
响应面法优化微波辅助提取树莓籽油工艺
2011-06-01 10:28张佰清李龙杰张艳艳
食品科学 2011年4期
张佰清,李龙杰,张艳艳
响应面法优化微波辅助提取树莓籽油工艺
张佰清,李龙杰,张艳艳
(沈阳农业大学食品学院,辽宁 沈阳 110161)
为优化树莓籽油的微波辅助提取工艺,利用SAS软件和响应面分析相结合的方法,以料液比、微波功率、微波温度以及微波时间为自变量,树莓籽油的提取率为响应值,研究各自变量及其交互作用对树莓籽油提取率的影响。微波辅助提取树莓籽油的最佳条件为料液比l:10(g/mL)、提取温度64℃、提取时间9min、微波功率657W。在此条件下,树莓籽油的提取率达到17.57%。
红树莓;微波辅助提取;响应面;树莓籽油
红树莓是蔷薇科(Rasaceae)悬钩子属(Rubus L.)植物,又名木莓,东北地区俗称托盘、马林果、覆盆子等,果实风味独特,富含多种营养成分,在国外普遍种植,具有较高的食用及药用价值[1-3]。树莓果实主要用于加工,在加工过程中,树莓籽作为副产物没有得到有效地开发利用[4]。树莓籽油的主要成分为亚油酸、α-亚油酸、油酸和棕榈酸,其主要特点是氧化缓慢。树莓籽油是一种稀有的芳香油,具有显著的抗氧化、抗炎、防晒、防汗、滋润的功能[5-7]。
植物油脂的传统提取方法有索氏提取、溶剂萃取等,近年来在提取工艺方面引入了一些新方法如酶法提取[8]、微波提取[9]、超声提取[10]。微波提取作为一种先进的提取方法,它能强化浸提过程,降低生产时间、能源、溶剂的消耗以及废物的产生,可提高产率和提取物的纯度,既降低操作费用,又合乎环境保护的要求,是具有良好发展前景的新工艺[11-13]。
本研究以红树莓籽为材料,采用微波提取技术提取树莓籽油,应用响应面法进一步优化树莓籽油的提取条件,以确定最优的树莓籽油提取条件,为树莓籽油这一资源的进一步研究和工业化生产提供科学依据。
1 材料与方法
1.1 材料与试剂
树莓籽 辽宁今日农业有限公司;石油醚(60~90℃)、正己烷、乙醇、乙酸乙酯均为分析纯。
1.2 仪器与设备
DFT-100手提式高速中药粉碎机 温岭市大德中药机械有限公司;WMZK-08型干燥箱 上海佳灵电器厂;AL204万分之一电子天平 瑞士Mettler Toledo公司;TDL-5-A离心机 西安唯信检测设备有限公司;MAS-I微波萃取器 上海新仪微波化学科技有限公司;RE-52AA旋转蒸发仪 上海亚荣生化仪器厂。
1.3 方法
1.3.1 工艺流程
树莓籽→烘干粉碎→过40目筛→与有机溶剂混合→微波萃取→离心取滤液→真空浓缩→树莓籽油
1.3.2 操作要点
准确称取5.0g粉碎的树莓籽粉,装入100mL磨口圆底烧瓶中,以正己烷为浸提剂,用MAS-I微波萃取器为辅助处理设备,按照试验设计进行树莓籽油的提取。提取结束后,离心分离上清液与残渣,洗涤残渣2~3次,合并上清液,在旋转蒸发仪上减压蒸馏,回收溶剂,得到的树莓籽油在105℃干燥至质量恒定后,称量并计算油提取率,每组实验重复3次,取平均值。树莓籽油提取率按下式计算:

1.3.3 溶剂筛选实验
树莓籽油的溶剂提取属于固液萃取过程,作为提取油脂的理想溶剂应具有以下特性:对油脂的溶解性好、选择性好;理化性质稳定;无腐蚀、无毒、沸点低、易回收、无残留;价格低廉,来源广泛[14]。
1.3.4 影响微波辅助提取树莓籽油提取率的单因素试验
对料液比、提取温度、提取时间和微波功率进行单因素研究,分别考察这4个因素对树莓籽油提取率的影响。
1.3.5 响应面法优化微波辅助提取树莓籽油
根据Box-Behnken中心组合试验设计原理,综合单因素试验所得结果,以料液比、提取温度、提取时间、微波频率4个因素为自变量,分别以x1、x2、x3、x4表示,按方程Xi= (xi-x0)/Δx对自变量进行编码(为Xi自变量的编码值,xi为自变量的真实值,x0为试验中心点处自变量的真实值,为Δx自变量的变化步长),并以自变量的编码值1、0、-1分别代表自变量的高、中、低水平。微波辅助提取树莓籽油的提取率(y)为响应值,试验因素水平编码见表1。

