
水催化泔水油生产甘油硬脂酸的清洁生产工艺
2011-05-22 07:26:36张晓斌刘秀丽
再生资源与循环经济 2011年7期
张晓斌 刘秀丽
(1.国家脂肪酸技术研究推广中心,安徽 宿州 234023;2.安徽省天创生物科技有限公司,安徽 宿州 234000)
餐饮泔水中含有丰富的动植物油脂,在有些城市,一些分散的泔水油炼制点用简单的方法将其提炼后作为生产低档肥皂或一些小型传统油酸厂的原料[1],但由于低档肥皂产品附加值低,传统油酸工艺粗放,能耗大,成本高,二次污染重,经济效益难以发挥[2]。
餐饮业所排放的废水具有BOD和COD值高、含油量高、水质水量变化较大、排放量相对较少的特点[3]。目前,餐饮废水常采用混凝以及生物等方法处理[4-5],但都存在处理价格高、处理效果不好、出水水质不稳定等问题[6]。综上所述,城市餐饮业泔水的处理问题已经迫在眉睫[7]。
泔水油含丰富的动植物油脂,一些饭店、宾馆集油池(隔油池)泔水含油高达30%以上,是用来生产油酸、甘油、硬脂酸等脂肪酸系列产品的很好原料。
1 泔水油水解生产甘油、硬脂酸酸工艺流程
图1为泔水油水解生产甘油、硬脂酸酸工艺流程图,该工艺同时副产甘油。其中水解工段至关重要,关系到混合酸及甘油的质量、成本以及对二次污染的控制。为此,对餐饮泔水的水解工艺进行较详细的研究。

图1 泔水油水解生产甘油、硬脂酸酸工艺流程图
2 泔水油的水解实验研究
2.1 实验仪器、材料
高压反应釜:khl型,安徽应用技术研究所[8]。
泔水油:泔水经过分离后所得油脂,含中性油及脂肪酸86%,其中酸价为26 mgKOH/g,皂化价为195 mgKOH/g。
浓硫酸(98%),食盐(分析纯)。
2.2 实验方法
2.2.1 酸解除杂
加入油重30%的水,开启搅拌,加热至86℃左右时,缓慢滴加浓硫酸,至pH值2.5。加酸量分别是油重的1.1%,1.3%,2.0%,2.8%,3.5%,搅拌35 min左右。反应完毕后静置分层,时间为1.5 h左右,用分液漏斗分出各层液体。
2.2.2 洗涤
在加酸量为2.0%的前提下,用油重15%,25%,35%,45%,55%的水分别洗涤油层,水温同油温。至pH值大于6.5为止,每次水洗后静置分层的时间为25min左右。
2.2.3 水催化反应
加入一定量的水后,开启搅拌并加热,在压力为0.15 MPa时卸压排汽,以排除空气。后继续加热,至压力为3.4 MPa左右开始保压,保压时间为4.5 h。反应结束后降温,取出物料,静置分层后排除下部中水,即得粗脂肪酸产品。要求水解后的酸价≥195 mgKOH/g。
2.3 影响因素分析
2.3.1 酸解除杂的影响因素
2.3.1.1 原料品质的影响
泔水油的品质对水解效果有加大的影响,杂质分离要干净。油中杂质越少,处理就越容易;反之则越难,会影响实验效果。
2.3.1.2 加酸量的影响
在前处理中酸析是最重要的,因为原料中含有很多杂质必须除尽,因此加酸量的控制很重要,一要除尽,二要尽量少用酸,降低成本。由表1数据可以看出,酸量过低达不到酸化效果,加酸量在2.0%时酸化效果最好。

表1 加水量、加酸量及水洗次数对得率的影响
2.3.1.3 加水量的影响
泔水油中必须加入一定量的水,以便于油杂的分离。但加水多,所用的硫酸就多,反之就少。从另一方面说,加水多,杂质去除率高,反之就少。用15%,25%,35%,45%,55%的加水量,通过表1数据可以看出,在加酸量为2.0%的前提下,加入35%的水量,其得率最高,达到99.5%,其中含油量是指脱除水分后中性油及脂肪酸的含量。
3 水解
3.1 加水量
水解反应是可逆反应,水与另一化合物反应,该化合物分解为两部分,因而得到两种或两种以上新的化合物的反应过程。有机物的水解,主要生产醇和酚。水解反应是中和或酯化反应的逆反应。加水量多有利于水解反应进行,但加水量过多会使成本增加,甘油含量降低,不利于回收,也不可避免地会造成二次污染。就不同加水量与酸价、甘油含量作一比较,结果见表2。
