
含Bi易切削变形Zn-Al合金显微组织与性能
2011-08-09 01:01林高用孙利平曾菊花王莉
中南大学学报(自然科学版) 2011年11期
林高用 ,孙利平,曾菊花,王莉
(1.中南大学 材料科学与工程学院,湖南 长沙,410083;2.中南大学 有色金属材料科学与工程教育部重点实验室,湖南 长沙,410083)
在有色金属中锌的矿物储量、产量和用量仅次于铝和铜,居第3位[1−2]。随着我国有色金属工业的快速发展,我国铜资源短缺与铜消费量增长的矛盾日益加剧,加速开发铜及铜合金替代材料,以满足现代工业的需求,成为材料工作者的共识[2−5]。我国锌资源不但储量多,居世界前列,品位也高[6]。锌合金具有熔点低、铸造性能好、力学性能优异、生产工艺流程短、能耗小等优点,是部分铜合金的理想替代材料,成为目前国内外研究的热点[7−12]。经过几十年的发展,锌合金已形成铸造锌合金和变形锌合金两大系列。变形锌合金的典型代表为 Zn-Al和 Zn-Cu-Ti合金。Zn-Cu-Ti合金是目前使用较多的变形锌合金,可用来制作拉链、千层锁和日用五金等,但由于其综合性能较低,应用范围有很大局限;而Zn-Al合金具有许多优异的性能,如熔点低、熔炼耗能少,生产效率高,力学性能良好等,目前已相继发展了几个成分的Zn-Al 合金(ZnAl15,ZnAl10-1,ZnAl10-5,ZnAl0.2-4和ZnAl14-1)作为黄铜的代用品[2]。但变形Zn-Al合金,尤其是接近共晶成分的Zn-Al合金,在切削加工时通常会遇到较大困难,在自动车床和仪表车床上切削加工效率低,排屑不畅,易黏刀,易断刀,加工件表面不光洁等,限制了变形Zn-Al合金的应用[13]。因此,研究开发出一种既具有优良切削性能,又具有良好力学性能的变形Zn-Al合金,实现对已有易切削铅黄铜的替代具有重要意义。一般可通过添加Pb,Sn和Bi等低熔点元素来提高合金的切削性能[14],并通过添加适量的Al,Cu,Mg和Ti等合金元素提高Zn合金的力学性能与成形性能[2,15−16]。目前,还没有关于易切削变形 Zn-Al-Bi合金组织与性能的研究报道。本文作者通过较系统的试验,对自行配制的无铅含Bi易切削变形Zn-Al合金铸态、挤压态的组织与性能进行了研究。
