
基于SPC的车间制造质量管理系统研究
2011-07-03 02:08费一正汪惠芬刘婷婷
制造业自动化 2011年19期
费一正,汪惠芬,刘婷婷,孔 正
(南京理工大学 机械工程学院,南京 210094)
0 引言
在竞争激烈的全球经济中,产品质量对制造企业具有前所未有的重要作用,只有具备良好的质量管理、控制和保证体系,才能确保产品或服务达到质量要求。而大多数制造企业在生产中普遍缺乏有效的质量信息采集、处理、分析、控制和管理的手段,无法有效地改进产品质量。
SPC(Statistical Process Control)即统计过程控制,最早就是由美国质量管理专家休哈特(W A.Shewhart)于1924年提出的,其概念是:SPC是借助数理统计方法的一种过程控制工具,它对整个生产过程进行分析与评价,并根据其反馈的信息及时发现偶然因素的出现,同时采取可行措施消除其影响,使整个过程维持在仅受随机性因素影响的受控状态,以达到质量控制的目的[1]。与以往的质量控制手段相比SPC的显著特点是将事后检验变为事前检测和预防,针对质量特征值的统计规律,通过控制图理论对每一道关键工序建立起简易的控制系统,一旦出现问题及时发现并纠正,避免大量不合格品的出现,从而完成对整个生产过程实时监控,以达到事前预防的目的[2,3]。
某公司是以研制生产光机电一体化产品为主的国家重点企业,其精密机械加工车间担负着公司大部分光电产品的机加任务,对产品质量的要求极为严格。在原有质量管理模式下,车间对生产过程没有有效地监控,不能了解生产过程是否稳定;生产质量数据的整理与统计比较零散,没有系统的统计分析,无法实现对历史质量数据的统计查询;不能对质量问题进行及时调整和改善,无法达到预防质量问题的目的。针对上述车间质量管理方面存在的问题根据统计过程控制的原理,运用计算机信息技术设计开发了车间制造过程质量管理系统,运用SPC方法对机械加工车间的生产过程进行有效监控,对质量数据进行控制图分析和过程能力控制,及时发现问题并纠正,从而保证产品质量,提高管理效率。
1 基于SPC的车间质量管理
1.1 车间质量管理业务流程分析
为了应用SPC方法解决车间质量管理方面存在的问题,对机加车间的质量控制流程进行了充分、系统的前期调研和分析,总结机械加工车间实际质量管理的业务流程如图1所示。
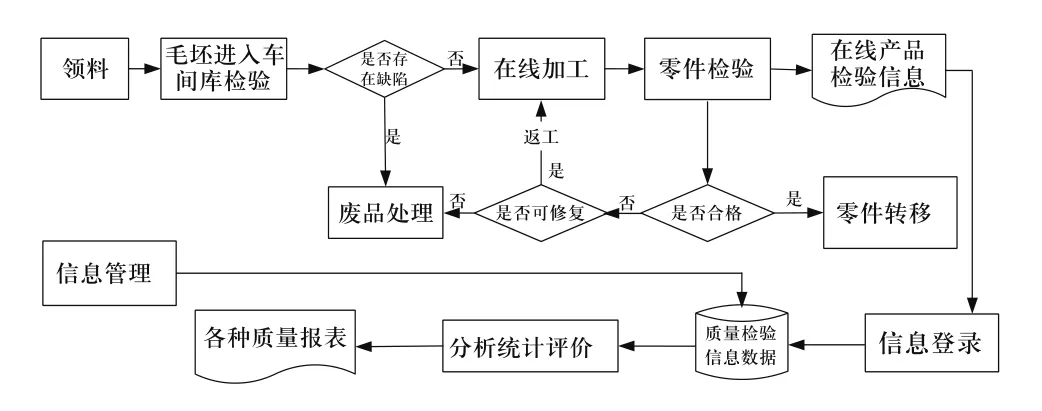
图1 机加车间质量管理流程图
机加车间库管员从公司仓库领取原材料,经过初步的进货检验以确定原材料是否合格,如果存在质量问题则进行废品处理,否则放入车间毛坯库位等待加工,操作者根据派发的零件加工流转单领取原料进行加工,加工完毕后如果该加工工序为质量控制关键工序,则送到质检组进行检验并填写相应的质量检验单,检验合格的零件转移到下一个加工工段,直到零件在本车间加工任务完毕后进行报交。对于检验不合格的零件如果可以修复则进行返工操作,否则就要进行废品处理。质检部门的检验人员要将质检数据及时录入系统以便根据这些数据生成各种控制图和质量统计报表。