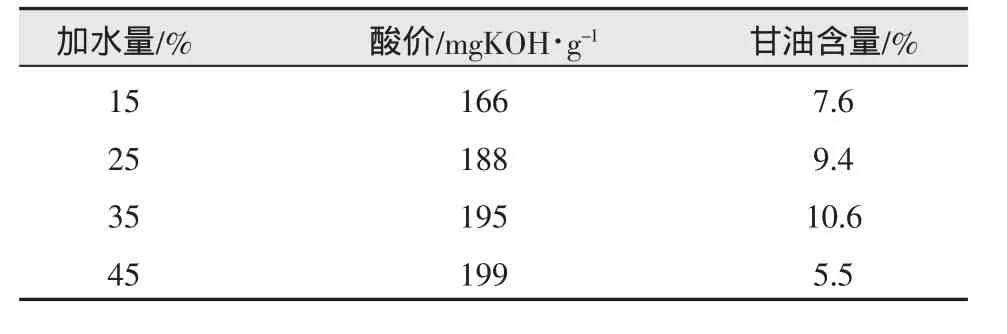
表2 加水量与酸价、甘油含量实验数据
3.2 压力
在酸性水溶液中脂肪会水解成甘油和脂肪酸,水解反应主要是溶于油脂中的水与油脂的反应,因为水中油脂溶解度与在脂肪中溶解水导致的水解相比微不足道。同时压力与温度呈正相关关系,压力越大,温度越高。而高压可以使高于沸点下的水保持液态,有利于物料在液态下充分反应,将反应压力设定为3.5 MPa左右。这里以加水量为30%时用1.2 MPa,1.7 MPa,2.7 MPa,3.5 MPa,4.5 MPa 的反应压力作了酸价和甘油含量的比较,见表3。
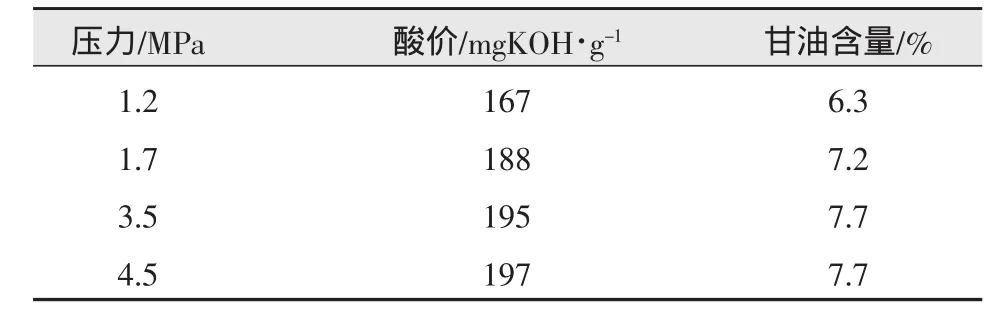
表3 压力与酸价、甘油含量的实验数据
3.3 水解影响因素分析
由表2可以看出,当水量逐渐增加,酸价逐步上升,甘油含量具有由低到高再降低的过程,当加水量为35%时,酸价为195 mgKOH/g,甘油含量最高达到10.6%。
由表3可以看出,随着压力的升高,酸价逐渐上升,甘油含量也逐步上升,但上升到7.7%以后,停止上升,所以压力参数控制在3.5 MPa为好。
4 蒸馏
试验装置如下。
过滤装置:2 000 mL,用于催化剂与液体分离;
蒸馏装置:1 000 mL蒸馏瓶,用于硬脂酸和焦油的分离。
在180℃连续蒸馏,冷却、过滤可得到硬脂酸产品。
5 结论
直接用水作催化剂,原料处理成本低,产品增值高;新型高温高压水解釜的使用,不需配备投资较大的高温高压锅炉,油脂水解采用无触媒高温高压水解技术,缩短了反应时间,水解度高,中水浓度高,减少了化工药品消耗与污染;脂肪酸直接氢化生产硬脂酸,可节省碱炼等前处理工序,降低了吨脂肪酸加氢催化剂耗量和单位碘价消耗氢气量。根据大量的实验,最佳的工艺条件是:加酸量在2.0%,洗水量为35%,水解压力在3.5 MPa;水解加水量为35%时达到最佳工艺效果。
[1]R W 约翰逊,E弗里兹.工业脂肪酸及其应用[M].陆用海,胡征宇,译.北京:中国轻工业出版社,1992.
[2] 王福海,陈溥.硬脂酸及脂肪酸衍生物生产工艺[M].北京:中国轻工业出版社,1993.
[3] 张秀娟,苏永渤,张郁明.餐饮废水处理方法[J].工业用水与废水,1999,30(4):23-25.
[4] 于金莲,高运川.餐饮废水的混凝处理研究[J].上海师范大学学报(自然科学版),1998,27(3):76-80.
[5] 范立梅.餐饮废水生物处理实验[J].环境污染与防治.2000,22(2):18-20.
[6] 何毅,陈英文.膜-好氧组合工艺处理餐饮废水的研究[J].南京工业大学学报,2002,24(1):90-93.
[7] 罗宁,陈淑玲.餐饮业泔水油处理的新方法[J].北京交通大学学报,2003,27(4):106-108.
[8] 刘勇.脂肪酸加氢反应釜:中国,实用新型专利95223148.4[P].
猜你喜欢
轻工标准与质量(2023年5期)2023-11-12 09:41:54
现代食品(2023年13期)2023-09-05 04:21:24
现代食品(2022年20期)2022-11-21 09:25:04
广州化工(2022年9期)2022-05-27 03:58:26
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
氯碱工业(2020年11期)2020-03-02 11:05:22
中国食品(2019年1期)2019-09-10 00:06:33
农村百事通(2019年1期)2019-01-30 13:36:34
食品安全导刊(2018年21期)2018-08-27 12:36:00
资源节约与环保(2016年1期)2016-12-16 05:49:46