1 试验材料及方法
本文所用试验材料是自行配制的含 Bi易切削变形Zn-Al合金。按照表1所示的合金成分进行配料,在工频感应炉内熔炼;熔炼过程中,Bi以纯金属加入,Ti以Cu-Ti中间合金加入,Mn以Al-Mn中间合金加入。将铸锭锯尾、车皮后在3 150 kN立式挤压机上进行挤压,挤压工艺参数为:模具、挤压筒预热温度200℃,铸锭加热温度250~260 ℃;挤压比λ=18.8。
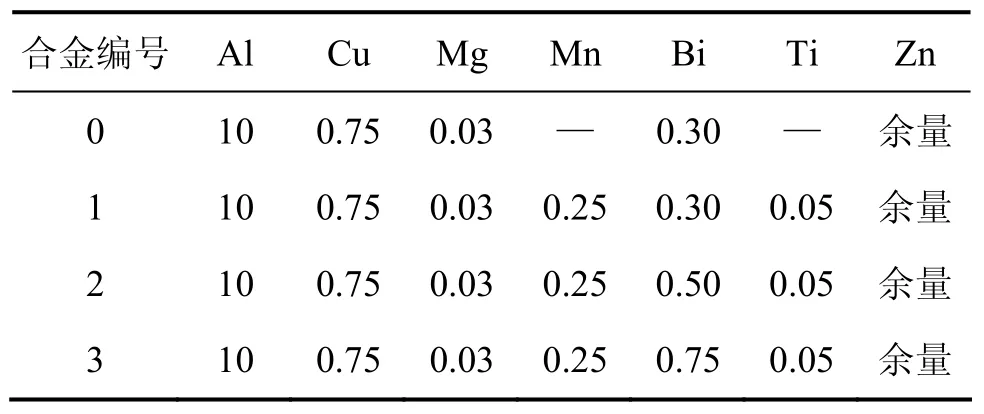
表1 试验合金化学成分(质量分数)Table1 Chemical compositions of experimental alloys%
采用 POLYVAR−MET型金相显微镜观察铸锭金相组织;将合金挤压态按GB/T 228—2002制成拉伸试样,在CSS−44100型电子万能试验机上进行室温拉伸试验,拉伸速度为2 mm/min;利用Sirion200场发射扫描电子显微镜观察合金微观组织;在DJ−CL−1三向线性放大器/CD6140A机床上对合金挤压态进行切削力测试,并对合金铸态、挤压态车屑形貌进行对比观察。
2 结果与讨论
2.1 力学性能
合金挤压态力学性能测试结果如表2所示。从表2可以看出:未加Mn和Ti的0号合金抗拉强度为351 MPa,伸长率为 18%,虽比 1号合金抗拉强度低 12 MPa,但伸长率高5%,表现出较好的综合性能。2号合金抗拉强度最高,为368 MPa,但伸长率仅为7%,其塑性较差。3号合金强度最低,为345 MPa,伸长率和1号合金的相同,为13%。通过比较可以发现,0号合金和1号合金表现出了较好的综合力学性能,不但有较好的塑性,抗拉强度也达到350 MPa以上,能满足替代部分铜合金的要求[6]。
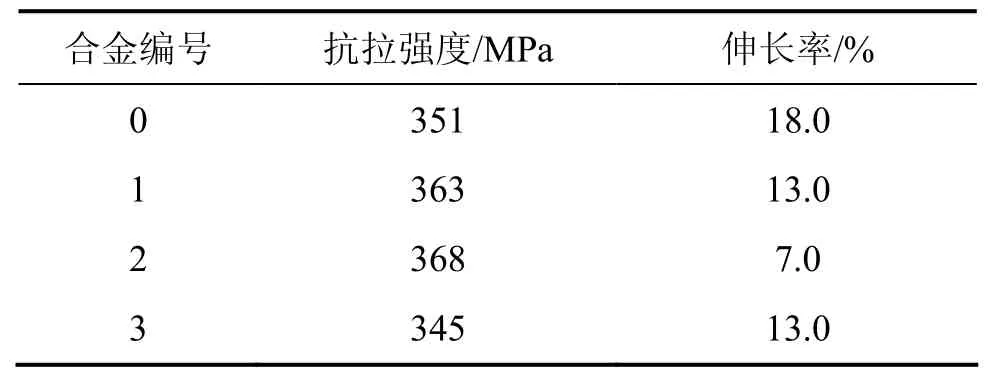
