
洛钼集团5 000 t/d精选CCF浮选柱应用
2011-04-27 05:23宋念平赵长中张宗合吴玉洁曾少波赵建平
中国钼业 2011年3期
宋念平,赵长中,张宗合,吴玉洁,曾少波,赵建平
(洛阳栾川钼业集团股份有限公司选矿二公司,河南洛阳471543)
1 洛钼集团选矿二公司简述
洛阳栾川钼业集团股份有限公司是我国第一大钼生产基地,其钼矿床储量集中了河南省已探明储量的79.5%,居世界六大巨型钼矿首位,选矿二公司是集团公司骨干选矿公司之一,现有生产规模15 000 t/d,其中5 000 t/d选矿车间设计指标为精矿钼品位≥47%。选矿二公司5 000 t/d前身为3 000 t/d,于1998年9月建成投产,2003年,又增加了1个系列磨浮作业,成为日处理量原矿为5 000 t的钼选厂。粗选部分为3个相同的系列,各系列均采用1段闭路磨矿,由1台MQG3200×4500格子型球磨机与1台2FLG3000高堰式双螺旋分级机构成闭路[1]。螺旋分级溢流 -200目含量占 55% ~65%,3个系列的分级机溢流经过搅拌后分别进入3个粗选系列,搅拌槽为XB-3000型,粗选工艺为1次粗选,2次预精选,3次粗扫选,再磨由1台 MQY1500×3000湿式溢流型球磨机完成,选用φ250水力旋流器与其构成闭路,旋流器溢流-200目占90%,旋流器溢流进入精选作业,精选作为采用BF-4、BF-1.2浮选机,分3次精扫,9次精选,开机伊始,生产低靡,经过几次技术改造和各项改进后,各项技术指标达到国家和企业标准。
2 原精选工艺状况及存在问题
选矿二公司原有精选工艺流程为9次精选3次精扫选,精选Ⅰ和精选Ⅱ采用BF-4型机械搅拌式浮选机,精选Ⅲ至精选Ⅸ均采用BF-1.2型机械搅拌式浮选机,精扫选均采用BF-4型机械搅拌式浮选机,中矿采用循序返回形式。
随着市场形势进一步好转,精选工艺暴露出许多问题,愈来愈不适应生产的需要,存在的主要问题有:(1)精矿品位偏低,精矿富集比不大;(2)浮选时间不足;(3)连生体、矿泥影响,精矿品位难以提高;(4)精选工艺回水中水质成分十分复杂,对钼精选工艺指标造成十分不利的影响。改造前其精矿指标对比见表1、表2。

表1 5 000 t/d精选系统改造前钼精矿筛析指标表

表2 5 000 t/d精选作业改造前采用浮选机选矿指标
3 浮选柱的应用
2004年初,由于钼市场持续走高,集团公司为满足日益扩大的钼精矿出口需要,对选矿二公司下达的51%高品位钼精矿计划不断增加,但现有的精选工艺流程很难满足生产计划需要,为此集团公司决定对选矿车间精选工艺进行较大规模改造,7月采用CCF浮选柱作为精选后续作业,改造后运行实践表明,精矿品位得到了大幅度提高,而且回收率也得到了一定程度的提高,达到了设计要求,取得了较为满意的效果。图1为精选改造采用浮选柱后工艺流程图。

图1 精选改造采用浮选柱后工艺流程图
改进方案从工艺完善和设备换型两方面总体设计。工艺上调整流程结构,设备上选用CCF系列浮选柱作为精选后续作业[2],柱精扫至柱精Ⅲ相对单独构成新精选系统。由于浮选柱收率较低,仍保留原来精选Ⅰ至精选Ⅲ和精扫选部分,以强化精扫选作业。原精Ⅳ至精Ⅸ浮选机取消。浮选柱给风设备选用SA75A-7型双螺杆空气压缩机。选用GC系列高效搅拌槽及ZJ系列高效渣浆泵,直接采用清水调浆。
4 CCF系列浮选柱结构特点
如图1所示,浮选柱无搅拌器,整个柱身高度11~12 m,直径φ1.2~1.8 m,容积12.4~30 m3。矿浆由偏上部给入,尾矿由底部排出,给气经气枪头由偏下部给入柱体内,矿粒由上部向下沉降。经过枪头的微细气泡由柱体下部向上部上升,在接触碰撞过程中完成气泡矿化,被矿化的气泡升至柱体顶面,依靠自流作用进入下道工序。由于浮选柱本身无自吸给矿和中矿作用,在配置上各作业之间除泡沫产品靠自流外,其中矿产品必须由渣浆泵送至相应作业;浮选柱无自吸气作用和搅拌器,柱内所需微泡必须由外部供气设备产生一定压力的气经发泡装置产生;浮选柱具有相当的高度,由于原主厂房空间有限,单独建于主厂房外围,选矿药剂的添加、工艺操作相对自成一系统。操作工通过设定适宜的泡沫层厚度自动调整浆阀的开度大小以达到平衡矿浆的目的。如图2所示。
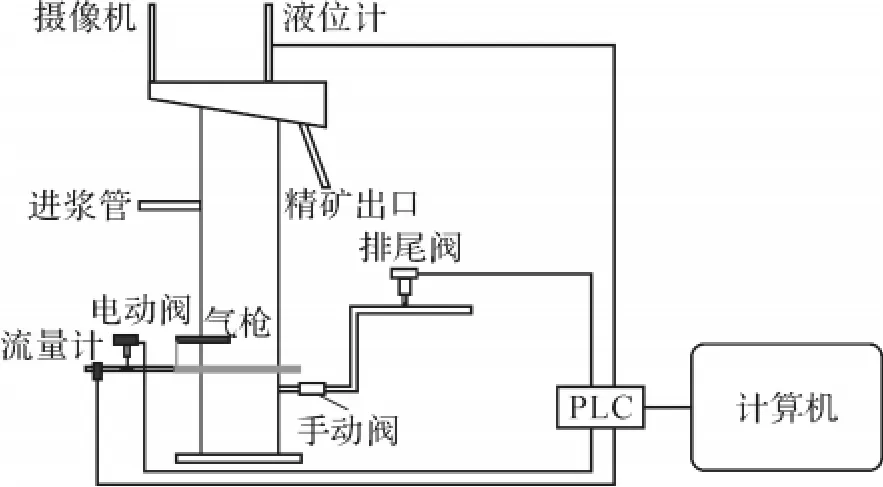
图2 浮选柱示意图
浮选柱在选矿二公司5 000 t/d系列的应用,改善了工艺指标,提高了经济效益。这主要是因为浮选柱无搅拌器,可以保持很平衡的泡沫层;浮选柱具有较高的高度,泡沫层可以保持比较深的厚度,甚至可达1 m以上,极大地增强了2次富集作用,这在普通的机械搅拌式浮选机中是比较困难的;浮选柱由于自成一系统,与原精选工艺相对独立,柱扫尾可重返再磨作业,有效避免了连生体粒级在整个精选作业的恶性循环与堆积;采用清水调浆有效避免回水中残留药剂影响;浮选柱系统单独建于主厂房外围,并实现了选矿自动化技术操作,工作可靠,指标稳定。钼精选作业采用浮选柱后,其精矿指标对比见表3、表4。