表1 微波辅助提取树莓籽油响应面试验因素水平编码表Table 1 Coded values and corresponding actual values of independent variables studied in response surface analysis
2 结果与分析
2.1 溶剂的筛选

表2 溶剂对树莓籽出油率的影响Table 2 Effect of extraction solvents on extraction efficiency of raspberry seed oil
本实验分别以乙醇、石油醚、正己烷、乙酸乙酯为萃取剂。溶剂的极性对微波萃取是一个很重要的因素,极性溶剂的介电常数大,吸收的微波能量多,能使细胞内温度瞬间提高,导致细胞壁破裂,从而释放其中的内容物。由表2可知,正己烷的提取率最佳,故本实验采用正己烷为萃取剂[15]。
2.2 单因素试验
2.2.1 料液比对提取率的影响

图1 料液比对树莓籽提取率的影响Fig.1 Effect of solid/solvent ratio on extraction efficiency of raspberry seed oil
提取温度50℃、提取时间5min、微波功率400W,不同料液比对树莓籽油提取率的影响如图1所示。物料一定的前提下,溶剂用量越大,树莓籽与溶剂的接触面浓度差越大,渗透压越大,油脂越容易浸出;当达到一定值以后,由于物料中油料含量逐渐减少,越来越难以溶出,提取得率趋于稳定。图1表明料液比在1:10时提取率可达17.17%,此后趋于稳定。
2.2.2 微波温度对提取率的影响

图2 提取温度对树莓籽油提取率的影响Fig.2 Effect of temperature on extraction efficiency of raspberry seed oil
料液比1:10、提取时间5min、微波功率400W,不同提取温度对树莓籽油提取率的影响如图2所示。随着温度的提高,开始时提取率增大较快,但温度超过50℃时提取率逐渐减少。这是由于起初提取温度的提高,会增加油脂分子的动能,加速了分子运动,促进了扩散作用,所以温度的提高增大了提取速率,使提油率也有一定程度的增加。当绝大部分油脂分子热运动加剧,冲破细胞壁的束缚扩散到溶剂中时,温度继续升高很难再使提油率进一步提高。温度过高加快了溶剂的挥发,从而影响油的提取。
2.2.3 提取时间对提取率的影响
料液比1:10、微波温度50℃、微波功率400W,不同提取时间对树莓籽油提取率的影响如图3所示。提取时间越长,微波对物料作用的越充分,树莓籽油提取率越高。当达到一定时间后,溶液体系渗透压达到平衡,提取率趋于平稳。微波在3~5min之间就可以对树莓籽油进行充分提取,表明微波辅助提取具有省时的作用。
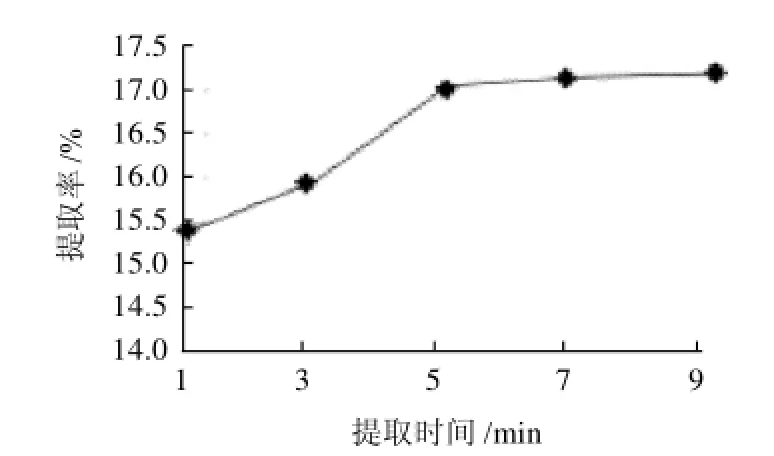
图3 提取时间对树莓籽油提取率的影响Fig.3 Effect of extraction time on extraction efficiency of raspberry seed oil
2.2.4 微波功率对提取率的影响
料液比1:10、微波温度50℃、提取时间5min,不同微波功率对树莓籽油提取率的影响如图4所示。当微波功率为200W时树莓籽油的提取率为15.82%,微波功率在400W时提取率最高为17.28%,之后随着萃取功率的增加,提取率降低,这是由于萃取功率增加,萃取温度会升高,使得溶剂挥发加剧,冷凝效果不好,大量溶剂流失,导致得率降低。

