
PP-g-MA对聚丙烯/纳米氢氧化镁复合材料性能的影响
2011-06-12 05:47许莉莉刘生鹏
武汉工程大学学报 2011年8期
许莉莉,刘生鹏
(武汉工程大学,湖北 武汉 430074)
0 引 言
聚丙烯(PP)具有可成型性好、耐蚀性高、机械性能稳定、价廉易得的优点,在汽车、包装、家用电器和电器件等领域具有广阔的应用.但是其易燃性限制了其更为广泛的应用[1-3].氢氧化镁作为一种绿色阻燃剂,近十年来引起了人们极大的关注.然而,氢氧化镁的填充量质量分数需要达到60%才可以起到阻燃效果,这会严重恶化复合材料的加工性能和力学性能[4-7].为了保持和提高阻燃复合材料的力学性能,研究者主要从氢氧化镁粒子的超细化、纳米化,及其表面改性等方面进行大量的研究[8-11].因此,如何有效地改善氢氧化镁与PP基体的界面粘结,提高粒子在聚合物基体中的均匀分散性,是高性能无卤阻燃PP复合材料研究所面临的一项重大挑战.PP-g-MA作为一种优良的界面相容剂,通过与界面相的聚合物基体以及填料粒子之间的物理、化学协同作用,提高界面粘结,改善无机粒子在聚合物基体中的分散性[4,12].本文采用固相接枝方法制备了PP-g-MA,并考察了其对聚丙烯/氢氧化镁(PP/MH)复合材料的微观结构和力学性能等的影响.
1 实验部分
1.1 主要原料
聚丙烯粉料(PP):T36F,熔融指数4 g/10 min,中国石化武汉凤凰股份公司;纳米氢氧化镁(Mg(OH)2,MH):平均粒径70~90 nm,江苏瑞佳化学有限公司生产;马来酸酐(MA),工业品,郑州市实验化工厂生产.
1.2 试样制备
首先将PP粉料(2 000 g)加入固相接枝反应器内,开机搅拌,并预热至反应温度后于20 min内连续加入接枝单体和过氧化苯甲酰的二甲苯溶液,反应至预定时间,取样、精制、干燥、备用.
将PP、PP-g-MA、MH按一定比例经高速混合机混合后,在双螺杆挤出机中熔融共混、造粒,机筒温度设定为190、210、220和210 ℃、螺杆转速300 r/min.所得粒料经干燥后,注塑成标准哑铃型拉伸样条(75 mm×5 mm×2 mm)和无缺口的冲击样条(10 mm×4 mm).
1.3 测试与表征
1.3.1 形貌观察 将PP/PP-g-MA/MH和PP/MH复合材料的低温脆断的断裂表面喷金后,采用荷兰FEI公司的QUANTA 200型扫描电子显微镜(SEM)观察断面形貌.
1.3.2 力学性能测试 在室温和50 mm/min拉伸速率下,按照GB/T 1040-92标准用电子拉力机测定PP/PP-g-MA/MH和PP/MH复合材料的拉伸力学性能.按照GB/T 1843-1996标准,用悬臂梁冲击试验机进行冲击试验.
1.3.3 燃烧性能测试 极限氧指数(LOI)用HC-2型极限氧指数仪(中国武汉)测定.LOI试验样条的尺寸为120 mm×6.5 mm×3.0 mm;实验采用的标准是ASTM D 2863.实验点火时间是30 s.
2 结果与讨论
2.1 接枝时间对接枝率的影响
在MA质量分数为8%(以PP质量计),引发剂过氧化苯甲酰的质量分数为10%(以MA质量计),采用分批加入引发剂方式(1 h内全部加完),测得接枝改性PP的接枝率与反应时间结果见图1所示.从图1中可知,随着接枝时间的延长,PP-g-MA的接枝率提高,在开始的3 h内接枝率上升速度很快,随后的1 h接枝率上升速度减慢,5 h后趋于平稳.这是由于引发剂在反应温度下半衰期较短,在开始阶段,引发剂浓度较高,反应体系自由基的浓度也较高,且界面剂对PP粉末的溶胀能力较大,单体浸入及接触的几率也大,从而加快了通过链转移产生PP大分子自由基、继而引发单体聚合的速率,随着接枝的进行,引发剂耗尽,自由基浓度降低,反应速率减慢.且在反应初期,单体浓度相对较高,接枝点增多且接枝链增长,因而接枝率提高较快;过分延长反应时间,单体主要进行自聚,对接枝率的进一步提高意义不大,且伴有PP的降解.因此,接枝时间最佳为3.5 h.