表3 5 000 t/d精选作业改造后采用CCF浮选柱钼精矿指标

表4 5 000 t/d精选作业改造后采用CCF浮选柱选矿指标
最近几年,经过对浮选柱的改造和操作水平的提高,目前,钼精矿累计精矿品位可达到53.2%以上,单日累计钼精矿品位可达55%以上,见表5。
CCF浮选柱应用至今的生产实践证明,改造后的精选工艺更好地适应了钼矿石性质,从上述精选系统工艺改造前后的指标对比结果看,精矿品位提高了约2个百分点,满足了市场需求,精选系统改造前后,煤油和氰化钠、六偏磷酸钠用量均有所降低。钼精矿富集比大,可产出高质量钼精矿,指标稳定,达到了设计要求,经济效益显著。
但是,任何事物都有它的局限性,浮选柱虽然高效低能,也有它自身结构的缺陷,一则是柱收率不太高,柱精扫尾需再加精扫作业,或者作为中矿返回,才能保证整体作业收率。再则由于受矿浆水质及药剂的浸浊,易引起气管和浆管道结垢、腐蚀和堵塞,另外,容易因停电等意外停车引起矿浆沉淀,堵塞管道。还有,矿浆管道及阀门的磨损较快,自动阀门要定期更换。由于受浆量、气量及泵压力等条件的影响,操作不太稳定,这些都是浮选柱需要解决的问题。特别是长期使用后,易损备件需及时更换。

表5 2009年5月31日的精矿筛析结果
在生产实际中,有时要根据情况进行改造,其中尾矿管改造就非常成功:基于尾矿管及浮选柱底部容易沉淀等原因所造成的需要停机疏通以及开机困难问题,必须对尾矿管动一下“小手术”,即在浮选柱排尾口及电动阀之间的易堵塞段加2个高压水冲洗阀门,在以往易残存矿泥的U形管及电动阀之间加一个小排空阀,在浮选柱的旁通阀及直流电动阀前加两个高压冲洗水管,U形管底部为一个放空阀,这样既解决了柱底沉砂的问题,又解决了管内被沉砂和异物堵塞时难以疏通的困难,使得浮选柱存在的“固疾”得到了相应的“根治”。
浮选柱防堵防沉淀改造如图3所示。

图3 浮选柱防堵防沉淀改造图
“小手术”产生大疗效,选矿二车间每月任务能顺利完成,正是由于许许多多的小技改在关键时刻起了“保险”作用。这些都是选矿二车间广大干部职工智慧的结晶,我们的企业正是因为这些看似微不足道其实非常不简单的小创新、金点子才能向更加强大、更加先进的大型企业迈进。
5 结论
总之,选矿二公司在浮选柱的应用上积累了较为丰富的经验,无论是自动控制操作方面,还是设备小型改进上,无论是5 000 t/d还是后来扩建的万吨钼选厂,选矿二公司干部职工在浮选柱应用中不断摸索改进,减少了因设备事故造成的停机时间,提高了设备运转率,为生产指标的完成创造了充分的条件,又降低了操作工及维修工的劳动强度,可谓事半功倍。
目前,洛钼集团已经成为集钼钨的采选、冶炼、深加工为主的大型综合性矿山企业,洛钼集团真正成为世界领先的国际化稀贵金属矿业集团。
[1]石德俊.洛阳栾川钼选矿技术与实践教程[M].
[2]石德俊.浮选柱在钨钼浮选中的应用[J].中国钼业,2009,33(3):9-13.
猜你喜欢
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
湖南有色金属(2021年5期)2021-10-23
流体机械(2021年1期)2021-02-23
水运工程(2020年11期)2020-11-27
矿山机械(2020年11期)2020-11-25
矿冶(2020年4期)2020-08-22
世界有色金属(2020年1期)2020-03-26
建材发展导向(2019年10期)2019-08-24
河北渔业(2019年3期)2019-03-22
