宽度和结晶器壁厚)和操作参数(钢液面高度、电流强度)的变化规律,为软接触结晶器的设计和实际操作提供了理论依据。
5 结论
目前国内的电磁搅拌器制造厂家主要还是在模仿和修复国外产品的基础上开发自己的产品,无论在规模上还是技术上都没有优势,随着电磁搅拌技术的普遍应用,这个缺口有待填补;国内电磁制动技术起步较晚,目前还是引进国外的技术和设备,应该得到国内相关设备厂家的关注;结晶器软接触技术使无缺陷铸坯的生产成为可能,能满足连铸连轧工艺对铸坯质量的要求,已成为连铸技术的研究热点之一,值得深入研究。
[1]韩至成.电磁冶金学[M].北京:冶金工业出版社,2001.
[2]黄社清,茆勇,龚志翔.结晶器电磁搅拌技术的应用实践[J].安徽冶金科技职业学院学报,2005,15(4):13-16.
[3]杨吉春,郭殿锋,蔡开科,等.跨结晶器电磁搅拌对大方坯质量改善效果的评析[J].包头钢铁学院学报,2004,23(1):8-11.
[4]张桂芳,陈永.结晶器电磁搅拌电流对大方坯质量影响试验[J].铸造技术,2005,26(8):720-722.
[5]龚志翔,陈刚,焦兴利,等.结晶器电磁搅拌对Φ450mm连铸圆坯组织和夹杂物的影响[J].特殊钢,2004,25(4):35-37.
[6]曹建刚,王宝峰,麻永林,等.跨结晶器电磁搅拌器磁场特性测试和分析[J].特殊钢,2002,23(6):6-8.
[7]钟凌鹏,张桂芳,施哲,等.内置式结晶器电磁搅拌对60钢小方坯夹杂物的影响[J].铸造技术,2010,31(1):31-35.
[8]汪洪峰,郭振和.结晶器电磁制动技术在高效连铸中的应用[J].钢铁研究,2003,135(6):43-47.
[9]Dirk W.Van der Plas,Cor Platvoet,et al.Combined Investigation of the EMBR Performance at Continuous Casters of Sollac Dunkerqus and Hoogovens Ijmuiden[M].METEC Congress 94 2nd European Continuous Casting Conference,6th International Rolling Conference,Dusseldorf:1994,Germany,1:109-118.
[10]Takanobu Ishii,Makoto Tanaka,Akio Uehara.et al.Dynamic flow control technology in cc mold with EMBR[M].International Symposium on electromagnatic Processing of Materials,Nagoya:ISIJ,1994,396-401.
[11]张瑞忠,路占宝,刘俊山,等.邯钢薄板坯连铸机电磁制动的应用效果[J].钢铁研究学报,2005(17):143-146.
[12]金百刚,王强,田勇,等.电磁连铸冶金技术及应用现状[J].冶金设备,2009(174):5-10.
[13]王宏明,任忠鸣,李桂荣,等.颗粒增强铝基复合材料的电磁连铸研究[J].铸造技术,2005(3):199-201.
[14]Lei Zuosheng,Ren Zhongming,Deng Kang,et a1.Experimental study on mold oscillation-less continuous casting process under high frequency amplitude-modulated magnetic field[J].ISIJ International,2004,44(11):1842-1849.
[15]王玮,王强,邓安元,等.钢的软接触电磁连铸结晶器的研究进展[J].铸造,2003,52(6):379-393.
[16]陈荣,沈厚发.板坯结晶器电磁搅拌电磁场与流场的数值模拟[J].连铸,2010(3):1-5.
[17]王学兵,胡坤太,仇圣桃,等.圆坯连铸结晶器电磁搅拌电磁场、流场的数值模拟[J].连铸,2008(2):38-41.
[18]任兵芝,朱苗勇,王宏丹,等.大方坯连铸结晶器电磁搅拌三维电磁场与流场的数值模拟[J].金属学报,2008,44(4):507-512.
[19]李建超,崔建忠,王宝峰,等.大方坯连铸跨结晶器电磁搅拌的数值模拟[J].东北大学学报(自然科学版),2006,27(5):497-499.
[20]黄军涛,赫冀成.方坯结晶器内钢液凝固及电磁制动的数值模拟[J].金属学报,2001,37(3):281-286.
[21]李本文,孙洋,邓安元,等.电磁软接触连铸圆坯结晶器磁场分布数值模拟研究[J].东北大学学报(自然科学版),2007,28(10):1397-1400.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
工业加热(2020年2期)2020-04-08 08:11:12
山东冶金(2019年6期)2020-01-06 07:45:56
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
中国铸造装备与技术(2019年2期)2019-04-01 07:55:34
山东冶金(2018年5期)2018-11-22 05:12:14
上海金属(2016年2期)2016-11-23 05:34:40
科技尚品(2016年1期)2016-05-30 06:01:59
