
转炉炼钢挡渣工艺的应用及效益
2011-08-22 07:49天津天钢联合钢铁有限公司林建筑
资源节约与环保 2011年5期
天津天钢联合钢铁有限公司 林建筑
转炉炼钢挡渣工艺的应用及效益
天津天钢联合钢铁有限公司 林建筑
1 概述
随着用户对钢材质量要求的日益提高,需要不断提高钢水质量,减少转炉出钢时的下渣量是改善钢水质量的一个重要手段。在转炉炼钢生产中,炉内冶炼时会产生大量熔融状态的炉渣,这些炉渣会随着转炉的出钢流入钢包中,造成以下不利影响:影响钢包和转炉出钢口耐火材料的寿命;炉渣中硫、磷等有害成分重新渗透到钢水中,影响钢坯质量;增加炉后铁合金的消耗;增加钢中夹杂物,降低钢水质量;增加后续工序中合成渣的用量;增加后步精炼工序处理时间。因此转炉出钢时,要采用挡渣出钢工艺严格控制转炉的下渣量(即随钢水流入钢包中的渣量)。
2 挡渣工艺和挡渣设备的选择
2.1 挡渣出钢的必要性
转炉炼钢中,钢水的合金化大都在钢包中进行,而转炉内的高氧化性渣流入钢包会导致钢液与钢渣发生氧化反应,造成合金元素收得率降低,并使钢水产生回磷和夹杂物增多。同时,炉渣也对钢包内衬产生侵蚀,特别在钢水进行吹氩等精炼处理时,要求钢包中炉渣FeO重量低于2%时才有利于提高精炼效果。
挡渣出钢是在转炉冶炼终点要求少渣或无渣出钢,其目的是有利于准确控制钢水成分,有效地减少回磷,提高合金元素的收得率,减少合金消耗;对于采用钢包作为炉外精炼容器来说,利于降低钢包耐火材料侵蚀,明显地提高钢包寿命;也提高转炉出钢口耐火材料的寿命,减少后续工序中合成渣的用量,缩短后步精炼工序处理时间,因此转炉应该采用挡渣出钢。
2.2 挡渣方法的选择
为提高转炉挡渣效果,国内外在挡渣技术方面进行了深入研究,自1970年日本发明挡渣球挡渣出钢以来,各国为完善挡渣技术,发明了十几种挡渣方法。挡渣出钢的方法有:(1)出钢前期挡渣;(2)出钢中、后期挡渣;(3)出钢后期挡渣;(4)出钢后挡渣。
出钢前期挡渣的方法有:(1)挡渣帽挡渣;(2)挡渣料法。
出钢中、后期挡渣的方法有:(1)投放挡渣球挡渣;(2)投放挡渣锥挡渣;(3)投放挡渣塞(棒、标)挡渣;(4)智能挡渣球挡渣;(5)出钢口吹气干扰涡流法挡渣;(6)避渣罩法挡渣;(7)电磁法挡渣;(8)均流出钢口法挡渣。
出钢后期挡渣的方法有:(1)气动挡渣;(2)滑板法挡渣(也称液压挡渣闸)。
出钢后挡渣有:挡渣罐挡渣法。
另外,还有一些挡渣方法,如:三孔出钢法、真空吸渣法、气动撇渣法、扒渣法等,未能广泛应用。
目前常用的挡渣出钢法是(1)耐材制品挡渣;(2)气动挡渣;(3)液压挡渣闸挡渣。
气动挡渣是80年代中期奥钢联开发成功的。它采用电子示渣器对钢流监测,并根据检测信号用气动装置将耐火材料塞子封堵出钢口。挡渣设备处于炉口极为恶劣的高温状态下,易于损坏,不便维修,价格昂贵,以及气源、管线在炉身、耳轴中布置不便,不能适应老炉改造等原因的局限,在国内未能推广使用。
