缸套表面2D-motif参数对其摩擦学特性的影响
2011-06-05 09:11刘小君
合肥工业大学学报(自然科学版) 2011年12期
李 见, 王 伟, 刘小君, 刘 焜
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
研究表面表征参数与摩擦学特性之间的联系,能够对表面形貌的设计与控制提供重要的指导作用,对工程实际有重要意义,为此国内外学者进行了大量的相关研究。
文献[1]以缸套为研究对象,得出表面的表面粗糙度Ra在0.25~0.40μm、Rz在3~6μm 时,可以降低缸套油耗,减少碳氢化合物的排放和磨粒的数量;文献[2-3]定量描述了在缸套不同的磨损阶段,缸套内表面呈现出不同的表面形貌的特性及这些特性对表面的形貌设计和功能分析的主要作用,并针对产品性能与表面加工质量之间的关系进行分析;文献[4]基于灰值的形态学运算方法和阈值技术,提出一种分析缸套内表面的微观形貌多尺度特性的新方法;文献[5]在浸油状态下以45钢-铜配副进行摩擦磨损试验,研究表明分形维数与摩擦力的关联性比其他参数大,在实验范围内两者成反比关系;文献[6]在钢板上加工出不同纹理的表面,用另一较软金属作配对的摩擦面进行油润滑滑动摩擦实验,研究了摩擦系数与粗糙度参数的关系;文献[7]对具有相似Ra、不同峰态Rku、偏态Rsk表面进行试验研究,得到高峰态Rku值、低偏态Rsk值都会导致摩擦力的减少;文献[8]进行表面激光微处理的钢环的磨料磨损研究,得到了一些三维参数与磨损量的关系。但目前对于motif参数与摩擦学特性的关联性研究很少,因此,本文以缸套-活塞环摩擦副为研究对象,以试验为手段,进行2D-motif参数与摩擦学特性的关联性研究,为motif参数在工程实际的应用和缸套表面的设计提供指导和依据。
1 2D-motif定义及参数介绍
1.1 2D-motif定义
ISO12085将2D-motif定义为2个不一定相邻的局部轮廓峰的最高点之间的原始轮廓部分,如图1所示。分为粗糙度motif和波纹度motif,在一个完整的motif里面还可能包括其他较小的motif,单个motif由平行于轮廓总走向的长度ARj(或AWj)、垂直于轮廓总走向的2个深度Hj和Hj+1(或HWj和HWj+1)、特征量T=min(Hj,Hj+1)来表征。因此,1个 motif实际上是由3个特征点决定的,即两端的局部峰顶点,以及这2个峰之间的局部谷底点。
1.2 2D-motif 参数
Motif法用7个参数来表征所评定的轮廓,使用参数少是它的一大特点。各参数的定义和计算如下:
(1)粗糙度motif的平均间距AR。AR是评定长度内所有单个粗糙度motif长度ARj的算术平均值,即

其中,n为评定长度内所有单个粗糙度motif的个数,以下含义相同。
(2)粗糙度motif的平均深度R。R是评定长度内所有单个粗糙度motif深度Hj的算术平均值,即

(3)粗糙度motif的最大深度Rx。Rx是评定长度内所有单个粗糙度motif深度Hj的最大值,即

(4)波纹度motif的平均间距AW。AW是评定长度内所有单个波纹度motif长度AWj的算术平均值,即

其中,n为评定长度内所有单个波纹度motif的个数,以下含义相同。
(5)波纹度motif的平均深度W。W是评定长度内所有单个波纹度motif深度HWj的算术平均值,即