表2 挤压态Zn-Al-Bi合金力学性能Table2 Mechanical properties of extruded Zn-Al-Bi alloys
2.2 合金铸态金相组织
对合金铸态进行金相组织观察,结果如图1所示。从图1可以看出:未添加Ti合金元素的0号合金铸态金相组织呈树枝状,而添加了Ti的1号、2号和3号合金铸态组织枝晶被打破,晶粒明显细化,表明 Ti能对 Zn-Al合金晶粒产生明显细化作用,这与文献[2, 7]的结果是一致的。从图1还可以看出:2号合金金相组织中存在大而不规则的相,结合室温拉伸试验结果可知,该相对Zn-Al合金的塑性可能产生明显恶化作用。
2.3 扫描电镜观察
0号、1号和2号合金铸态及挤压态的SEM微观组织如图2所示,其中图2(a)~(c)所示为合金铸态微观组织,图2(d)~(f)所示为合金挤压态微观组织。从图2(a)~(c)可以看出:未添加 Ti的 0号合金铸态组织呈枝状(见图2(a));而添加了Ti的1号合金铸态组织枝晶被打破,晶粒明显细化(见图2(b));2号合金铸态组织中存在大而不规则的相(见图2(c)),这与合金铸态金相组织结果是一致的。此外,通过背散射电子扫描电镜还可以观察到,合金中Bi的分布为均匀细小的粒子(如图2中高亮的白色相),正是由于低熔点Bi相的弥散分布,改善了试制 Zn-Al合金的切削性能。从图2(d)~(f)可以看出:挤压后合金组织均匀细小。未添加Ti的0号合金铸态组织枝晶被打破,组织细小均匀,Bi相弥散分布(图2(d)),因此,其挤压态力学性能及切削性能都较好。添加了Mn,Ti和Bi的1号试样挤压态组织均匀细小,富 Mn相和 Bi相弥散分布(图2(e))。2号合金挤压铸态组织中存在大而不规则的块状相(图2(f)中的黑色相),根据表1合金力学性能测试结果,2号合金塑性明显低于0号和1号合金的塑性,这可能是由于2号合金中大而不规则的块状相为脆性相。因此,本文作者认为:加Ti虽然能明显细化Zn-Al合金铸态组织,但由于变形Zn-Al合金经过挤压成形,组织已经非常细小,因此,不添加Ti的0号合金其组织与性能已经能够满足要求。此外,Mn的加入对于提高变形Zn-Al的力学性能作用不明显。