传统的挡渣工艺,是采用投放挡渣球挡出钢。挡渣球通常采用铁丝吊挂伸入炉内,在高温下铁丝熔断,使球落入炉内,或者采用简单机械让挡渣球在溜槽内滑动,抛入炉内。由于挡渣球通常是以随波逐流的方式到达出钢口,而往往由于钢渣粘性大,挡渣球不能到达出钢口,或者不能有效地在钢水将流尽时堵住出钢口,因而挡渣球挡渣出钢通常有效率低于70%,由于挡渣球挡渣出钢的低效率,国内一些厂家也试图从改进挡渣球的形状等方面入手,提高挡渣效果。但由于挡渣工艺、挡渣设备、挡渣工艺材料的的一体化解决方案的问题,始终效果不尽人意。
1987年Michael D.Labate总结了西德挡渣棒在美国的使用的经验,发明了具有挡渣和抑制涡流双重功能挡渣塞。在转炉出钢后期,将挡渣棒导向棒部分在炉内插入出钢口,半球部分悬浮于钢水与渣液界面上;当钢水流将尽时,半球挡渣棒适时堵住出钢口,从而防止渣液流入钢水包。这项新工艺显著地降低了钢水中硫、磷的含量,提高了产品的质量,同时降低了能耗,减少了钢水的温度损失,增加了操作的安全性。该装置呈陀螺形,粗端有3个凹槽、6个棱角,能够破坏钢水涡流,减少卷渣。其比重与挡渣球相近,在4.4~4.7g/m3之间,能浮于钢渣界面,伴随出钢过程,逐渐堵住出钢口,实现抑制涡流和挡渣的作用。该法挡渣成功率可达96%左右。
2000年以后,卢森堡、德国、日本等国家钢铁企业在转炉上用大型钢包滑动水口挡渣,与一些示渣法相结合,可以有效地控制下渣量,并能准确控制出钢时间。这种方法挡渣效果好,但其成本较高。同时,由于出钢口所在的特定位置,使得安装与拆卸均不方便,且易受吹炼期间喷溅的影响。该装置设备复杂、成本较高,只适用于120t以上的大转炉,并冶炼高品种钢。
以下是挡渣球挡渣、气动挡渣、挡渣塞挡渣、液压挡渣闸挡渣的比较:
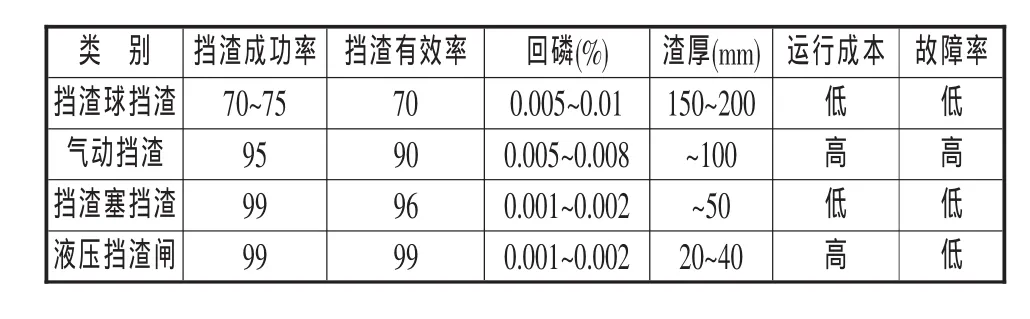
类 别 挡渣成功率 挡渣有效率 回磷(%) 渣厚(mm) 运行成本 故障率挡渣球挡渣 70~75 70 0.005~0.01 150~200 低 低气动挡渣 95 90 0.005~0.008 ~100 高 高挡渣塞挡渣 99 96 0.001~0.002 ~50 低 低液压挡渣闸 99 99 0.001~0.002 20~40 高 低
根据天津天钢联合钢铁有限公司转炉容量和冶炼钢种要求以及现有转炉使用挡渣出钢的实践,我们在即将投入的三座120t转炉中选用前期挡渣帽加中、后期投放挡渣塞方法进行挡渣。
2.3 挡渣设备的选择
前期挡渣通常采用人工将挡渣帽塞入出钢口。
中、后期挡渣通常采用挡渣塞投放装置投放挡渣塞。
挡渣塞投放装置从安装形式上分地面轨道型和空中悬挂型,地面轨道型是安装在炉后平台的轨道上,空中悬挂型是吊在炉后平台的上一层钢平台下。
两种形式各有优、缺点:
2.3.1 地面轨道型占用炉后平台靠后侧的一定空间,空中悬挂型虽不占用地面空间,但是悬挂在炉后平台上方,影响上部通行空间。
2.3.2 地面轨道型设备重量轻,炉后平台不需要任何改造;而空中悬挂型则重量重,则需对上层平台进行加固改造,否则无法使用。
2.3.3 地面轨道型安装、调试、使用、调整、检修和维护均在地面完成,非常方便简捷,安全可靠。尤其在调整、检修方面,地面轨道型无论在是否停炉的状况均可进行,但空中悬挂型则需在停炉条件下进行,否则炉后空中恶劣环境(高煤气、高温)对检修人员是个危险。