1.2 基于SPC的车间质量控制流程
根据机加车间质量管理流程和质量控制的具体需求,综合运用控制图、直方图、过程能力分析等SPC技术,将机加车间质量管理系统的质量控制流程分为准备、分析和监控三个阶段,如图2所示。
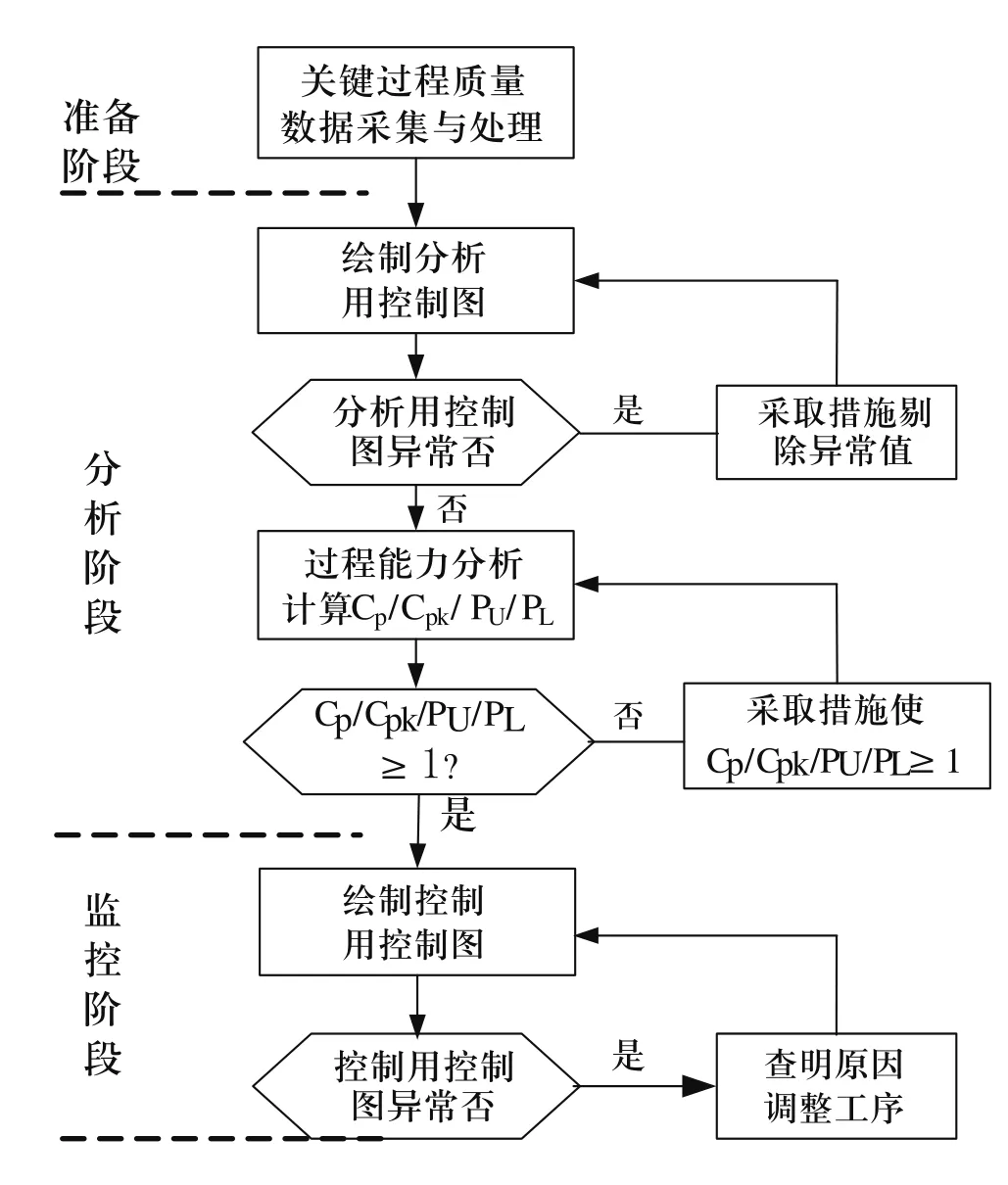
图2 机加车间质量控制流程
1.2.1 准备阶段
在应用SPC方法之前,需要识别出对产品品质好快起重要作用的关键过程,采集关键过程的产品质量信息并进行分析与处理。
1.2.2 分析阶段
在SPC分析阶段需要解决两个基本问题:一是工序质量状况是否稳定;二是过程能力是否充足。前者可利用控制图这种统计工具进行分析测定;后者可通过过程能力查定来实现。
1)控制图分析—生产过程中产品的质量特征值的波动具有统计规律性,由于影响质量因素的系统误差无法消除且对质量波动影响较小,故当只考虑系统偶然误差时根据中心极限定理,产品总体质量特性服从正态分布N(μ,σ2)。控制图正是利用质量特性的统计规律性对过程质量加以测定,记录从而进行评估和监察过程是否处于控制状态的一种图表[4]。一道关键工序的初期或进行系统改进后总存在不稳定因素,因此先要根据车间实际情况绘制相应的分析用控制图来判断过程是否受控。如存在异常点则应积极采取措施分析原因、调整过程,剔除所有异因使过程受控。
2)过程能力分析—在保证过程受控的情况下,计算过程能力指数Cp,根据表1判断过程能力是否合适(Cp≥1)[5]。其中过程能力指数Cp是衡量受控状态下过程的加工质量符合公差范围能力的参数。当公差的中心值M与数据分布的中心一致时,称过程能力“无偏”,指数用Cp表示;不一致时称为“有偏”,指数用Cpk表示,计算公式如下所示[6]。
如果过程能力充足,则进入监控阶段;如果过程能力不足,则要采取措施分析原因、调整过程,然后重新进行过程判断和过程能力评价。

表1 过程能力指数评价表
1.2.3 监控阶段
在过程能力足够的前提下,通过延长稳态下控制图的控制线作为控制用控制图对生产过程进行监控,并通过推移图和排列图等辅助图表分析产生质量问题的原因。如出现异常则及时查明原因,并采取相应措施调整工序,使质量过程重新处于稳态。监控阶段可以充分体现出SPC预防控制的作用。
在机加车间的实际应用中,对于每道关键工序都必须经过以上三个阶段,并且在必要时会重复进行从分析到监控的过程。
2 基于SPC的质量管理系统的设计与实现
2.1 质量管理系统结构设计