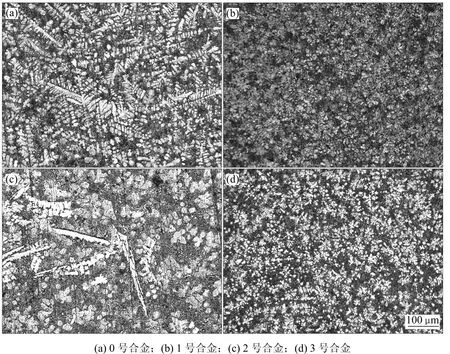
图1 Zn-Al-Bi合金铸态显微组织(OM)Fig.1 Optical micrographs of as-cast Zn-Al-Bi alloys
2号合金铸态组织微区成分分析结果如图3所示。由图3可知:2号合金的铸态组织包含了5种不同的相:η-Zn基体相(A点)、初生α相(B点)、共晶α+η相(C点)、Mn富集的化合物(D点)和微量的Bi相(E点)。η-Zn基体相是以Zn为基,固溶有微量Al和Mn的固溶体(如图3(b)所示),为密排六方晶体结构;初生 α相是以Al为基,固溶有大量Zn、微量Mn的固溶体(见图3(c)),为面心立方晶体结构;共晶α+η相由η固溶体和α固溶体共同组成(见图3(d));Mn富集的化合物呈块状或其他不规则形状分布(见图3(e));微量的 Bi相以点状弥散分布在η-Zn基体相、初生α相、共晶α+η相和Mn富集的化合物上(见图3(f)),正是由于低熔点的Bi相在合金中弥散分布,在合金切削时起到断屑作用,从而提高了变形Zn-Al合金的切削性能。
2.4 切削性能
试制易切削变形锌合金挤压态切削力测试是在DJ−CL−1三向线性放大器/CD6140A机床上进行的,测试结果如表3所示。三向切削力是在固定切削速度、进给量和背吃刀量的情况下获得的,进行比较时主要针对切向力。从表3可知:0号合金切向力平均值最低,为42.30 N;1号合金切向力平均值最高,为48.03 N;2号和3号合金切向力平均值比1号合金的稍低,分别为47.28 N和46.51 N。以上结果表明:未添加Mn和Ti,添加0.3% Bi的0号合金切削性能最好,其切削力最低;添加了Mn和Ti的1号、2号和3号合金随着Bi含量的增加,切削力下降,切削性能有所提高。

图2 Zn-Al-Bi合金SEM背散射电子像Fig.2 SEM back-scattered electron images of Zn-Al-Bi alloys