图4 微波功率对树莓籽油提取率的影响Fig.4 Effect of microwave output power on extraction efficiency of raspberry seed oil
2.3 树莓籽油提取工艺响应面试验结果
2.3.1 数据分析
对树莓籽油提取工艺进行响应面分析,其具体结果如表3。

表3 树莓籽油提取工艺响应面试验设计及结果Table 3 Scheme and experimental results for response surface analysis
采用SAS 9.1软件对试验数据进行多项式拟合回归,以树莓籽油的提取率(Y)为因变量,料液比(X1)、提取温度(X2)、提取时间(X3)、微波功率(X4)为自变量,建立回归方程如下:

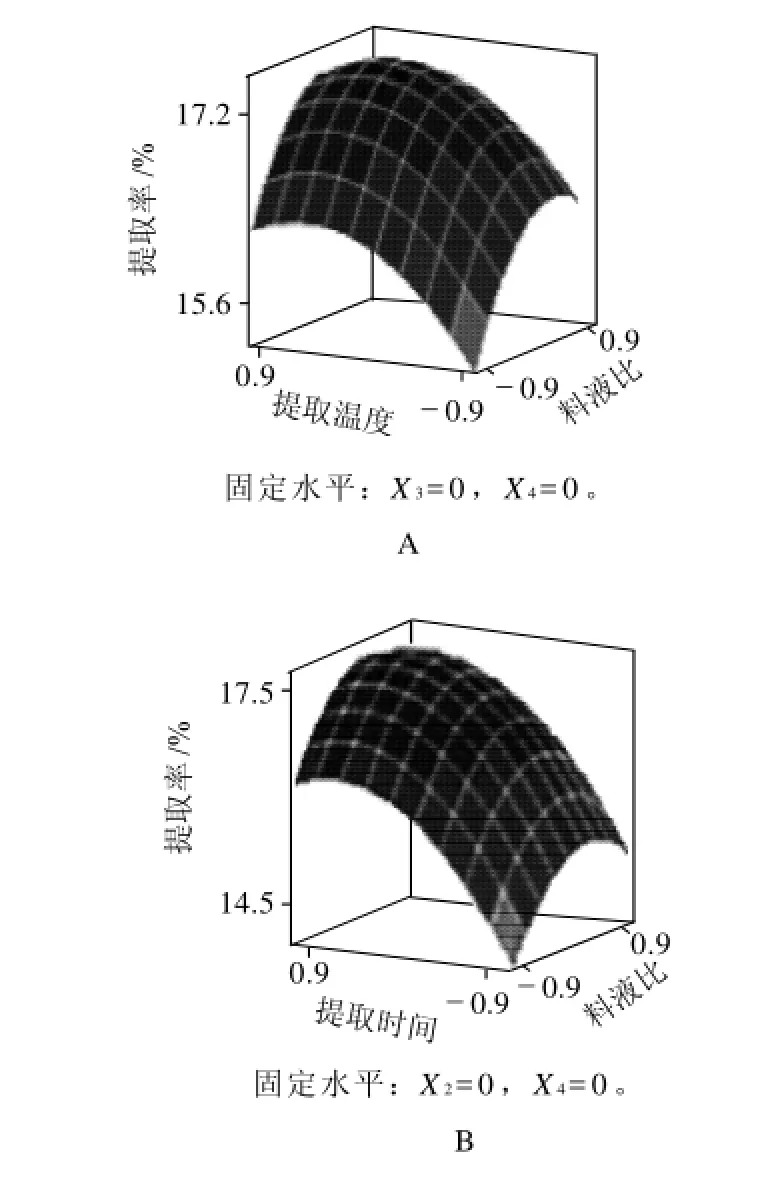
采用SAS 9.1程序对试验结果进行方差分析,分析结果见表4,从中可以看出X1料液比和X4微波功率对Y值的影响显著(P<0.05);X2提取温度、X3提取时间、X12、X22和X32对Y值的影响极显著(P<0.01),表明试验因素对响应值不是简单的线性关系,因素间的交互作用影响较小,这和回归方程中一次项影响显著与二次项影响极显著相一致。根据表4分析结果,作出各极显著的交互因素响应面图5。
图5直观地反映了各因素交互作用对响应值的影响。由图5可知,提取温度、提取时间对树莓籽油提取率的影响最为显著,表现为曲线较陡,微波功率和料液比次之,相应表现为曲线较为缓和。

