
点焊、弧焊机器人协同作业在汽车生产中的应用
2011-05-10 11:05罗爱华孙英飞欧凤琴
制造业自动化 2011年17期
罗爱华,孙英飞,欧凤琴
(奇瑞装备责任有限公司,芜湖 241000)
0 引言
机器人技术[1]作为先进制造技术的典型代表和主要技术手段,在提升企业技术水平,稳定产品质量、提高生产效率,实现文明生产等方面具有重大作用。随着社会的发展和工业机器人[2]技术的进步,工作效率越来越被人重视,以前的单个点焊、弧焊机器人单独工作已经不能满足人们对效率的要求,于是为了提高生产效率和优化工作节拍,我们将奇瑞公司自主研发的QH165点焊机器人和QH6弧焊机器人应用于奇瑞汽车单工位A15侧围车门焊接上[3]。
1 系统构成及机器人技术指标
1.1 系统构成
整个系统由QH165点焊机器人,QH6弧焊机器人和外部设备组成。其中QH165公斤点焊机器人[4]和QH6公斤弧焊机器人都由奇瑞汽车公司自主研发,外部设备由奇瑞装备公司设计。
1.1.1 奇瑞QH165点焊机器人系统组成
QH165机器人系统包括机器人本体如图1所示,机器人运动控制系统[5]、示教系统、水气检测模块,焊接控制系统及焊钳系统。
1.1.2 奇瑞QH6弧焊机器人系统组成
QH6弧焊机器人系统包括机器人本体如图2所示,机器人运动控制系统、示教系统[6]、自动送丝系统及焊接电源系统。
1.1.3 外部设备系统构成

图1 QH165点焊机器人本体
图2 QH6弧焊机器人本体
外部设备系统包括PLC控制柜、夹具、夹具导轨系统、安全光幕、安全门和外部按钮站等。
1.2 机器人技术指标
QH165公斤点焊机器人及QH6公斤弧焊机器人的主要技术指标如表1所示。

表1 机器人技术指标
2 工艺介绍及控制工作原理
2.1 工艺介绍
为了提高工作效率,奇瑞焊装一车间A15工位要求点焊、弧焊机器人同时对侧前门或侧后门同时焊接。QH165点焊机器人主要对侧门内侧的17个点进行焊接如图3所示,而QH6弧焊机器人则是负责上下2个门铰链的焊接如图4所示,且要求点焊、弧焊机器人同时工作。点焊和弧焊两个机器人的工作过程都由外部PLC控制[7]。

图3 点焊工件

图4 弧焊工件
2.2 控制工作原理
点焊机器人、弧焊机器人,夹具和夹具导轨系统都由外部PLC控制,人机触摸屏界面主要用来设置参数和监控系统运行状态,在整个系统正常运行下只对按钮站进行操作。
点焊机器人及其弧焊机器人有各自独立的电气控制单元,整个系统由PLC作为控制单元,由PLC来控制机器人[8]、夹具和导轨之间的相互动作。

图5 焊接过程流程图
人工上完件后,按下“导轨前进”按钮,导轨运动到位后,夹具将导轨锁紧,这时夹具给PLC一个到位信号和车型信号,此时PLC判断点焊、弧焊机器人是否在Home点、是否满足安全条件,如果一切条件满足,点焊、弧焊机器人就开始识别PLC发过来的车型信号并调用相应的焊接程,焊接开始。当两个机器人焊接完成,各自回到自己的Home点,此时点焊、弧焊机器人各自给PLC发出一个焊接完成信号,PLC收到两个完成信号后,锁紧导轨的夹具打开,导轨自动运行到初始位置,夹紧车门夹具打开,可以安全下件,整个焊接过程完成,等待下一个循环如图5所示。为了生产安全,我们在上工件处安上了光幕,在请求进入机器人围栏处安上了安全门。一旦有人进入了危险区,PLC检测有输入信号,触发两个机器人,让两个机器人立刻停止运行;如果需要让机器人恢复运行,只要障碍物退出危险区,按下按钮站上的“恢复运行”按钮,两个机器人接着运行未运行完的程序。
3 干涉区的界定