0号合金铸态及挤压态车屑形貌如图4所示。从图4可以看出:合金铸态、挤压态车加工时易断屑,车屑均呈直条状,且车屑较细小,其切削性能好。

表3 挤压态Zn-Al-Bi合金切削力测量结果Table3 Cutting force measurements of extruded Zn-Al-Bi alloys
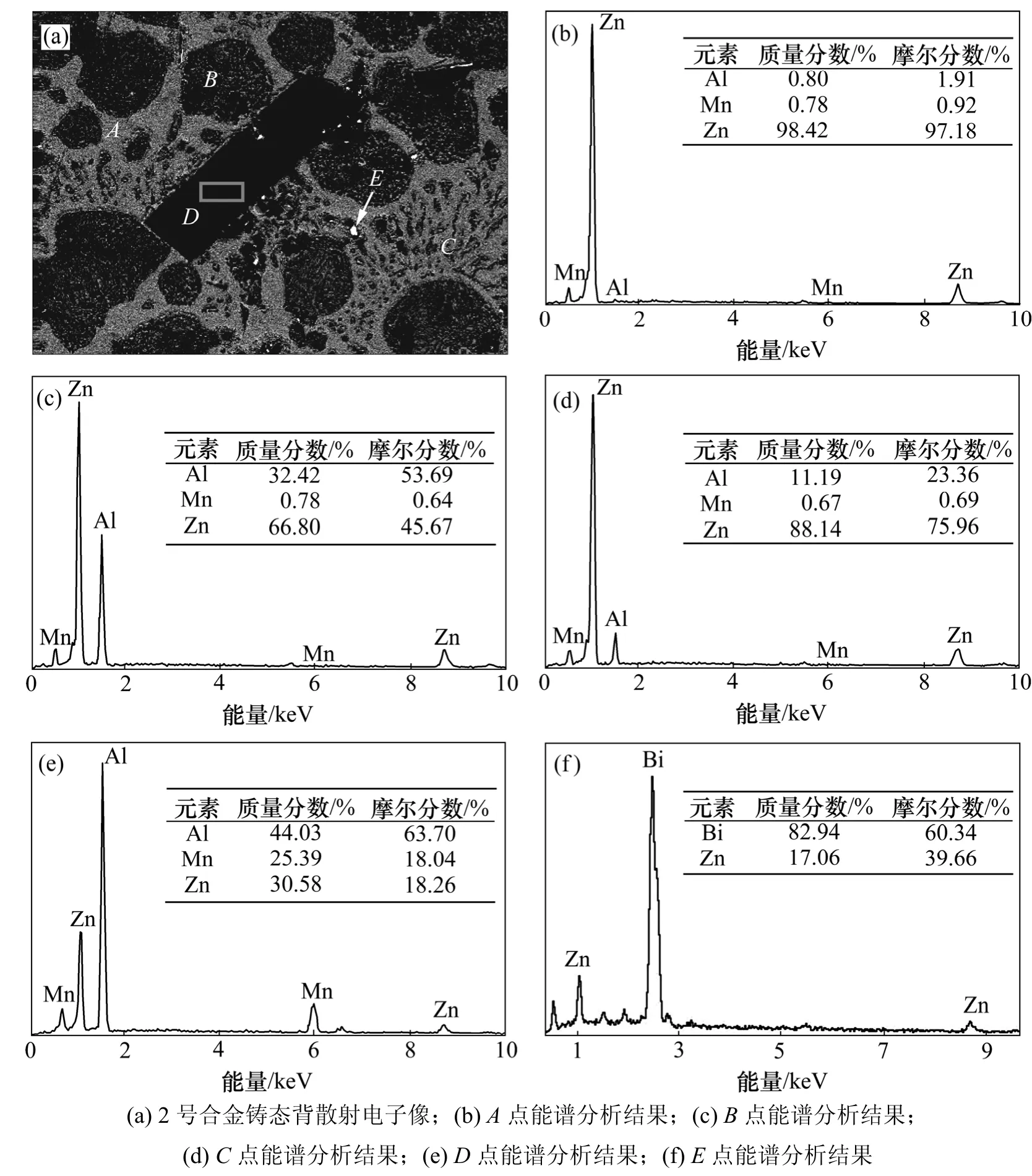
图3 2号合金铸态背散射电子像及能谱分析结果Fig.3 Back-scattered electron image and EDS analyses results of as-cast alloy 2
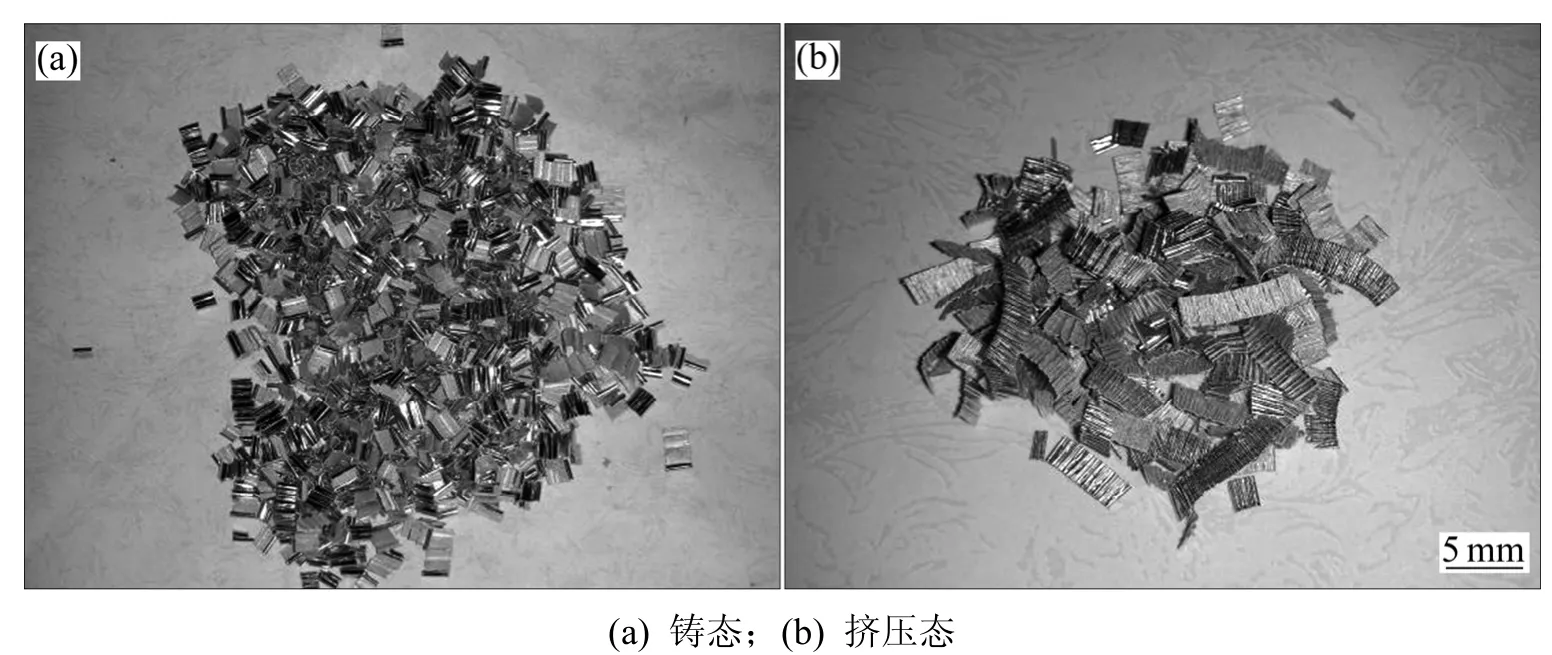
图4 0号合金车屑形貌Fig.4 Photos of cuttings of alloy 0
2.5 电镀预处理和电镀试验结果
Zn-Al合金存在一定的晶间腐蚀倾向,目前合金实际应用时采用电镀保护,以提高合金耐腐蚀性能,因此,试制的Zn-Al-Bi合金需能够实现电镀。Bi虽能明显提高Zn-Al合金的切削性能,但是实验中发现其对合金电镀性能产生了不良影响,Bi可能导致变形Zn-Al合金电镀起泡。通过对试制的含Bi易切削变形Zn-Al合金进行电镀预处理及电镀试验,得出以下主要试验结果:
(1)将0号、1号、2号、3号合金挤压态试样进行电镀预处理,Bi含量较少的0号、1号合金不起泡,而2号、3号试样起泡,表明Bi含量较高的Zn-Al合金,容易起泡,如图5所示。
(2)对2号合金挤压态和车加工态分别进行电镀,电镀结果见图6。由图6可以看出:经过车加工后的试样电镀起泡程度明显降低。
含Bi易切削变形Zn-Al合金电镀起泡主要与Bi含量、制品表面光洁度等因素有关,Bi含量超过0.5%时,合金易电镀起泡。综合比较发现:本文试制的含0.3%Bi的0号合金不但具有良好的切削性能和综合力学性能,电镀也不易发生起泡,能够满足使用要求,可作为部分铜合金替代材料,用于轴承、连接件、五金和家电等结构件。