2.3.4 在设备定位精度方面,地面轨道型采用全刚性联接机构,整个设备是一个刚性体,而且在三维方向均可调整并精确定位。而空中悬挂型由于前端为链条联接,卷扬机传动,整个设备前端是柔性的,无法达到高定位精度的要求。
2.3.5 在极端事故处理能力方面,地面轨道型强于空中悬挂型。例如在停电或电机缺相情况下(此时悬臂杆在炉内)地面轨道型地面轨道型完全能够在地面通过操作解决问题,而空中悬挂型则无法解决。
2.3.6 从夹持挡渣棒的位置方面,地面轨道型在炉后平台后端侧面安装夹持,而悬挂型则必须在炉口安装,这对夹棒操作人员的安全造成威胁。
2.3.7 地面轨道型为机电仪一体化设备,与工厂的交接只有一处,只需工厂提供动力电源、气源即可。而悬挂型则涉及上层平台负荷设计,操作台的安放及动力线、气源的布置,涉及面较广,检修维护困难。
2.3.8 在投放原理上两者有本质的区别:地面轨道型是通过机械手将挡渣棒插入出钢口后释放,而悬挂型则是在出钢口的上方释放,将挡渣棒自由落体掉到出钢口,两者在实践过程中命中率有较大差别。
马钢一炼钢1#转炉安装了悬挂型挡渣塞投放装置,由于无法连续正常运行,命中率不高。因此2#、3#转炉选用地面轨道型挡渣塞投放装置。
综上所述,设计决定选用地面轨道型挡渣塞投放装置。
3 地面轨道型挡渣装置的性能特点
3.1 挡渣的准确性
挡渣塞准确、定点插入出钢口是实现预期挡渣效果的保证。挡渣塞由于带一个导向棒的结构,转炉摇炉出钢时,Φ140mm直径的出钢口浸淹在钢水之下,投放挡渣塞时,导向棒能否准确地插入出钢口中对其挡渣效率影响较大。
转炉每80~200炉更换出钢口,出钢口具体位置随更换出钢口而变化,但在炉役期内变化不大。我们采用以下三项措施以确保挡渣塞的导向棒能准确地插入出钢口。
3.1.1 利用高控制精度的接近开关可以在三维方向进行调整并且精确定位,保证投放点随出钢口位置变化而变化;
3.1.2 采用独立的车载液压系统,能够准确地控制各动作;
3.1.3 采取具有“二次定位”功能液压锁紧装置将行走小车与旋转平台锁紧连成一体,防止机构运行中的动作偏移,保证运行位置的重复性。
3.2 挡渣塞投放装置的安全、可靠性
挡渣塞投放车设计上在机械、电控、软件方面采取了有效的措施。
挡渣塞投放车在转炉一个冶炼周期内工作时间极短,其在待投位置到投放结束返回原始位置,不到1min。
挡渣塞投放车悬臂杆采用了独立的空气冷却系统,避免了机构动作时冷却空气流量自动降低,造成主要组成部件易损和工作不可靠的缺陷。
挡渣塞投放车软件方面考虑系统的多路保护控制。从目前使用厂家看,至今无任何故障发生。
挡渣塞投放车针对转炉出钢时工作环境恶劣,挡渣塞投放车在一个极短工作时间内有可能出现极端的情况,在设计上考虑了严格的人身和设备安全措施。
3.3 挡渣棒投放装置的易用性
在操作方式上设计了车上载人程序自动操作和手动操作两种方式,机旁程序自动操作方式,共三种操作方式。挡渣棒投放车机械易损件、易耗件少,电气元件全部采用国外著名厂、商产品。调整简单,转炉更换出钢口后,操作工可根据新出钢口位置在车后作定点调整。
4 挡渣出钢的效益分析
天津天钢联合钢铁有限公司在即将投入的三座120t转炉设计上采用新型挡渣工艺,对于提高钢包寿命、延长炉龄有着可观的经济效益。