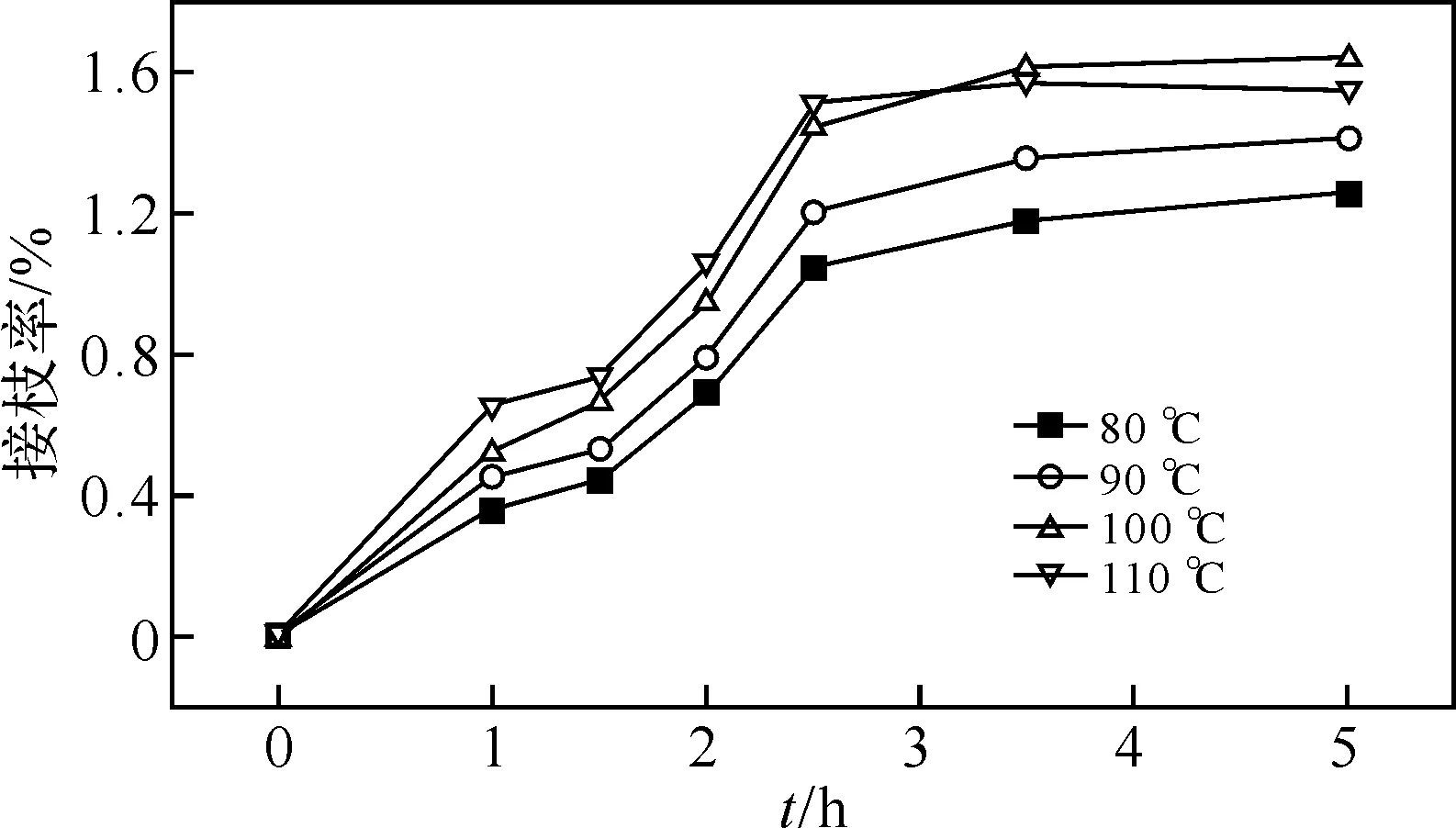
图1 接枝率随接枝时间的变化
2.2 纳米MH在PP基体中的分散
图2为纳米MH填充量质量分数为40%的PP/MH和PP/PP-g-MA/MH复合材料低温断裂的SEM图.从图2-(a)可知,在PP/MH纳米复合材料中,MH在PP基体中很容易团聚,并呈现大量孔隙,表明MH粒子与PP基体的界面粘结极差.但添加质量分数10%的PP-g-MA的PP/MH纳米复合材料,纳米MH在PP基体中的分散较均匀,MH粒子与PP基体之间没有孔隙,表面的轮廓模糊,其表面PP-g-MA充当了MH粒子与PP树脂的界面过渡层,提高了两相间的界面粘结(图2(b)).