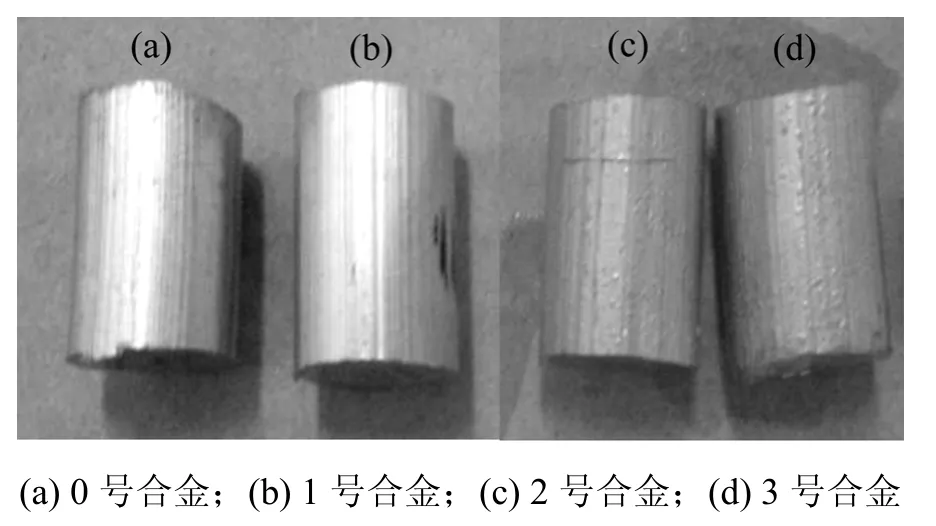
图5 Zn-Al-Bi合金挤压态试样电镀预处理后照片Fig.5 Photos of extrusion Zn-Al-Bi alloys after plating pretreatment
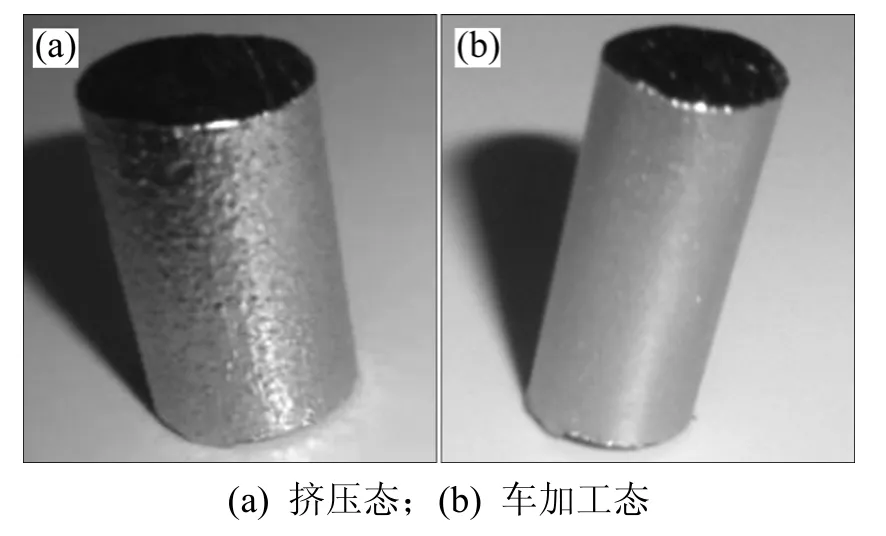
图6 2号合金电镀试验试样照片Fig.6 Photos of alloy 2 after plating
3 结论
(1)低熔点的Bi相在Zn-Al合金中以针状弥散分布,在机加工时起到断屑作用,改善了Zn-Al合金的切削性能。
(2)Bi含量超过0.5%时,Bi对Zn-Al合金电镀性能产生不良影响,因此,易切削Zn-Al合金中Bi含量不宜超过0.5%。
(3)自行配制的 Zn-10%Al-0.3%Bi-0.75%Cu-0.03%Mg合金,切削性能良好,抗拉强度达到 351 MPa,伸长率为18%,电镀不易起泡,表现出较好的综合性能,可作为部分铜合金替代材料,用于轴承、连接件、五金、家电等结构件。
[1]包小波, 黄其兴.世界锌技术经济[M].北京: 冶金工业出版社, 1996: 143−248.BAO Xiao-bo, HUANG Qi-xing.Zinc technical economics in the world[M].Beijing: Metallurgical Industry Press, 1996:143−248.
[2]孙连超, 田荣璋.锌及锌合金物理冶金学[M].长沙: 中南工业大学出版社, 1994: 11−20.SUN Lian-chao, TIAN Rong-zhang.Physical metallurgy of zinc and Zn-alloy[M].Changsha: Central South University of Technology Press, 1994: 11−20.
