
斜辊管材矫直机机架的强度有限元分析
2011-08-28 06:02:26丁玉伟
华北理工大学学报(自然科学版) 2011年4期
丁玉伟
(河北联合大学团委,河北唐山 063009)
矫直机是无缝钢管生产线中精整工序的重要设备,矫直机机架的刚度和强度直接影响钢管的壁厚精度和直线弯曲度在假设所有模型符合弹性力学条件,载荷和边界条件都是线性变化的前提下,以弹性理论为基础,分析比较了前人的研究成果,根据矫直机工作原理以及无缝钢管的特殊工艺,通过弯矩理论和材料力学理论从理论上计算出了六个辊的矫直力解析解。分析了预紧力规律和预紧理论,从而确定了矫直机机架需要施加的预紧力。对矫直机机架进行了力学分析,建立了矫直机机架的力学模型。采用有限元方法建立了三维的有限元力学模型,施加了前面计算的工作载荷,合理配置了边界条件,采用映射方法划分了实体有限元网格,创新性的完成了矫直机机架的力学模型的实体有限元化。
1 矫直机机架模型分析
斜辊矫直机辊系的布置为上三下三2-2-2形式,平面图如图1所示。六辊全传动,钢管通过矫直机时,它的变形超过了材料的弹性限度,可以获得理想的矫直效果,其中包括钢管弯曲度和椭圆度的矫正。矫直辊的倾斜布置使得钢管绕自身轴线旋转,且呈螺旋状向前移动,穿过矫直机。这种运行方式可以使矫直压力相对钢管轴线以适当角度作用在周边的所有点上。
机架主要由八根立柱、上横梁、下横梁组成。上下横梁通过八根立柱连成一个整体,在装配时,使用液压拉伸器对立柱施加预紧力,这样可以保证机架的整体钢性,从而保证矫直精度。整个机架通过螺栓与底座相连,底座为焊接结构,通过地脚螺栓连在地基上。