2.3 PP-g-MA对PP/MH复合材料无缺口冲击强度的影响
PP-g-MA对PP/MH复合材料无缺口冲击强度的影响见图3.由图3可知,PP/MH和PP/PP-g-MA/MH复合材料的无缺口冲击强度随纳米MH填充量的增加呈下降趋势.MH填充量为40%时,PP/MH和PP/PP-g-MA/MH复合材料的冲击强度相比5%的填充量时分别下降了69%和64%,表明高填充量的MH使得复合材料的冲击韧性大大下降,但PP/PP-g-MA/MH的无缺口冲击强度比PP/MH复合材料提高了15.7%,表明PP-g-MA的加入能较好改善PP/MH复合材料的抗冲击性能,归因于纳米MH粒子的均匀分散及其与PP基体界面粘结的提高(图2).
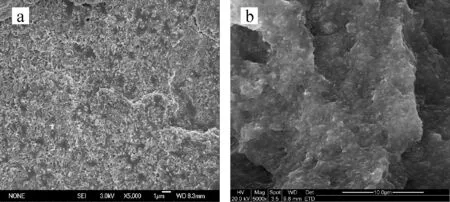
图2 PP/MH (a)和PP/PP-g-MA/MH(b)复合材料的断面图
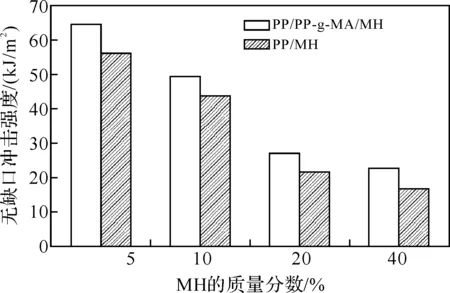
图3 PP-g-MA对PP/MH复合材料冲击强度的影响
2.4 PP-g-MA对PP/MH复合材料拉伸强度的影响
PP-g-MA对PP/MH复合材料拉伸强度的影响见图4.由图4可知,PP/PP-g-MA/MH和PP/MH复合材料的拉伸强度随纳米MH填充量的增大逐渐提高.与纯PP相比,MH填充量质量分数为5%、10%、20%和40%时,PP/PP-g-MA/MH和PP/MH复合材料的拉伸强度分别提高了6.6%、8.6%、15.6%、23.5%和7.6%、10.0%、15.9%、27.3%,表明MH无机刚性粒子的加入能显著提高复合材料的拉伸模量.