4.1 减少了钢包中的炉渣量和钢水回磷量。国内外生产厂家的使用结果表明,挡渣出钢后,进入钢包的炉渣量减少,钢水回磷量降低。不挡渣出钢时,炉渣进入钢包的渣层厚度一般为100~140mm,钢水回磷量0.004%~0.006%;采用挡渣出钢后,进入钢包的渣层厚度减少为40~80mm,钢水回磷量0.002%~0.0034%。
按未使用该工艺废品率平均(P含量过高)每月2 炉计算:FI=120×2×12×500=144(万元)
4.2 提高了合金收得率。挡渣出钢,使高氧化性炉渣进入钢包的数量减少,从而使加入的合金在钢包中的氧化损失降低。特别是对于中、低碳钢种,合金收得率将大大提高。不挡渣出钢时,锰的收得率为80~84%,硅的收得率为70%~80%;采用挡渣出钢后,锰的收得率为84~90%,硅的收得率为80%~90%。
采用挡渣出钢工艺,吨钢可节约合金消耗约1kg/t,合金按7000元/t,年产钢水按300万t/a计算:F2=300×0.001×7000=2100(万元)

4.3 降低了钢水中的夹杂物含量。钢水中的夹杂物,大多来自脱氧产物,特别是对于转炉炼钢在钢包中进行合金化操作时更是如此。攀钢对钢包渣中TFe量与夹杂废品情状进行了调查,其结果是:不挡渣出钢时,钢包渣中W(TFe)为14.4%,经吹氩处理后渣中W(TFe)为2.6%,这说明渣中11.9%的W(TFe)将合金元素氧化生成了大量氧化物夹杂,使废品率达2.3%。采用挡渣出钢后,钢包中加入覆盖渣的W(TFe)为 3.61,吹氩处理后渣中 W(TFe)为4.01,基本无多大的变化,其废品率仅为0.049%。由此可见,防止高氧化性炉渣进入包内,可有效地减少钢水中的合金元素氧化,降低了钢水中的夹杂物含量。
4.4 提高了钢包使用寿命。目前我国的钢包内衬多采用黏土砖和铝镁材料,由于转炉终渣的高碱度和高氧化性,将侵蚀钢包内衬,钢包使用使命降低。采用挡渣出钢后,减少了炉渣进入钢包的数量,同时还加入了低氧化性、低碱度的覆盖渣,这样减少了炉渣对钢包的侵蚀,提高了钢包使用寿命。
由于采用了新型的挡渣工艺,可提高钢包寿命5%,更换一次钢包需耐材20t,3800元/t,浇注料12t,每吨1300元/t,钢包寿命按80炉,年产钢水按300万t/a,可节约耐材费用计算如下:4.5经济效益


按此计算,全年可节约2387.125万元。
更为突出的是,由于该工艺的使用,为我公司洁净钢生产提供了有利的保证,更为今年高品种钢提供了坚实的基础。
猜你喜欢
上海金属(2022年5期)2022-09-26
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
华北理工大学学报(自然科学版)(2022年3期)2022-05-11
矿产综合利用(2020年1期)2020-07-24
中国资源综合利用(2017年2期)2018-01-22
铸造设备与工艺(2016年5期)2016-11-26
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
安徽冶金科技职业学院学报(2015年3期)2015-12-02