表4 回归方程的方差分析结果Table 4 Analysis of variance of regression equation for extraction efficiency of raspberry seed oil
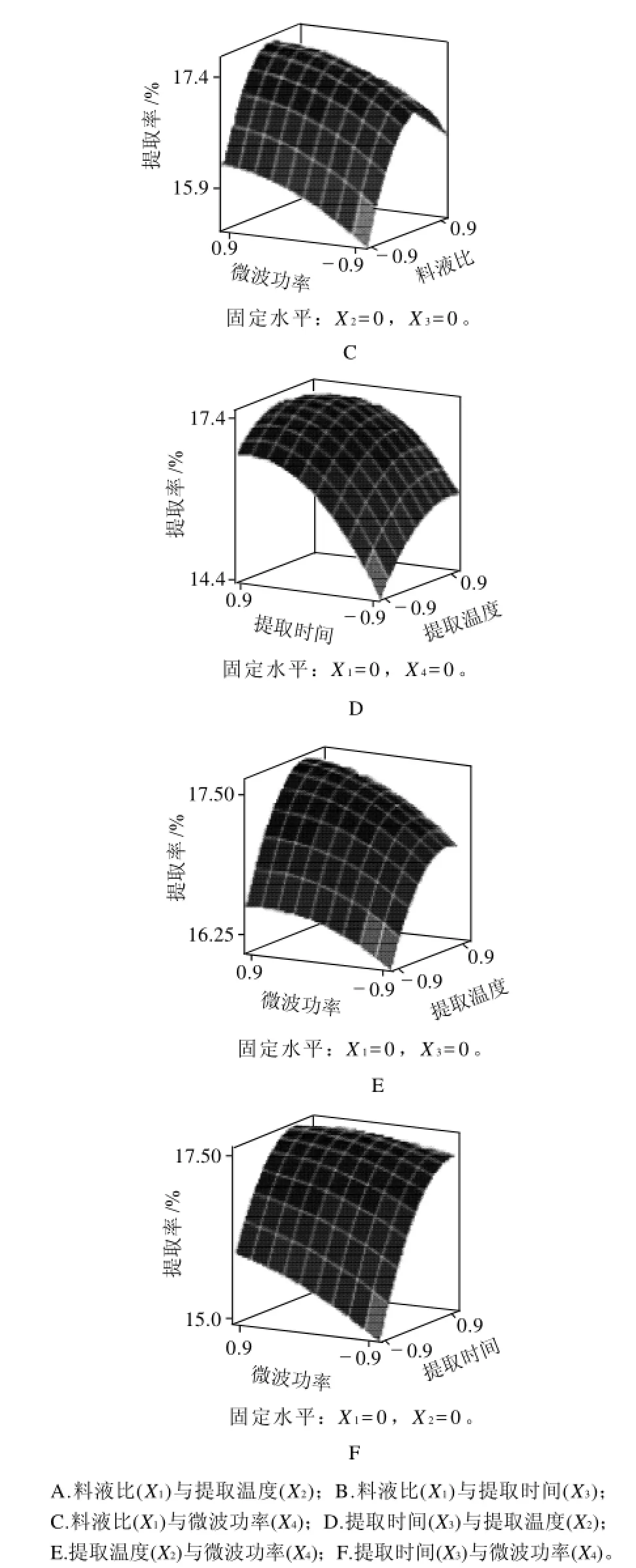
图5 各因素交互影响的响应面图Fig.5 Response surface plots for the pairwise interactive effects of four variables on extraction efficiency of raspberry seed oil
2.3.2 最优条件的求证及验证
通过软件Design-Expert求解方程,得优化的树莓籽油提取条件为料液比1:10、提取温度64℃、提取时间9min、微波功率657W,在此条件下,树莓籽油的理论提取率17.73%。对优化条件进行验证实验,重复3次,树莓籽油的平均提取率为17.57%,与理论计算值误差在0.2%。
3 结 论
本研究将微波技术应用于树莓籽油的提取,并用RAS响应面分析优化提取工艺,依据回归分析确定各工艺条件的影响因素,从而得到的优化工艺参数为料液比1:10、提取温度64℃、提取时间9min、微波功率657W,在上述优化条件下,提取率为17.57%。
[1]刘建华, 张志军, 李淑芳. 树莓中功效成分的开发浅谈[J]. 食品科学, 2004, 25(10): 370-373.
[2]郭军战, 彭少兵, 陈铁山. 树莓和黑莓引品种果实营养成分分析[J].西北林学院报, 2004, 19(1): 108-109.
[3]CRANDAL P C. The management and marketing of raspberries and blackberry[M]. New York: Food Products Press, 1994: 7-8.
[4]韩泽梅, 李晓波, 张玉平, 等. 树莓种子原花青素的提取分离工艺研究[J]. 天然产物研究与开发, 2006, 18(1): 108-111.
[5]张清华, 懂凤祥. 树莓发展现状与前景: 上[J]. 农林实用技术, 2007 (11): 9-11.
[6]POURRAT H, POURRAT A. Compositions cosme tiques et pharmaceutiques: France, 7345501[P]. 2010-04-27.
[7]JOHANSSON A, LAAKSO P, KALLIO H. Characterization of seed oils of wild, edible Finnish berries[J]. Zeitschrift fur Lebensmitteluntersuchung und-Forschung A, 1997, 204(4): 300-307.
[8]ZHANG Shaobing, WANG Zhang, XU Shiying. Optimization of the aqueous enzymatic extraction of rapeseed oil and protein hydrolysates[J]. J Amer Oil Chem Soe, 2007, 84(1): 97-105.
[9]冉军舰, 卢奎, 朱雨莹, 等. 微波法萃取樱桃仁油[J]. 食品科学, 2007, 28(12): 146-149.
[10]SHARMA A, GUPTA M N. Ultrasonic pre-irradiation effect upon aqueous enzymatic oil extraction from almond and apricot seeds[J]. Ultrasonics Sonochemistry, 2006, 13(6): 529-534.
[11]张卫强, 邓宁. 微波辐射萃取番茄红素的研究[J]. 食品工业科技, 2002, 23(5): 36-37.
[12]曹建华, 丁俊峰, 林建超, 等. 蒜头果油微波辅助提取及脂肪酸成分分析[J]. 中国油脂, 2008, 33(10): 17-20.
[13]杜邵龙, 周春山. 微波辅助提取薏苡仁油的研究[J]. 中国粮油学报, 2006, 21(2): 79-81.
[14]王永艳, 李丽华, 李玲, 等. 微波和索氏萃取黄瓜籽油工艺研究的比较[J]. 压电与声光, 2008, 30(增刊1): 160-165.
[15]赵文英, 朱庆书, 金青. 微波辅助提取苍耳子油的研究[J]. 食品科技, 2008(2): 203-205.