(6)波纹度motif的最大深度Wx。Wx是评定长度内所有单个波纹度motif的深度HWj的最大值,即

(7)轮廓总深度Wte。Wte是在垂直于原始轮廓总走向的方向上测量的,原始轮廓上包络线的最高点和最低点之间的距离,如图2所示。

图2 Wte及Wx示意图
Motif法将原始轮廓划分为独立的几何单元,motif参数则反应了轮廓不规则性的几何尺度,而且这些参数都是独立于轮廓的幅值分布的。通过R、AR、W、AW以及它们各自的标准差,可以实现对典型轮廓的重构[9]。同时,参数R和W反映轮廓的垂直信息,参数AR和AW表示轮廓不规则性的水平信息,Rx和Wx反映轮廓的沟槽或者纹理信息,Wte粗糙地反映了轮廓的总体信息,这7个参数总体能最大程度地反映表面轮廓的真实信息。
2 试验方法
2.1 试验原理
本试验使用合肥工业大学摩擦所研制的往复式摩擦磨损试验机。试验使用的缸套、活塞环均是从实际缸套、活塞环上截取,据前期试验探索和本课题组已有研究成果,设计了8组试件具有不同形貌的表面。加工后的试件使用Talyor-Hobson-6型轮廓仪(英国)对缸套内表面进行测量,根据采集的数据点对该表面进行2D-motif参数计算,计算结果见表1所列。
通过试验对各组试件在相同试验条件下进行摩擦系数、磨损量及稳定温度信息采集,以此建立2D-motif参数与摩擦学特性的关联性研究,试验机示意图如图3所示。

表1 计算得到的各组试件motif参数

图3 往复摩擦磨损试验机示意图
2.2 试验过程
在实验过程中,摩擦副通过位于实验台顶端的滴油管采用滴油润滑方式将润滑油滴入上试样,润滑油加入速度为1.5滴/s,每次试验时间为8h。载荷的施加是通过使用一个1∶7的杠杆机构实现,实验采用逐级加载方式。实验机中的往复机构采用交流电机驱动,试验机往复运动行程为114mm,通过变频器来控制电机的转速。实验选用的润滑油为15W/40CD长城润滑油,使用TJL-1拉压传感器测量下试件的摩擦力,并通过热电偶测量上试件的温度。
3 实验结果与讨论
3.1 2D-motif参数与摩擦学特性的关联性
3.1.1 AR对摩擦特性、温度特性的影响
AR与摩擦特性、温度特性的关系,如图4所示。
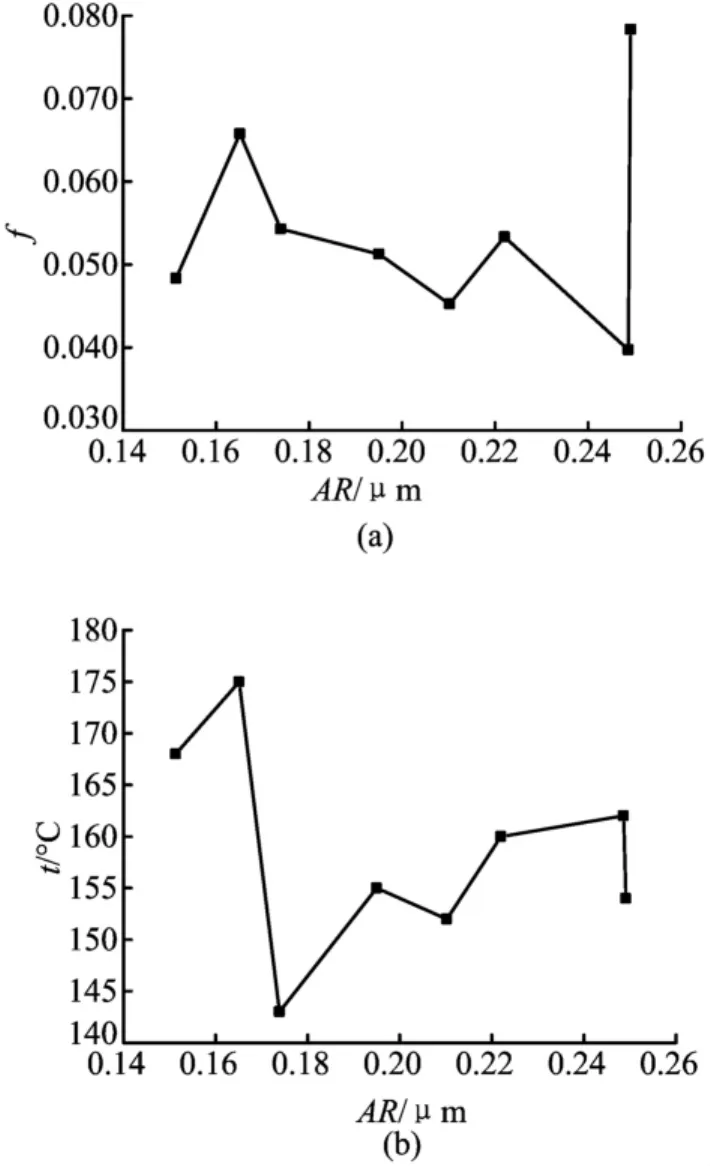
图4 AR与摩擦学特性关系
由图4a可以看出,AR与摩擦系数f和稳定温度都表现出较强的规律性;在AR与摩擦系数的关系图中,当AR>0.165 1时,随着AR的增大,摩擦系数呈减小趋势,波动性不大,但在最后一个数据点出现异常。由图4b可以看出,当AR>0.173 9时,稳定温度随着AR的增大总体呈现升高的趋势,但有微小的波动。可见AR与摩擦系数、温度的关系密切相关。
3.1.2 AW对磨损特性的影响
研究表明表面的AW与磨损特性有较强的规律性,其关系如图5所示。