图6 干涉区的界定
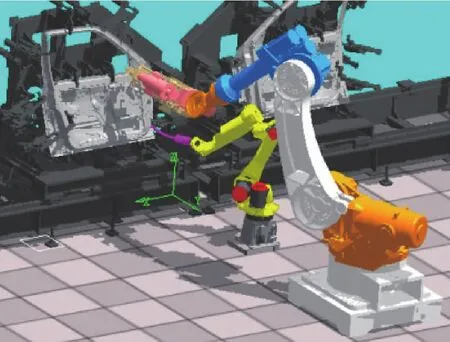
图7 奇瑞A15焊接工位
将点焊、弧焊机器人同时运用在一个工位中最大的难题就是安全问题,由于两个机器人同时在一个工件上焊接,各自的工作空间非常小,一不小心两个机器人就可能发生碰撞,在生产过程中这是我们首先要考虑的问题。考虑到安全性干涉的区界定是必不可少的。在传统的干涉区界定中,大部分是利用时间的先后顺序来解决的,在某个运动完成后才允许其他的运动进行,这样解决干涉问题虽然比较可靠但是浪费了很多时间,影响了生产效率,特别是在庞大的汽车工业焊装线中,甚至会严重影响生产节拍。在本系统中,我们将这些空间上的干涉问题用干涉区来描述[9]。根据A15工位的情况,我们划分了4块干涉区如图6所示。并要求每个干涉区每次最多只允许一个机器人进入,在划分干涉区时,我们在考虑安全的前提下尽量将干涉区的面积最小,这样可以保障机器人的运动空间更大,以致优化生产节拍。机器人对干涉区的请求都是通过PLC来控制的。
4 结论
该系统已经成功的运用到了奇瑞汽车侧门的焊接中,在生产过程中表现了良好的稳定性能和安全性能。焊点和焊缝都达到了工艺质量要求。通过对干涉区的设定,很好的解决了两个机器人运动之间的干涉问题,很大程度上提升了机器人的运动灵活性,即提高了安全性,又优化了生产节拍。
[1] 孙树栋.工业机器人技术基础[M].西安:西安工业大学出版社,2006.
[2] 户燕会.工业机器人的工作空间和误差补偿的分析与仿真[D].河南:河南理工大学,2010.
[3] 朴永杰,朱振友,邱涛,等.点焊柔性加工系统多智能体的协调控制[J].焊接学报,2003,24(5):36-39.
[4] 杨桥.奇瑞QH-165点焊机器人焊接系统应用浅析[J].机器人技术与应用,2010,3:10-11.
[5] Dan Henriksson,Ola Redell,Jad EI-Khoury,Martin Torngren,and Karl-Erik Arzen.Tools for Real-Time Control Systems Co-Design,DePartment of Automatic Control Lund Institute of Technology April 2005.
[6] 崔茂源.基于虚拟现实技术与监控理论的机器人示教系统研究[D].长春:吉林大学,2004.
[7] 李开生,宗光华.机器人控制器体系结构研究的现状和发展[J].机器人,2000,(03):235-240.
[8] 李斌,白车身机器人焊装线PLC控制系统架构研究[D].合肥:合肥工业大学,2010.
[9] 王健强,王华国.汽车白车身机器人焊装中的干涉区控制研究[J].合肥工业大学学报(自然科学版),2010,11:101-105.
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
汽车实用技术(2022年5期)2022-04-02
汽车观察(2021年11期)2021-04-24
汽车观察(2021年11期)2021-04-24
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
航天制造技术(2020年1期)2020-03-28
建材发展导向(2019年11期)2019-08-24
汽车文摘(2017年6期)2017-12-06
产品可靠性报告(2017年6期)2017-09-05
汽车文摘(2016年6期)2016-12-07
