
一种非回转对称高精度L型台阶的加工方法
2011-06-05 09:14:48王明辉赵宝奇孙红晓
电光与控制 2011年8期
王明辉,赵宝奇,孙红晓
(1.中航工业洛阳电光设备研究所,河南 洛阳 471009;2.中国人民解放军驻六一三所军事代表室,河南 洛阳 471009)
0 引言
护目镜显示瞄准具是近几年来发展比较迅速的一种先进、高效的机载瞄准显示系统,在国外应用广泛、装机较多,但在国内装备领域还是空白[1]。护目镜瞄准显示光学系统中的零件种类多,形状复杂,如何加工出满足设计要求的光学零件是保证系统成像质量的关键。光学零件的加工涉及多项制造技术,关键技术之一是在一个光学透镜上加工一个非回转对称、高精度L型台阶。
本文介绍一种在光学透镜上加工非回转对称、高精度L型定位台阶的方法。
1 零件的外形及技术要求
零件是一个圆形负透镜,一面为平面,一面为凹球面,其上存在一个L型台阶,台阶与平面平行,并关于轴线对称,如图1所示。
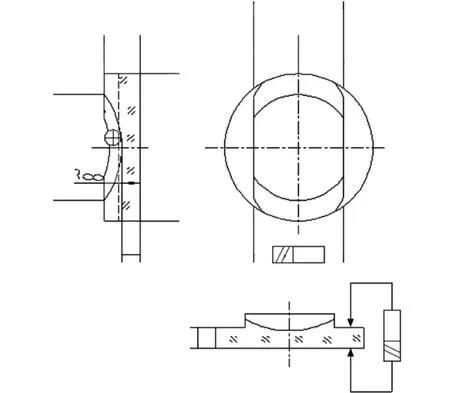
图1 零件外形图Fig.1 The profile of lens
主要技术指标为
1)L型缺口台阶厚度尺寸4±0.02 mm;
2)L型缺口台阶平行度0.01 mm;
3)缺口半宽度8.5±0.02 mm;
4)缺口宽度17±0.04 mm。
2 技术方案
若台阶是圆形(回转体),可以使用240 CENTROMATIC CNC激光定中心磨边机执行程序,磨外圆后直接磨出台阶。利用240 CENTROMATIC CNC激光定中心磨边机的控制精度,能很好地保证回转对称型台阶的加工。
此台阶是非回转对称L型,无法使用只能加工回转体的240 CENTROMATIC CNC激光定中心磨边机完成,针对其特点,采取以下措施:
1)分析现有光加设备,确定在专用机床棱镜铣磨机上实现L型台阶的加工;
2)利用现有工装夹具,通过加工试验件,确定在非常规加工状态下程序的正确性及可行性;
3)精确测量试验件尺寸,根据测量结果设计合理的工装夹具,保证L型台阶的加工。
3 关键技术及解决措施
3.1 工装夹具设计
夹具上设计一个宽度与被加工零件外圆直径相一致的平面,如图2所示。
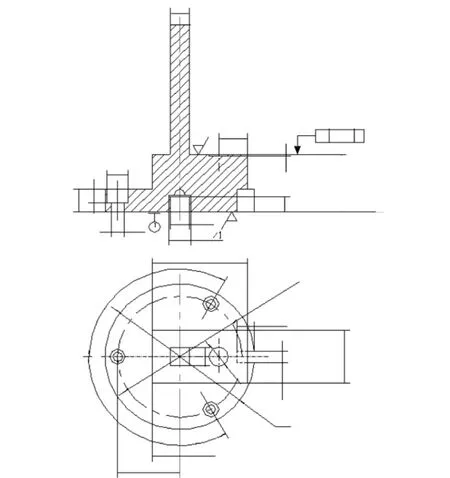
图2 工装夹具图Fig.2 The profile of workpiece chuck
在粘结时使零件的中心尽量与机床回转中心在一条直线上[2-3]。平面的高度与专用磨轮外径相匹配,保证高精度非回转对称L型缺口台阶的厚度尺寸。平面与夹具底面很好的平行度可保证高精度非回转对称L型台阶的平行度。夹具的一端为一方柱,加工时压杆压在夹具的方柱上而不是直接压在零件上,避免零件受力而压碎。
3.2 第一个L型台阶程序编制原理
棱镜铣磨机的正常加工状态需满足两个条件:
1)装夹稳固,机床压杆回转中心与零件的重心重合;
2)磨轮的回转中心与零件被加工面高度中心一致。
因L型缺口的产生不仅利用金刚石磨轮的外圆,而且同时利用其端面,无法满足常规加工状态。通过计算,虚拟工装夹具及零件的形状[4]、尺寸,编制出机床认可的加工程序,实现机床在非常规加工状态下加工非回转对称、高精度L型台阶的功能。