Optimization of Microwave-assisted Extraction Process for Raspberry Seed Oil by Response Surface Methodology
ZHANG Bai-qing,LI Long-jie,ZHANG Yan-yan
(College of Food Science, Shenyang Agricultural University, Shenyang 110161, China)
With the aim of optimizing the process conditions for the microwave-assisted solvent extraction of raspberry seed oil, this study was designed as follows: 1. For solvent selection, a comparison of raspberry seed oils extracted was carried out with different solvents such as ethanol, petroleun ether, n-hexane and ethyl acetate. 2. A series of one-factor-at-a-time experiments were conducted to investigate the effects of four operating parameters including solid/solvent ratio, temperature, extraction time and microwave output power on extraction efficiency of raspberry seed oil. 3. A mathematical predictive model for extraction efficiency of raspberry seed oil as a response to the four parameters was established by multiple polynomial regression with SAS software based on central composite design, and response surface analysis of the model was performed to probe into the pairwise interactive effects of various variables on their function. The above investigations showed that n-hexane was the best solvent for the extraction of raspberry seed oil, and that solid/solvent ratio of 1:10 (g/mL), temperature of 64 ℃, extraction time of 9 min and microwave output power of 657 W provided optimum extraction of raspberry seed oil, with an extraction efficiency of 17.73%.
red raspberry;microwave-assisted extraction;response surface analysis;raspberry seed oil
TS224.4
A
1002-6630(2011)04-0092-05
2010-04-27
张佰清(1966—),男,副教授,博士,研究方向为食品和农产品加工与保藏。E-mail:sybaiqingxl@sina.com
猜你喜欢
当代水产(2021年10期)2022-01-12
云南化工(2021年11期)2022-01-12
电子制作(2019年11期)2019-07-04
天然产物研究与开发(2018年3期)2018-05-07
电子制作(2017年17期)2017-12-18
中成药(2017年8期)2017-11-22
中国酿造(2016年12期)2016-03-01
中国塑料(2015年9期)2015-10-14
应用化工(2014年12期)2014-08-16
食品科学(2013年19期)2013-03-11