图5 AW与磨损量关系
由图5可以看出,AW与磨损量关系曲线出现较大波动,AW在区间[0.693 2 1.123 5]上,磨损量的值随着AW的增加而减小,但中间有较小波动。所以,AW在一定范围内作为评估磨损量的参数。
3.1.3 W、Wte对摩擦学特性的影响
W在某种程度上能较真实地反应微处理对摩擦学特性的影响,对流体动压润滑有一定信息反应,其与温度特性和磨损特性的关系如图6所示。
由图6a可知,W与温度总体来看呈较强的规律性,尤其是W在区间[0.539 9 1.318 2]上,温度总体上随着W的增加而减小,只有一个异常波动点,因此其与工件温度密切相关。由图6b可知,W与磨损量的关系,总体来说有一定规律。W在[0.290 1 1.270 3]区间上,磨损量随着W的增大有微弱的增加,持续到W=1.089后,随着W的继续增大,磨损量减小至W=1.270 3,因此,W与工件磨损量密切相关。
Wte与磨损量有很强的关联性,其关系如图7所示。
Wte与磨损量呈现出明显的规律性,总体呈“V”字形曲线,并且基本没有异常波动,数据点2、3的Wte值比较接近,磨损量也非常接近,可以看作是一个点。
因此,在Wte不大于3.150 9时,随着Wte的增大,磨损量增加,在Wte=3.150 9时达到最小值;当Wte不小于3.150 9时,随着Wte的增大,磨损量增加,至Wte=5.270 8时基本稳定不变,但是由于Wte>5.270 8时,数据点比较少,具体在该区域与磨损量的关系还不能确定。可以得出,Wte与磨损量的关系非常密切,其值的大小可以有效地评价工件的磨损量。