根据二维图纸尺寸采用三维建模软件建立矫直机机架三维模型如图2所示。整个模型尺寸长约4500 mm,宽约3000 mm,高约5000 mm。
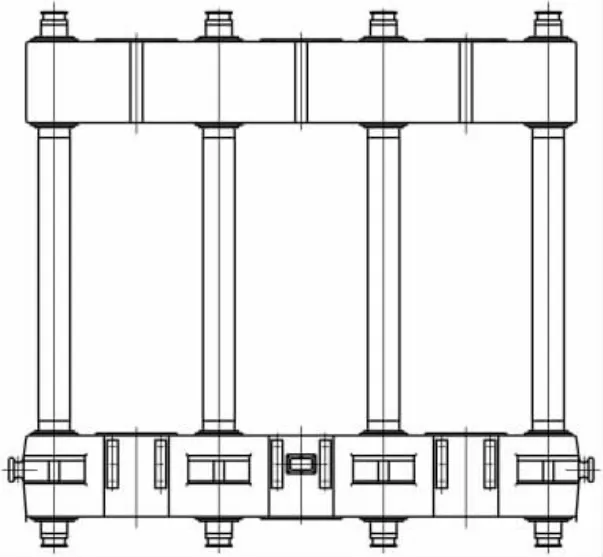
图1 矫直机机架平面图
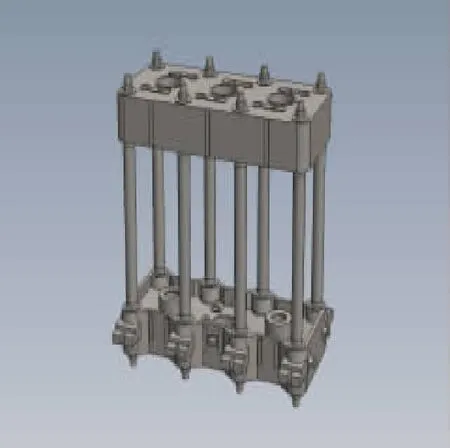
图2 几何建模
上梁和下梁采用ZG270-500材料,材料属性见表1,立柱和螺母采用45号钢,调质处理,材料属性见表2[1]。
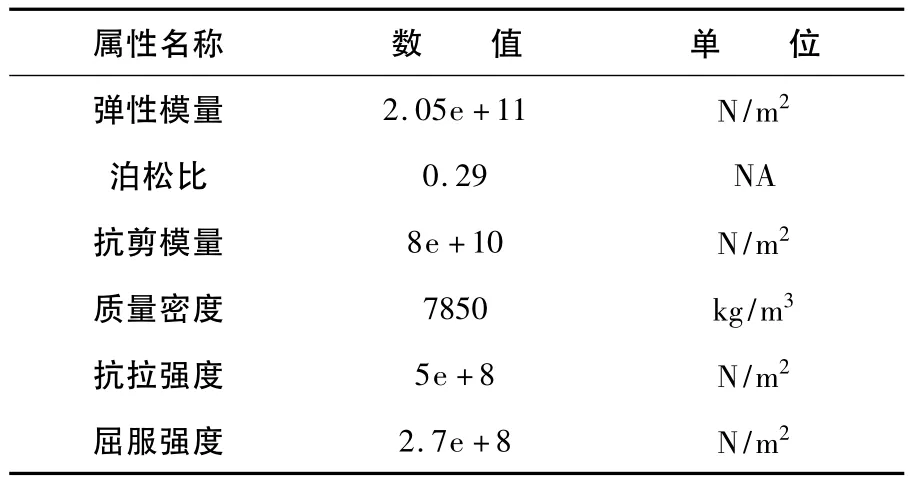
表1 45#钢的材料性能
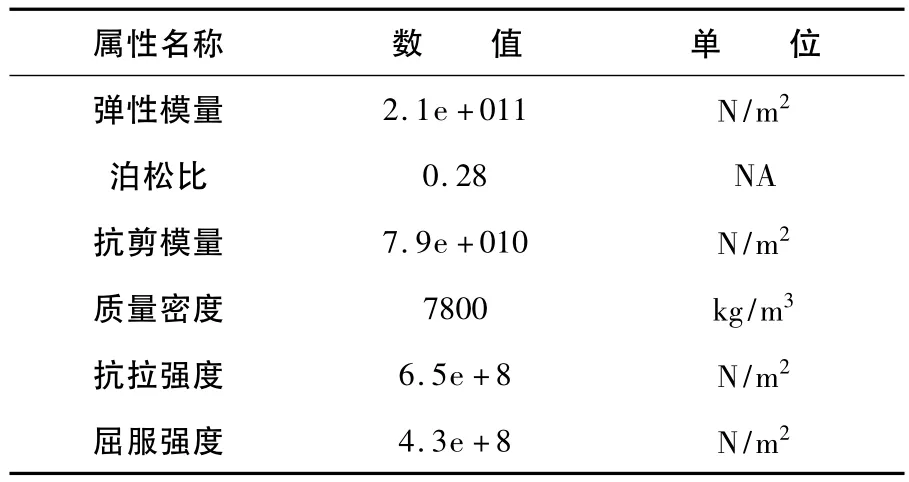
表2 ZG270-500钢的材料性能
2 网格划分
单元类型的选择是影响成形模拟精度的主要因素之一。优良的单元既要有一定的刚性(抗畸变的能力),以避免网格再划分,又需有一定的柔性(良好的变形特性),以便准确的模拟金属的塑性变形情况,还必须具有较高的求解精度[2]。
由于几何建模是三维模型,所以采用了三维实体单元。划分网格属性见表3所示。
划分有限元网格后如下图所示:
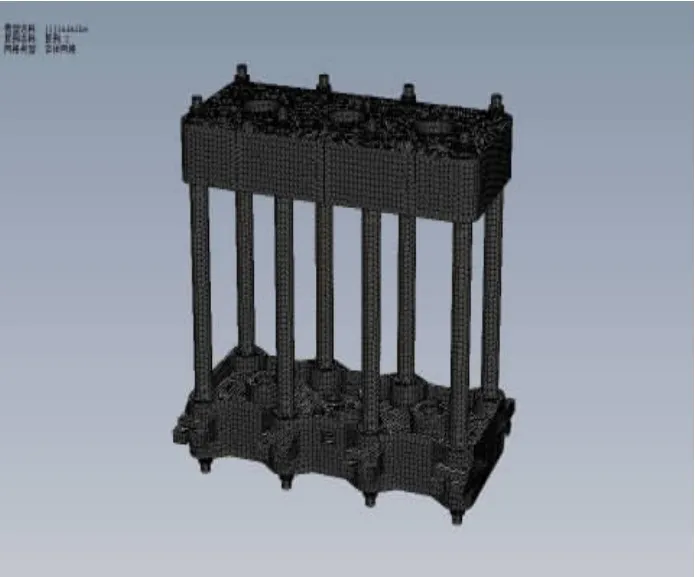
图3 三维有限元网格
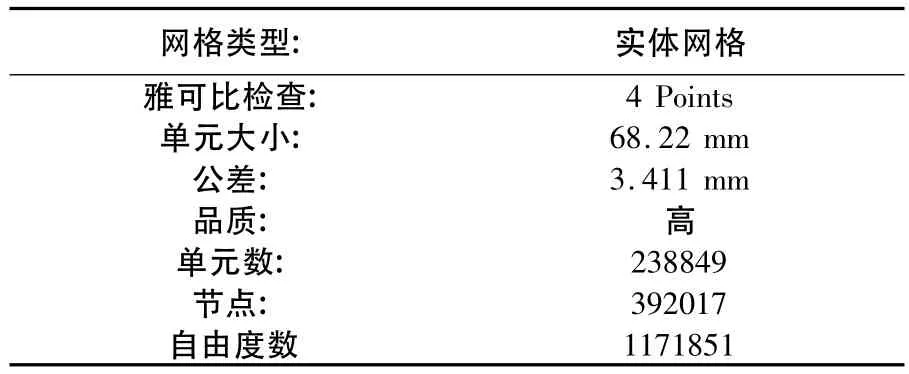
表3 划分有限元单元属性
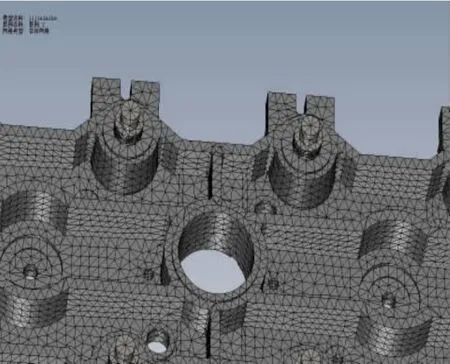
图4 下梁有限元网格细节
