
TBD620V16柴油机曲轴动平衡分析
2011-08-03 11:55:44刘丕人吴亚龙陈银涛
铁道机车车辆 2011年1期
刘丕人,吴亚龙,陈银涛,杨 隽
(河南柴油机重工有限责任公司,河南洛阳471039)
各类机器设备、交通工具等的振动是一种常见现象,除了一些利用振动工作的设备外,对于一般的机器来说振动是有害的。它将使机器零部件承受附加的动载荷,加速轴承、轴颈磨损,影响机器工作性能,降低机器精度,甚至使机器过早损坏。
曲轴是内燃机的重要零部件,它承受着周期性不断变化的燃气冲击力、往复运动质量的惯性力、旋转质量的离心力等复杂的交变载荷。曲轴围绕其轴线做回转运动,当曲轴相对于回转中心线的质量分布不均时,会产生不平衡离心惯性力和惯性力矩,这是造成发动机振动的主要原因之一。曲轴的转速越高,它引起的振动越明显。这种不平衡离心力作用在曲轴轴承上会引起振动,产生噪声和加速轴承磨损,以至于严重影响内燃机的性能和寿命。
1 曲轴动平衡的力学原理
由理论力学可知,两个平行力可以合成一个与之平行的力。反之,一个力也可以分解成与之平行的两个力。如图1所示,力F可分解为作用在A、B两点的同向平行力,而且A、B两点的位置是任意指定的,各力间的关系如下:


图1 力的分解
假设有不平衡的刚性转子绕转动轴作匀速转动。可将此转子理解为由若干个偏心薄盘所组成,各圆盘均产生一个惯性力,即组成一个空间惯性力系。假定转子的左右两端面作为校正平面,将每个惯性力都分解为通过A、B两点的平行力,根据式(1)可得:

式中l为转子左右两端面距离,li为第i个惯性力至左端面的距离[1]。
同理,把惯性力都分解到左右两个端面上得到一个平面汇交力系,分别以A、B两点为汇交点的合力和转子的所有惯性力是等效的。如果在左右两端面(或任意两个指定的校正面)上进行校正,适当的加重或去重便可使转子得到平衡。由此可见,任意不平衡刚性转子都可以在两个与旋转轴垂直的平面上进行校正而得到平衡。
2 曲轴动平衡分析
随着现代工业的不断发展,人们对发动机的性能提出了越来越高的要求,对曲轴不平衡量的要求也越来越严格。高速大功率柴油机TBD620V16柴油机曲轴(见图2)最高转速1 860r/min。其毛坯采用弯曲镦锻成型,毛坯状态一致性不好,加工余量大。在加工过程中曲柄销角度一般靠夹具保证,即便采用加工中心加工,也不能保证加工的曲轴曲柄销完全对称。同时,加工过程中还需要进行热处理,中间难免会有变形,加上热处理过后材质不能保证绝对均匀分布,以至于曲轴加工完成后相对于回转中心线的质量分布是不均匀的。然而不完全平衡的曲轴在离心惯性力作用下将产生不均匀力矩,不平衡力矩将会引起曲轴弯曲变形、柴油机振动甚至碾瓦。由此可见,曲轴加工完成后必须进行动平衡试验,从而达到允许的平衡精度要求。