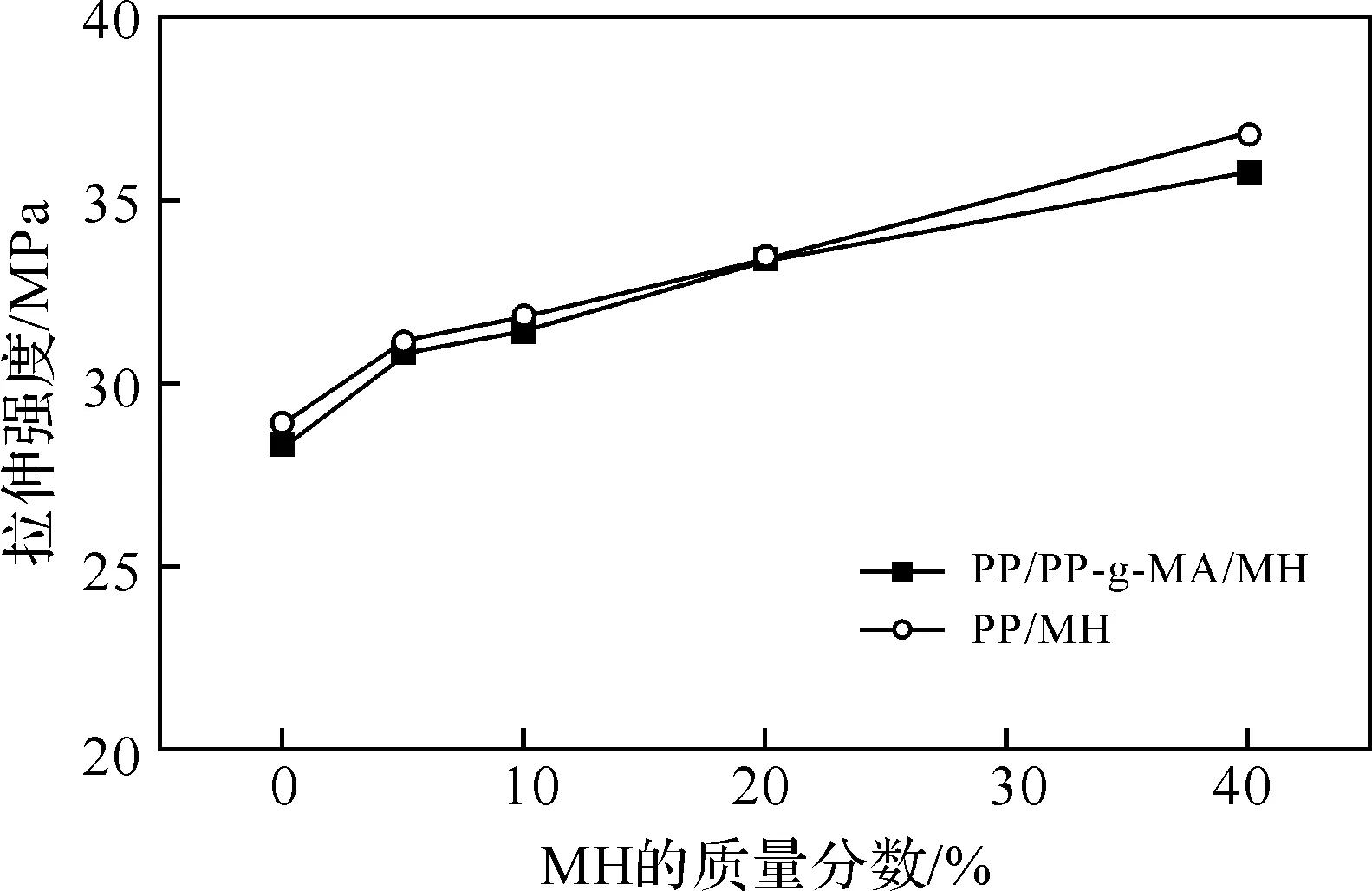
图4 PP-g-MA对PP/MH复合材料拉伸强度的影响
2.5 MH对PP燃烧性能的影响
尽管LOI结果不能真实地反映发生大规模火灾实际数据和本身的测试过程所固有的缺陷而引发众多的非议,但是它们具有测试简单、使用方便的特点,因此仍然被广泛地用来评估聚合物材料的阻燃性能,尤其是为阻燃聚合物材料的配方设计提供重要依据.从图5中LOI的数据可以看出PP/PP-g-MA/MH和PP/MH复合材料的LOI值随MH填充量增大而提高,表明MH对PP就有一定的阻燃作用.MH填充量质量分数为40%时,PP/PP-g-MA/MH和PP/MH复合材料的LOI值为23.1和22.4,起到了一定的阻燃效果.
