
改装船舶分段对接错位的研究与讨论
2011-07-30 09:02董德玉董德兴
中国修船 2011年5期
苏 宇,董德玉,董德兴
(1.舟山中远船务工程有限公司,浙江舟山 316131;2.昆山锐芯微电子有限公司,江苏昆山 215300)
0 前言
在众多改装船舶中,“油轮改装散货船”为众多改装船型的一种,而无论何种船型改装都不能避免一个问题,那就是分段对接。如果分段对接缝位置出现错位,不仅会增加施工难度、浪费人工,而且还会在对接缝部位产生较大的内应力从而影响结构的强度,甚至有些部位会影响船舶的总纵强度,缩短船舶结构使用寿命。
某轮的主要工程为新加内底板、下边柜、上边柜、甲板纵桁、舱口围以及生活区改装等,其中上边柜改装比较繁杂,老甲板强横梁部分拆除,新加上边柜框架与老横梁对接 (见图1)。根据图1,由于船舶线型以及切割不准确等问题的影响,使得在装上边柜底板时很容易使底板分段在对接缝位置错位,那么如何处理该问题,下面我们以常见的3种处理方案分别对其进行讨论。
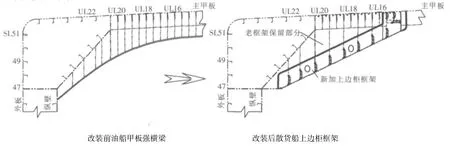
图1 上边柜改装简图
1 装配上边柜底板前对框架的控制
切割老框架时应在老框架处画出切割线及检验线,在此不再赘述,切割时建议每道老框架留有10 mm的余量。切割完毕后在舱长方向的每个框架的同一点拉粉线来检验各个框架的切割缝是否平齐,如有突出及凹陷的框架及时对其修整。若新加上边柜框架分段的尺寸有所不同时,需要按图纸尺寸切割老框架 (保留10 mm余量),待切割完毕后将新加上边柜框架定位,再用同上方法检验新加上边柜框架沿船长方向是否在同一直线上。如若不共线需将新加框架拆除对老框架进行修正 (如果直接修整新加框架会出现底板纵骨切口的高度变矮,需要同时修整框架切口使其高度达到标准要求,比拆除新加框架重新定位要麻烦很多),通过该方法可有效预防分段错位的发生。
2 对接缝部位结构调平
在船舶改装过程中,很多情况下会出现所有分段已经装配结束才发现分段对接缝位置错位,很多施工人员首先想到用马板对错位位置卡平后焊接,下面以上边柜底板分段为例,若对接缝位置出现错位 (见图2)用调平的方法是否可行。

图2 上边柜底板分段对接缝区域
由于该轮的上边柜结构采用纵骨架形式,所以根据图2可以看到,Fr72为软结构;Fr71与Fr73为新加上边柜框架,分段对接缝位于Fr72+210位置,上边柜底板纵骨为FB500×24的扁铁,若该对接缝位置错位20 mm,用调平的方法对其校正。根据《材料力学》理论,计算每根底板纵骨的受力情况,为方便调平,现将分段对接缝附近的底板纵骨沿焊缝两边分别刨开2 000 mm,那么该纵骨即可简化成普通梁的结构形式 (见图3)。Fr71与Fr73分别成为简支梁的支点,由于底板纵骨受到马板的力的作用,纵骨L1受到向下的力F1,纵骨L2受到向上的力F2,取弹性模量E=2×105MPa,现对其中一根纵骨进行受力分析。根据该纵骨的受力情况并结合材料力学的相关公式计算,得出:F1≈F2=68.641 3 kN,h1=12.19 mm,h2=7.81 mm。
根据计算结果我们可知,当上边柜底板纵骨调平焊接后,在不考虑焊接应力存在的条件下每根底板纵骨内部已经存在5.72 MPa的内应力,而上边柜底板共有9根纵骨共约51.48 MPa的内应力,由于该应力的存在使得船舶结构寿命有所缩短。
3 结构做近似光顺
上边柜底板分段对接缝错位时还可以根据实际情况将在对接缝部位两侧各1 000 mm范围内的上边柜纵骨切断,再用马板将两块底板调平焊接,待底板焊接结束后,将所切断的纵骨沿对接缝两边各2 000 mm的范围内挖补,使得纵骨的对接缝与底板的折角点尽量错开较远的距离,以避免对接缝与折角重合 (见图4),同时修整上边柜纵骨接缝处使其尽量光顺过渡,该方法不宜调整较大的错位。

图4 结构近似光顺
4 结语
根据以上计算分析,我们得知,分段错位后用调平的方法以及结构做近似光顺的方法都不是最理想的方案。分段调平最大的缺点在于费时费力、结构内部有很大的内应力存在,而上边柜底板及纵骨沿船长方向连续,同时参与船舶的总纵强度,由于沿船长0.4~0.65 L范围内船舶弯矩最大,故该方案不适用于该区域。结构做近似光顺的方法缺点在于纵骨挖补区域、底板对接区域不能做到完美的光顺,容易产生折角点,容易发生应力集中,该方案同样不适用于船长0.4~0.65 L范围内。为了能使结构能够充分自由对接避免存在内应力就要在分段装配时提前做好预防工作,在我厂众多改装船舶中已充分利用“装配上边柜底板前对框架的控制”的方法,并在船舶各个部位得到良好的实施,希望以上分析能为同类型改装船提供参考。
[1]陈可越,陈述,蔡强.船舶设计制造修理技术与质量检测验收实用手册[M].北京:清华同方光盘电子出版社,2003.
[2]罗思殿.船舶维修技术实用手册[M].吉林:吉林科学技术出版社,2005.
[3]李春凤,刘金环.工程力学[M].大连:大连理工出版社,2005.
[4]中国船级社.钢制海船入级规范[M].北京:人民交通出版社,2006.
猜你喜欢
奥秘(创新大赛)(2020年10期)2020-10-28
制造技术与机床(2019年8期)2019-09-03
农业工程学报(2018年14期)2018-08-10
专用汽车(2018年7期)2018-07-24
航天工业管理(2017年4期)2017-05-12
船舶标准化工程师(2017年2期)2017-04-05
制造技术与机床(2016年8期)2016-08-31
新高考·高一数学(2016年3期)2016-05-19
制造业自动化(2015年1期)2015-07-07
广东造船(2015年2期)2015-03-25