工装夹具的实际高度为30.8 mm(通过加工试验件确定的尺寸,可保证L型台阶厚度尺寸的形成),使用φ100 mm的磨轮,磨轮的回转中心与机床上安装底面距离为85 mm,则机床认可的夹具高度理论上需大于35 mm,否则零件的整个面不能完全加工,编程时输入虚拟夹具高度为45 mm。零件需加工距离中心8.5 mm的缺口,为保证缺口完整加工,磨轮的最低点应该经过φ 28.4 mm零件距离中心8.5 mm的弦的最边缘。零件的高度中心应与磨轮的回转中心保持一致,才能达到机床认可的加工状态,虚拟零件的高度尺寸应为80 mm。编程时需要输入的另一个重要参数为E值,即压杆中心(零件回转中心)至被加工面的距离,而压杆中心与工装夹具的方柱中心重合,所以虚拟零件的中心应是方柱中心。
编制第一个L型台阶加工程序时,为避免粘结误差造成加工尺寸精度的不准确,留加工余量2 mm,通过测试实际加工尺寸与程序输入尺寸的差异,改变加工程序至完工尺寸,保证加工结果的准确性。
3.3 第二个L型台阶程序编制原理
编程时输入的虚拟夹具及零件的高度尺寸和第一个L型台阶的相同。同样,为保证L型台阶一边距离中心8.5 mm尺寸缺口的切削完整,磨轮的最低点应该经过零件距离中心8.5 mm的弦的最边缘,编程时需要输入的E值与第一个L型台阶有较大的变化。编程时注意考虑加工余量及非加工面的合理避让,分两次加工,通过测试实际完工的加工尺寸与程序输入尺寸的差异,改变程序,加工零件至完工要求。
4 结论
本文介绍了如何巧妙地开发光学数控设备棱镜铣磨机的功能,同时利用金刚石磨轮的外圆和端面在光学透镜上一次加工出非回转对称、高精度L型台阶的方法[5]。因零件为光学透镜,表面为具有一定曲率半径的球,加工时压杆不能直接压在透镜表面上,通过设计高度、形状合适的工装夹具,使压杆压在夹具上而不是压在零件上,并虚拟零件及夹具的形状、尺寸,编制机床认可的加工程序,保证L型缺口的形成。
采用上述方法加工的零件已经装配在某型号显示器光学系统中,成像质量达到设计要求。此零件的加工技术是保证产品研究成功的关键技术之一,填补了国内空白,获得了发明专利(ZL200710123585.6),为其他型号离轴角护目镜显示器的研制及批量生产提供了可靠的技术保障。
[1]蒋庆全.军用头盔显示器技术初探[J].现代显示,2001,24(2):48-53.
[2]《光学零件工艺手册》编写组.光学零件工艺手册(上)[M].北京:国防工业出版社,1974:548-569.
[3]蔡立,耿素杰,付秀华.光学零件加工技术[M].北京:兵器工业出版社,2006:369-376.
[4]杨力.先进光学制造技术[M].北京:科学出版社,2001:23-24.
[5]张曾扬.现代光学制造技术文集[M].上海:光学技术杂志社,2002:212-230.
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
今日农业(2021年6期)2021-06-09 08:05:10
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
支部建设(2020年30期)2020-12-18 01:04:28
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
制造技术与机床(2017年10期)2017-11-28 05:20:46
中国卫生(2015年9期)2015-11-10 03:11:28