图2 TBD620V16柴油机曲轴
3 动平衡机的选择
离心式平衡机是在转子旋转的状态下,根据转子不平衡引起的支承振动来测量不平衡。按校正平面数量的不同,可分为单面平衡机和双面平衡机。单面平衡机只能测量一个平面上的不平衡(静不平衡),它虽然是在转子旋转时进行测量,但仍属于静平衡机。双面平衡机能测量动不平衡,一般称为动平衡机。离心力式平衡机按支承特性不同,又可分为软支承平衡机和硬支承平衡机。平衡转速高于转子支承系统固有频率的称为软支承平衡机。这种平衡机的支承刚度小,传感器检测出的信号与支承的振动位移成正比。平衡转速低于转子支承系统固有频率的称为硬支承平衡机,这种平衡机的支承刚度大,传感器检测出的信号与支承的振动力成正比。平衡机的主要性能用最小可达剩余不平衡量和不平衡量减少率两项综合指标表示。前者是平衡机能使转子达到的剩余不平衡量的最小值,它是衡量平衡机最高平衡能力的指标;后者是经过一次校正后所减少的不平衡量与初始不平衡量之比,它是衡量平衡效率的指标,一般用百分数表示。我厂TBD620V16柴油机曲轴采用的是YYW3000卧式硬支撑双面动平衡机来进行平衡去重的。
4 曲轴动平衡特点
TBD620V16柴油机曲轴最大回转半径(包括平衡块)为200mm,总长2 260mm,最高工作转速1 860r/min,由于曲轴是一种结构特殊的刚性转子,在工作时采用多点支撑,工作转速远低于曲轴的临界转速。另外,曲轴平衡时转速比较低,平衡时不会产生明显影响曲轴不平衡状态的弹性变形[2]。因此在原则上可以按照刚性转子二面平衡原理进行平衡校正。由于曲轴的结构特点特殊性,没有任意位置去重的校正面,平衡时去重只能在某些固定的位置如平衡块上进行。
曲轴通常选用铣削和钻削两种方法去重,TBD620V16柴油机曲轴是采用在平衡块上钻削去重方式进行平衡的。去重选择的是在两端1、2和15、16曲臂上的4个平衡块上(见图3),采用二面平衡原理去重。
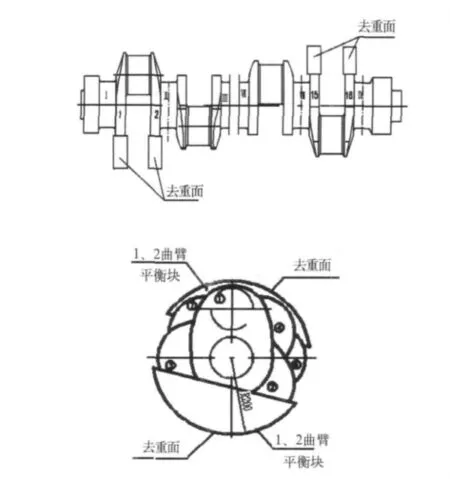
图3 TBD620V16曲轴去重图
5 剩余不平衡质量计算
按照平衡等级标准以及对多种柴油机曲轴许用不平衡量的换算,得出曲轴平衡等级应选用G1到G2.5级。以TBD620V16柴油机曲轴选取G2.5级为例。已知TBD620V16曲轴最大工作转速为1 860r/min,去重旋转半径r为200mm,总重M为450kg。


所以曲轴剩余不平衡质量m为28.9g。
曲轴在动平衡机YYW3000上进行动平衡时,由于曲轴动平衡机是双面校正平衡,故分配到每个面的允许不平衡量为14.45g,因此应根据平衡机上显示的不平衡方向和大小,在曲轴相应方向的平衡块上进行钻孔去重,去重后再进行平衡直至曲轴的不平衡质量显示在14.45g以内为止。
6 结束语
曲轴在动平衡机上平衡后,可以根据需要对曲轴平
曲轴许用不平衡量:

所以TBD620V16柴油机曲轴许用不平衡量为578 g·cm。
根据|U|=m×r得:衡块进行去重加工,根据TBD620V16柴油机曲轴技术条件规定,可在平衡块外圆上采用钻孔的方式进行去重,曲轴实际不平衡量应小于曲轴要求的最小不平衡量。在对曲轴进行去重加工后必须进行再次平衡,以检验和记录曲轴最终剩余不平衡质量,当实际剩余不平衡质量小于产品图纸所要求的剩余不平衡质量时即为合格。
[1]郝桐生.理论力学[M].北京:高等教育出版社,2002.
[2]王汉英,张再实,徐锡林.转子平衡技术与平衡机[M].北京:机械工业出版社,1988.
[3]王知行,刘廷荣.机械原理[M].北京:高等教育出版社,2003.
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:12
考试与评价·高二版(2021年4期)2021-09-10 07:22:44
锻压装备与制造技术(2021年2期)2021-07-19 08:50:46
艺术品鉴(2020年3期)2020-07-25 01:53:42
学生天地(2020年22期)2020-06-09 03:07:40
东坡赤壁诗词(2019年5期)2019-11-14 10:36:10
中学物理·高中(2019年8期)2019-09-20 07:08:06
河北地质(2016年1期)2016-03-20 13:51:58
组合机床与自动化加工技术(2014年9期)2014-03-01 02:21:42
东方汽轮机(2012年1期)2012-03-20 13:34:32