在有限元分析中,一般来说,增加网格划分的密度可以提高计算结果的精确度,但网格密度的增加,意味着计算量的增大,模拟时间的延长,同时网格密度也不能无限制的上升,一般以保证计算结果的精度在用户控制的范围即可[3]。
本次模拟就装配好后的整体机架进行有限元网格划分,这样保持了原有装配关系,但要照顾所有零部件的尺寸大小,保证网格大小对于所有零部件都合适[4]。
网格划分有自由网格划分和映射网格划分两种,映射网格适用于形状规则的体和面的划分[5]。由于立柱和上下梁有很多面都有规则的形状,故采用映射网格划分,映射网格具有规则的形状,且单元规则排列。映射面网格包含四边形或三角形单元。整个机架划分如表3所示,共划分238849个单元,为392017个节点,自由度数达到1171851。由于该机架尺寸较大,所以必须要划分众多网格才能保证计算精度,但计算时间要求较多。
3 边界条件的处理
根据矫直机实际安装和生产状况,设置约束和载荷。
3.1 约束条件
考虑机架为整体机架,所以可认为整个机架的内部载荷为内力,即工作载荷为机架内力。而机架座在底座上,那么外力就是底座的支撑反力[6]。所以约束条件的施加就是保证与底座接触位置不离开,即假定该位置全约束。约束条件施加如图5所示。
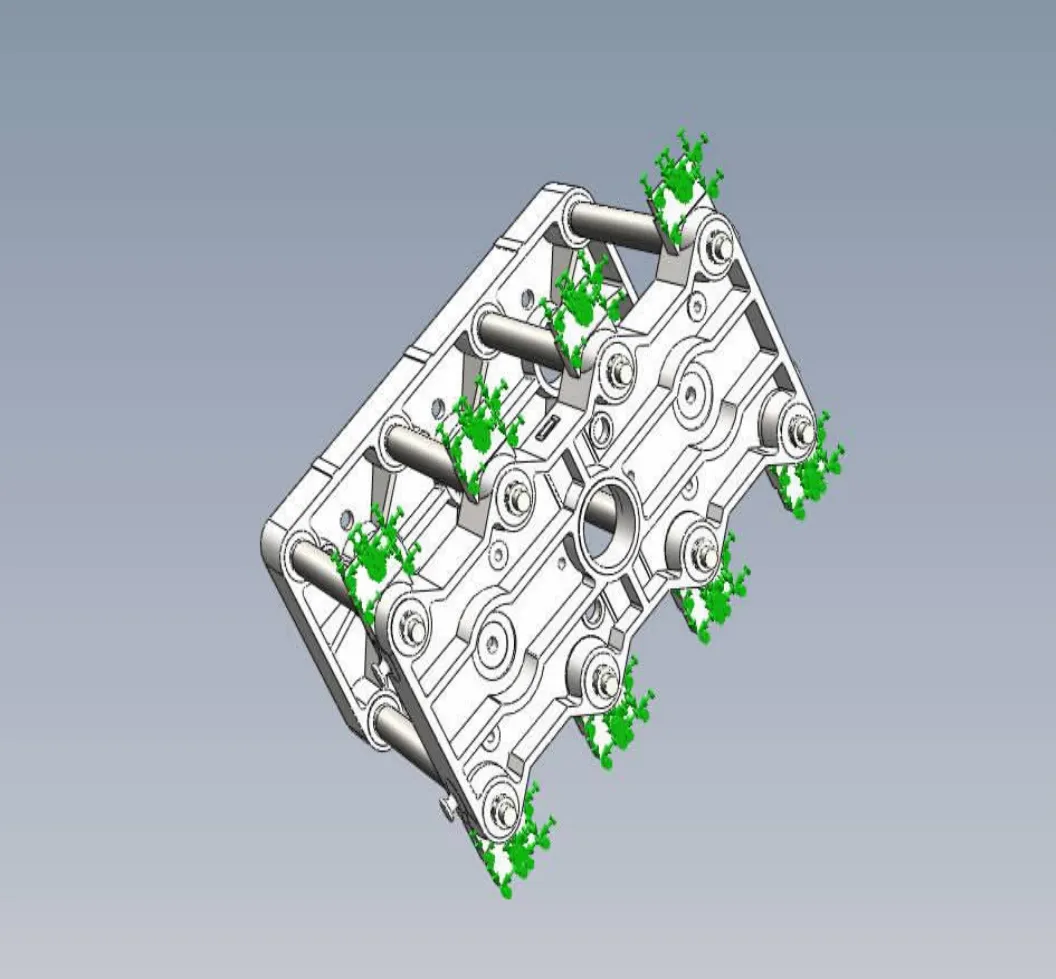
图5 约束条件
3.2 施加载荷:
矫直机机架是预应力机架,所以在装配时要施加预紧力,本矫直机机架是通过液压螺栓预紧器拉长立柱,然后旋紧螺母的方式施加的预紧力。这样就是整个机架处于预紧状态[7]。
[1]中国金属学会.金属材料物理性能手册[M].北京:冶金工业出版社,1987,58-59.