图6 W 与温度特性、磨损特性关系

图7 Wte与磨损量关系
3.2 实验前、后各参数的变化情况
试验前、后参数的实际变化情况与理论变化情况是否一致,是进一步研究和证明2D-motif参数的一个重要方面,为此,考察了试验前后2D-motif各参数的变化情况,见表2所列。
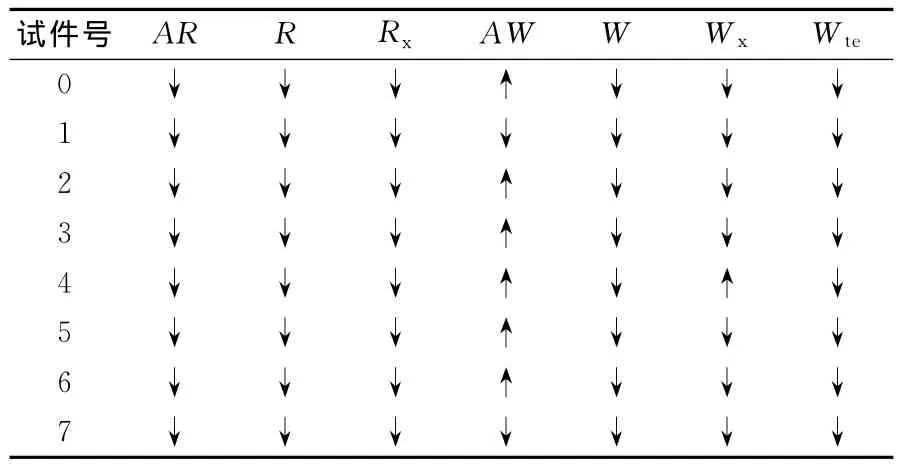
表2 实验前后motif参数变化情况
表2中“↓”表示实验后参数值减去实验前参数值为“+”值,即参数值减小了;“↑”表示参数实验前、后对比参数增大了。
由表2可知,试验后,参数AR、R、Rx、W、Wte都较实验前减小了,AW总体来说是增大的,Wx总体来说是减小的。
对于粗糙度motif参数,随着实验的进行,每个粗糙度motif的长度都是在减小的,因此AR是减小的,与实验得出的结论一致。在实验过程中,每个粗糙度motif的深度及最大深度都是减小的,因此R和Rx是减小的,实验得出的结果也是这样;对于波纹度motif参数,随着试验的进行,每个波纹度motif的长度、深度及各个波纹度motif的最大深度都是减小的,而波纹度motif的个数却在减小,这是因为随着试验的进行,许多局部波纹度材料部分被去除,特别是波纹度中“峰”部分,因此,参数W、Wx减小,而AW增大。由表2可以看出,虽然AW的变化出现异常点,但极少,总体变化还是呈现增大趋势的,所以,试验获取的参数W、Wx和AW的变化和理论得到的是一致的;对于包络线方面的信息,随着实验的进行,试件的上层材料或者局部峰必然会有减少,因此Wte从理论上说是减小的,与表中一致。
因此,通过试验,本研究得到的实验前、后2D-motif参数的变化情况与理论相符。
4 结论
(1)本文研究得到了与摩擦系数关系密切的参数是AR;与温度关系密切的参数有AR、W;与磨损量关系密切的参数是Wte,有一定相关的参数是AW、W。
(2)研究发现,波纹度motif参数对温度特性、磨损特性都起到主要的作用,而粗糙度motif参数与摩擦特性的关联性比较密切。
(3)运用试验手段,检验了试验过程中2D-motif参数工作前、后的变化情况与理论的一致性,为进一步的研究提供试验基础,也为2D-motif参数的应用提供数据结果。
本文以缸套-活塞环摩擦副为研究对象,运用试验的手段,对缸套内表面的motif参数与摩擦学特性的关联性进行研究,研究成果为工程实际缸套的设计提供指导。
[1]Affenzeller J,Lagerung G H,von Verbrennungsmotoren S.Bearings and lubrication of internal combustion engines[J].Die Verbrennungskraftmaschine,1996,8:397.
[2]刘小君,刘 焜.缸套表面形貌磨损特性的研究[J].机械科学与技术,2000,19(1):133-134.
[3]刘小君,方新燕,刘 焜,等.产品性能与加工表面质量设计[J].合 肥 工 业 大 学 学 报:自 然 科 学 版,2005,28(7):781-783,823.
[4]刘小君,刘 焜,方新燕,等.内燃机缸套三维表面形貌多尺度特性研究[J].内燃机学报,2007,25(5):475-479.
[5]黄传辉,夏晓雷.磨粒分形维数与摩擦状态相关性的研究[J].中国机械工程,2007,18(13):1598-1600.
[6]Pradeep L M,Kishore,Kailas S V.Influence of roughness parameters on coefficient of friction under lubricated conditions[J].Sādhanā,2008,33(3):181-190.
[7]Marko S,Bojan P,Joze V.Modeling of surface topography for reduced friction[C]//Proceedings of the 9th Biennial Conference on Engineering Systems Design and Analysis,2008:485-490.
[8]Pawlus P,Galda L,Dzierwa A,et al.Abrasive wear resistance of textured steel rings [J]. Wear,2009,267:1873-1882.
[9]Dietzsch M,PapenfuβK,Hartmann T.The motif-method(ISO 12085):a suitable description for functional manufactural and metrological requirements[J].Int J Machine Tools and Manufact,1998,38(5/6):625-632.
猜你喜欢
中国设备工程(2023年4期)2023-02-28
北京航空航天大学学报(2021年6期)2021-07-20
——纪念摩擦学创始人乔斯特博士诞生100周年
润滑与密封(2021年3期)2021-02-28
润滑与密封(2020年9期)2020-12-10
制造技术与机床(2019年11期)2019-12-04
中国特种设备安全(2019年7期)2019-09-10
表面工程与再制造(2019年6期)2019-08-24
学与玩(2017年5期)2017-02-16
光学精密工程(2016年4期)2016-11-07
汽车与新动力(2014年4期)2014-02-27