对于不同的制造企业,其质量目标不同、质量体系要素不同、质量活动的内容及侧重点也不尽相同,应该根据企业的实际需求设计和规划模块功能并进行开发。基于上文所述机加车间质量控制流程,结合车间的实际运作特点、质量管理状况和相关标准,提出了如图3所示由监控层、数据层及应用层组成的车间质量管理系统体系结构。

图3 机加车间质量管理系统体系结构
1)监控层:监控层负责机加车间生产过程中质量控制关键工序质量数据的采集。现有机加车间的质量数据采集手段主要有手持数据采集终端、人工数据采集以及三坐标仪等自动数据采集设备,软件提供其与数据层进行数据交互的数据接口。
2)数据层:数据层负责软件系统信息数据的存储和管理。用户数据库存储用户、角色和相应权限信息;质量信息数据库负责车间质量过程信息的存储和管理,为控制图绘制和过程能力分析提供数据支持;质量控制知识库管理质量控制与调整过程中的分析诊断及处理方法信息,为质量诊断和过程调整提供参考。
3)应用层:应用层集成了系统运行的核心业务模块,包括了控制图分析模块、过程能力分析控制模块等SPC质量控制的主要应用方法,是实现质量统计过程控制的主要途径。除了以上两个模块应用层还包括质量信息统计以及系统管理模块。根据机加车间品种多、批量变化大的特点,控制图分析模块选用均值-极差控制图、均值-标准差控制图、p不良率控制图作为分析用控制图。进入SPC监控阶段,通过延长控制图的控制线作为控制用控制图对生产过程进行监控,并通过推移图和排列图辅助分析产生质量问题的原因。过程能力分析模块负责在车间质量过程处于统计稳态后对过程能力指数进行分析与计算。质量信息统计模块负责数据的维护以及质量文档的管理和查询。除此之外,系统管理模块实现系统的设置和用户管理功能。
基于SPC的车间质量管理系统并不是一个孤立的系统,必须和机加车间现有的MES以及企业级的质量管理层集成,才能避免“信息孤岛”的出现,使之很好地发挥作用[7]。系统通过应用XML中间件技术以及同构数据库实现与其他信息系统的信息交互。
2.2 质量管理系统的实现
基于上述原理和系统体系结构,以及网络环境下质量管理系统必须遵循实用性、安全性、可靠性和开放性等软件开发原则并在考虑到机械加工车间实际生产情况的基础上,利用Microsoft.NET编程环境开发了基于SPC的车间制造过程质量管理系统。
软件系统以Oracle 9i数据库为支撑,Windows为前台操作平台,以企业内部网络为运行环境,通过车间现场监控设备和人工采集及时收集大量生产质量数据,绘制SPC控制图并进行过程能力分析,实时监控每道关键工序的质量,及时发现问题,不断分析质量问题中各种影响因素,找出原因并采取解决措施进行针对性预防和改善,从而达到持续改进的目的。其中图4为平均值-极差控制图界面,图5为过程能力趋势图界面,图6为质量信息综合查询界面。