[2]滕英才.万能/二辊转换轧机三维设计及刚度分析[D].秦皇岛:燕山大学,2009,11-25.
[3]文俊.穿孔机预应力机架有限元分析[D].武汉科技大学,2009,35-38.
[4]朴景威.斜辊矫直机弓形机架强度刚度有限元分析研究[D].鞍山:辽宁科技大学,2008,15-30.
[5]N.I.Dreiman,Yu.A.Klimov.Reducing noise in the operation of tube straightening machines.Metallurgist,1971,(12):45-49.
[6]李绍强.中厚板轧机机架有限元分析研究[D].鞍山:辽宁科技大学,2008,11-15.
[7]郑光文.斜辊矫正钢管圆度变化规律的研究[J].矿冶工程,2003,(06):89-92.
猜你喜欢
舰船科学技术(2022年21期)2022-12-12 08:08:34
中老年保健(2021年8期)2021-08-24 06:24:14
家庭影院技术(2019年12期)2020-01-19 02:07:20
中学生数理化·八年级物理人教版(2019年4期)2019-05-20 10:02:36
记者观察(2019年1期)2019-04-04 01:06:36
装备制造技术(2018年10期)2018-12-24 02:24:46
上海建材(2018年4期)2018-11-13 01:08:54
东方考古(2016年0期)2016-07-31 17:45:44
工业设计(2016年4期)2016-05-04 04:00:27
发明与创新(2015年26期)2015-02-27 10:39:31