3 结 语
a.SEM的结果表明,PP-g-MA的加入显著提高了纳米MH粒子在PP基体中均匀分散性.
b.PP/MH复合材料的无缺口冲击强度随MH填充量的增加呈现明显下降趋势;但相同MH填充量时,PP/PP-g-MA/MH复合材料的无缺口冲击强度明显大于PP/MH复合材料.
c.MH填充量为40%时,PP/PP-g-MA/MH和PP/MH复合材料的LOI值为23.1和22.4,起到了一定的阻燃效果.
参考文献:
[1] Rothom R N. Flame retardant effects of magnesium hydroxide[J]. Polymer Degradation and Stability,1996, 54(2):383-385.
[2] Liang J Z, Yang J, Tang C Y. Melt shear viscosity of PP/Al(OH)3/Mg(OH)2flame retardant composites at high extrusion rates[J]. Journal of Applied Polymer Science, 2011, 119(3): 1835-1841.
[3] Zhang Q B, Xing H T, Sun C Y, et al. The mechanical properties and thermal performances of polypropylene with a novel intumescent flame retardant[J]. Journal of Applied Polymer Science, 2010, 115(4): 2170-2177.
[4] Liu M F, Wang Q, Liu Y. Flame-retardant polypropylene composites with magnesium hydroxide encapsulated by polypropylene grafted with maleic anhydride[J]. Polymer - Plastics Technology and Engineering, 2010, 49(4): 367-372.
[5] Yin J, Zhang Y, Zhang Y X. Deformation mechanism of polypropylene composites filled with magnesium hydroxide[J]. J Appl Polym Sci, 2005, 97(5):1922-1930.
[6] Shen H, Wang Y H, Mai K C. Effect of compatibilizers on thermal stability and mechanical properties of magnesium hydroxide filled polypropylene composites[J]. Thermochimica Acta, 2009, 483(1-2): 36-40.
[7] Zhang F Z, Zhang H, Su Z X. Surface treatment of magnesium hydroxide to improve its dispersion in organic phase by the ultrasonic technique[J]. Applied Surface Science, 2007, 253:7393-7397.
[8] Focke W W, Molefe D, Labuschagne F J W, et al. The influence of stearic acid coating on the properties of magnesium hydroxide, hydromagnesite, and hydrotalcite powders[J]. Journal of Materials Science, 2009, 44(22): 6100-6109.
[9] Chen X L, Yu J, Guo S Y, et al. Effects of Magnesium hydroxide and its surface modification on crystallization and rheological behaviors of polypropylene[J]. Polymer Composites, 2009, 30(7): 941-947.
[10] Liu S P, Ying J R, Zhou X P, et al. Dispersion, thermal and mechanical properties of polypropylene/magnesium hydroxide nanocom-posites compatibilized by SEBS-g-MA[J]. Composites Science and Technology, 2009, 69(11/12): 1873-1879.
[11] Liu S P, Ying J R, Zhou X P, et al. Core-shell magnesium hydroxide/polystyrene hybrid nanoparticles prepared by ultrasonic wave-assisted in-situ copolymerization[J]. Materials Letters, 2009,63(11):911-913.
[12] Yuan W H, Guo M, Miao Z, et al. Influence of maleic anhydride grafted polypropylene on the dispersion of clay in polypropylene/clay nanocomposites[J]. Polymer Journal, 2010, 42(9): 745-751.
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
合成树脂及塑料(2020年6期)2020-12-29
理化检验-化学分册(2020年5期)2020-06-15
石油沥青(2019年4期)2019-09-02
中国塑料(2016年3期)2016-06-15
无机盐工业(2016年7期)2016-03-15
无机盐工业(2016年1期)2016-03-15
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
中国塑料(2015年1期)2015-10-14