3 结束语
统计过程控制(SPC)的应用是企业质量管理的有效工具,随着SPC技术和管理的逐步成熟和普及,使SPC在质量管理、质量保证中发挥着越来越

图4 平均值-极差控制图

图5 过程能力趋势图

图6 质量信息查询
重要的作用。质量管理作为车间制造执行过程中不可或缺的一环,为上层系统提供大量实际生产中的质量数据,使企业的生产可以稳定、有序的进行,对于企业稳定提高产品品质水平,提高企业管理水平和企业经营绩效具有重要意义。本文介绍了统计过程控制的相关原理,将SPC技术与计算机信息技术相结合,设计并实现了机械加工车间质量管理系统,通过对质量信息的及时处理和统计评价,改变了企业原有的人工统计方式,提高了车间质量信息采集、统计、分析处理的速度和水平,提高了质量控制的时效性和质量管理的效率,保证了产品的质量。
[1] 马敏莉.应用SPC技术对机械零件加工过程的管理和控制.机械设计与制造[J].2005,5:154-156.
[2] Warswarth H W.Modern Method for Quality Control and Improvement[M].John Wiley&Sons,1986.354-402.
[3] Dewing W E.Quality Productivity and Competitive position[J].Combridge,MA,Center for Advanceded Engineering Study:MITPress,1982.4-26.
[4] 蔡雪兢.基于SPC的质量数据自动采集与分析系统开发与研究[D].重庆:重庆大学,2010.
[5] 李钢.基于SPC的计算机集成质量控制系统研究[D].合肥:合肥工业大学,2007.
[6] 杨育,张晓东,刘飞.CIMS环境下车间级产品质量集成监控系统[J].计算机集成制造系统,2002,8(5):417-420.
[7] 龚仁伟,尹超,鄢萍.基于MES的车间制造过程动态质量管理系统研究[J].现代制造工程,2008,8:26-30.
猜你喜欢
承德医学院学报(2022年2期)2022-05-23
疯狂英语·新读写(2021年10期)2021-12-07
智能制造(2021年4期)2021-11-04
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
小学生学习指导(中年级)(2018年11期)2018-11-29
中国交通信息化(2018年8期)2018-11-09
农村农业农民·B版(2018年11期)2018-01-28
中国船检(2017年3期)2017-05-18
中国老区建设(2016年12期)2017-01-15
