
DDC控制系统在镀锡重卷机中的应用
2011-04-10 02:23:00王忠
制造业自动化 2011年11期
王 忠
WANG Zhong
(海南大学 机电工程学院,儋州 571737)
0 引言
镀锡成品的质量与清洗、酸洗、电镀、软熔、干燥、涂油等有关。出口部分并不能改变带钢的质量指标,但是高质量的成品若在出口部分处理不当,将会使其成为次品或废品[1]。为此在卷取机卷取过程中,如何控制其张力和速度,是保证成品质量的关键因素之一。常采用的方法是在模拟或数模组合的双闭环转速控制系统的基础上加进张力反馈控制环,通过张力补偿作用,维持系统的线速度一致。缺点是卷径增大时所要求的转速补偿量可能超出反馈的张力补偿能力的极限,这将造成断带或堆料等故障。采用DDC控制方法能较好解决此问题。
1 工艺概况
经退火回火的冷轧薄钢板卷,在镀锡机组入口段,由开卷机、张力辊利用张力控制开卷,经焊接成连续钢带后,送入活套塔存储,保证工艺段能以300MPM的速度连续生产。带钢进入工艺段,经清洗、酸洗、水洗槽,清除带钢表面油污、氧化物等后,清洁活化的带钢进入电镀段。带钢在六个上部电镀槽、八个下部电镀槽内完成双面等厚或差厚的镀锡,然后经软熔并淬冷成为光亮的镀锡板带[2]。接着,连续经过钝化、冲洗、干燥、涂油后,由剪切机切断焊缝,卷取机复卷成镀锡薄板卷材,即成品。
2 工作原理
DDC系统中常采用的算法是PID调节法[3],但此系统采用PI算法,其输入e(t)与输出u(t)关系可用下式表示:

加入PI调节器后,系统开环增益变化Kp/Ti倍。校正对象函数为

闭环特征方程为

在稳定状态下,PI校正可增加系统型号,消除速度误差,而稳态加速度误差则从∞变为有限值Ti/K0Kp,可见Ti、Kp由稳定性裕量与稳态加速度误差共同确定。其频率特性如图1所示。
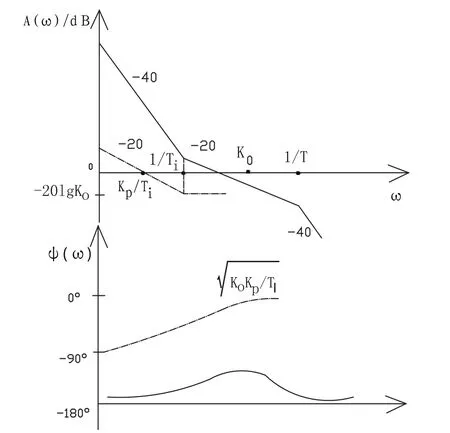
图1 调节器频率特性
由图1可知,增大Ti,转折频率1/Ti左移,中频段宽度h增大,系统稳定性提高,但开环增益K0Kp/Ti减小,稳态加速度误差会增加。由此可见,Kp〈1时,相位裕量与加速度误差都增大; Kp=1时,相位裕量与加速度误差都不变;Kp〉1,相位裕量与加速度误差都减少。
3 调整与应用
3.1 检测电平及校准
除非DDC控制器设置正确,否则不可能高水平运行。同时,由于意想不到的故障,所以应对设定值进行确认并通过以下要点来调整:
1)电流检测:主要是通过零点和增益的调整来校准马达电流;
(1)零点调整:马达停止运转状态下,通过调整N89参数,此时马达电流显示值为零A。然后初始值设定为0.5A对应零;
(2)电流检测增益:检查实际电流与显示电流是否相等,可通过N90参数以百分之一的增量来调节,其范围在-50~+50%,初始值调整为0。
2)模拟量设定增益:一般±10V或±100%被设定为模拟量电压设定值基准,在此条件下由于外部原因不能获得10V值,这时就一定要调整模拟量设定增益N70,可以±10%的梯度来调整;
3)VDC零位调整和增益:用来检查马达电压和显示校准,校正量是对直流电动机的额定电压和输入速率可以为-10.0~10.0%范围内进行;
4)供电电源电压增益调整:校正量是对供电电源的额定电压和输入速率可以为-10.0~10.0%范围内进行;
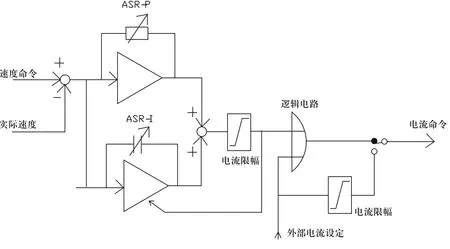
图2 控制系统电路结构图
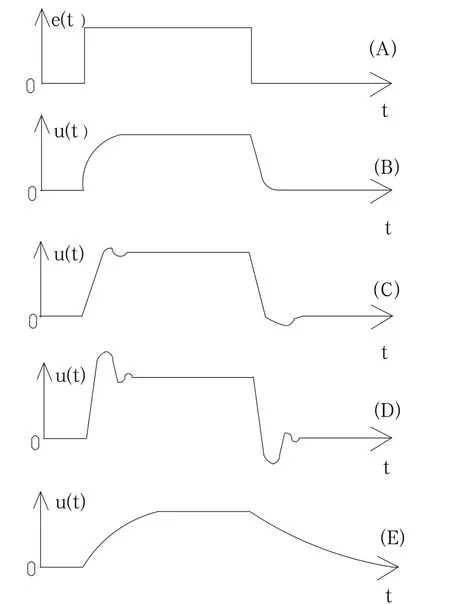
图3 参数变化对系统性能的影响
5)模拟监视输出:用于马达输出电压的校准。可通过双回路实现。
3.2 控制系统调整及应用
控制系统电路结构如图2所示。系统稳定性的调整是通过调节速度环的PI参数,PI调节是利用P调节快速抵消干扰影响,同时利用I调节消除残差,其比例系数P取值范围0~20,积分时间I取值范围0.001~2.000秒。此系统中预设定P=5.0,I=0.05。
空载运行完成了上述校准和设定,然后联接设备到电机,使电机以可能的转速运转并快速地改变速度,观察连接到监视回路2的转速表是否发生相同的变化响应。偶然地,由于速度条件的变化,应选择高、中、低速度运行观测。进行设置时以不施加电流限制程度的变化来操作。在此系统中,最终偏差为最大转速的2~3%。调节器输入、输出波形如图3所示。
经观测调节器波形图3,分析可知:
1)PI参数适当,调节器输出波形为B或C波形。此系统中P取值为5.7,I为0.061;
2)由于斜率过小,导致图3中的D波形,适量增加P(比例系数)值,若还不能形成C波形,则适量增加I(积分时间常数)值;
3)另一方面,由于斜率过大,导致E波形,首先减小P值,若还不能修正波形,则减小I值以便快速响应系统请求;
4)机组带负荷运转时,会出现D或E波形,应根据负载性质,修正PI参数为合适的值。
4 结论
镀锡重卷机DDC控制系统,自调试运行以来,已生产多种规格的带钢,各项指标均达到工艺要求。全数字化的设计,大大提高了系统的可靠性。依据实际情况调整系统参数,保证良好的系统线性同步跟踪性能,满足了生产线的工况需求。
[1] 葛延津,陈岩,张贵强.冷连轧卷取机控制模式与带尾定位计算方法[J].冶金自动化,2004(5):60-62.
[2] Instruction manual of Leonard Equipment[M].TOYODENKI Seizo K.K.2000.
[3] 朱双东.电加热器的00C控制系统[j].自动化与仪表,1991(4):39-42.
猜你喜欢
北京航空航天大学学报(2021年6期)2021-07-20 07:23:56
电子制作(2019年19期)2019-11-23 08:41:36
电子制作(2018年19期)2018-11-14 02:37:02
电镀与环保(2016年3期)2017-01-20 08:15:31
电镀与环保(2016年3期)2017-01-20 08:15:30
电镀与环保(2016年3期)2017-01-20 08:15:29
电源技术(2015年9期)2015-06-05 09:36:06
电测与仪表(2015年20期)2015-04-09 11:53:48
电测与仪表(2015年3期)2015-04-09 11:37:42
电子设计工程(2014年18期)2014-02-27 12:00:19