[3]Prasad B K.Influence of some material and experimental parameters on the sliding wear behaviour of a zinc-based alloy,its composite and a bronze[J].Wear, 2003, 254(1/2): 35−46.
[4]耿浩然, 王守仁, 王艳.铸造锌、铜合金[M].北京: 化学工业出版社, 2006: 9−20.GENG Hao-ran, WANG Shou-ren, WANG Yan.Casting zinc and copper alloys[M].Beijing: Metallurgical Industry Press, 2006:9−20.
[5]林高用, 郑小燕, 周佳, 等.一种锌基合金热变形行为的试验模拟[J].机械工程材料, 2007, 31(7): 60−62.LIN Gao-yong, ZHENG Xiao-yan, ZHOU Jia, et al.Thermocompression behavior of a zinc based alloy[J].Materials for Mechanical Engineering, 2007, 31(7): 60−62.
[6]黄伯云, 李成功, 石力开, 等.中国材料工程大典[M].北京:化学工业出版社, 2006: 431−455.HUANG Bo-yun, LI Cheng-gong, SHI Li-kai, et al.The material engineering tome of China[M].Beijing: Chemistry Industry Press, 2006: 431−455.
[7]蔡强.锌合金[M].长沙: 中南工业大学出版社, 1987:102−170.CAI Qiang.Zinc alloy[M].Changsha: Central South University of Technology, 1987: 102−170.
[8]Savakan T, Hekimolu A P, Purcek G.Effect of copper content on the mechanical and sliding wear properties of monotectoid-based zinc-aluminium-copper alloys[J].Tribology International, 2004,37(1): 45−50.
[9]Zhang F, Vincent G, Sha Y H, et al.Experimental and simulation textures in an asymmetrically rolled zinc alloy sheet[J].Scripta Materialia, 2004, 50(7): 1011−1015.
[10]林高用, 郑小燕, 曾菊花, 等.锌基合金挤压型材的组织与性能[J].中南大学学报: 自然科学版, 2008, 39(2): 246−250.LIN Gao-yong, ZHENG Xiao-yan, ZENG Ju-hua, et al.Microstructure and properties of extruded profiles of zinc-based alloys[J].Journal of Central South University: Science and Technology, 2008, 39(2): 246−250.
[11]琚宏昌.4×60 m回转窑托轮轴瓦应用锌合金替代铜合金的可行性研究[J].安阳大学学报, 2003(3): 10−14.JU Hong-chang.The studies of Zn-alloy replacing Cu-alloy as supporting wheel axle bush material of 4×60 m rotating kiln[J].Journal of Anyang University, 2003(3): 10−14.
[12]Nilsson A, Gabrielson P, Stahl J E.Zinc-alloys as tool materials in short-run sheet-metal forming processes: Experimental analysis of three different zinc-alloys[J].Journal of Materials Processing Technology, 2002, 125/126(9): 806−813.
[13]林高用, 肖弦, 郑小燕.锌合金切削性能的研究[J].矿冶工程,2006, 25(5): 68−70.LIN Gao-yong, XIAO Xian, ZHENG Xiao-yan.Study on the cutting property of Zn-alloy[J].Mining and Metallurgical Engineering, 2006, 25(5): 68−70.
[14]陈日曜.金属切削原理[M].北京: 机械工业出版社, 1992:132−170.CHEN Ri-yao.Principle of metal cutting[M].Beijing: China Machine Press, 1992: 132−170.
[15]张忠明, 王锦程, 徐东辉, 等.铝、铜、镁对铸态锌基合金组织和阻尼性能的影响[J].中国有色金属学报, 1999, 9(1): 1−6.ZHANG Zhong-ming, WANG Jing-cheng, XU Dong-hui, et al.Effects of Al, Cu, Mg on the microstructure and damping properties of cast zinc-based alloys[J].The Chinese Journal of Nonferrous Metals, 1999, 9(1): 1−6.
[16]LI Yuan-yuan, Ngai T L, XIA Wei, et al.Effects of Mn content on the tribological behaviors of Zn-27%A1-2%Cu alloy[J].Wear,1996, 198(1/2): 129−135.
猜你喜欢
中国水运(2022年4期)2022-04-27
有色金属材料与工程(2021年2期)2021-11-28
粉末冶金技术(2021年1期)2021-03-29
有色金属材料与工程(2020年5期)2020-11-27
汽车科技(2020年3期)2020-06-08
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年10期)2018-10-13
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01
