
可移式管螺纹成型机设计与研究
2011-04-10 02:23安美玲穆玺清
制造业自动化 2011年11期
安美玲,穆玺清
AN Mei-ling,MU Xi-qing
(兰州工业高等专科学校 机械工程系,兰州 730050)
0 引言
在建筑、化工机器、锅炉等的设备安装和维修中,有大量的管道安装工作需要在施工现场操作完成管螺纹的成形加工。目前使用的管螺纹机成型有电动台式和便携式两种,其中电动台式管螺纹成型机生产效率高,但存在移动不便,不能应用在高层建筑的施工现场。而便携式管螺纹成型机体积小、重量轻,但其没有固定的工作台,需现场安装、调试,增加了非工作时间,效率低,适用于管道维修,不适合在建筑施工现场进行大批量管螺纹加工成型。本文在分析研究市场上普遍采用的管螺纹成型机的基础上,研制了一种体积小、重量轻,搬运方便;效率高;成本低;能加工直线、非直线管的螺纹的新型“可移式管螺纹成型机”。解决了高层建筑水暖管道的安装和维修业务中的技术难题,弥补了国内管螺纹成型机市场上对特殊工作情况下的使用要求方面的不足。
1 传动装置设计
1.1 传动装置结构方案设计[1~3]
传动装置是决定机械效率和整机尺寸的主要因素,也是管螺纹成型机设计的关键部分。目前机械产品中通用的传动装置结构已成固定模式,其特点是:原动机通过联轴器与减速器输入轴联结后将动力和运动传给减速器,再通过减速器输出轴将其传给工作机。结构复杂,体积大而重,成本高,不能满足本机设计要求。在可移式管螺纹成型机的研制中,对其传动装置提出了以下4种方案。
方案一:如图1所示,其结构与台式管螺纹成型机基本相同,采用管件旋转,螺纹切头轴向移动,电动机轴向输入,三级斜齿圆柱齿轮传动,管件夹紧装置安装在大齿轮上,螺纹切头安装在导块上。特点是套切螺纹较平稳,但不适于固定管件的螺纹加工,结构尺寸大。
方案二:如图2所示,管件固定不动,螺纹切头旋转并轴向移动,电动机垂直输入,动力经锥齿轮、斜齿轮减速传至大齿轮,螺纹切头通过滑键与大齿轮联结。其优点是能加工固定管件,但结构尺寸也难以作到较小。
方案三:如图3所示,管件旋转,螺纹切头轴向移动,电动机垂直输入,动力经斜齿轮及蜗杆、蜗轮减速传至大齿轮,大齿轮上安装夹紧管件的装置,螺纹切头安装在导块上。其特点是传动比大,结构尺寸较小。
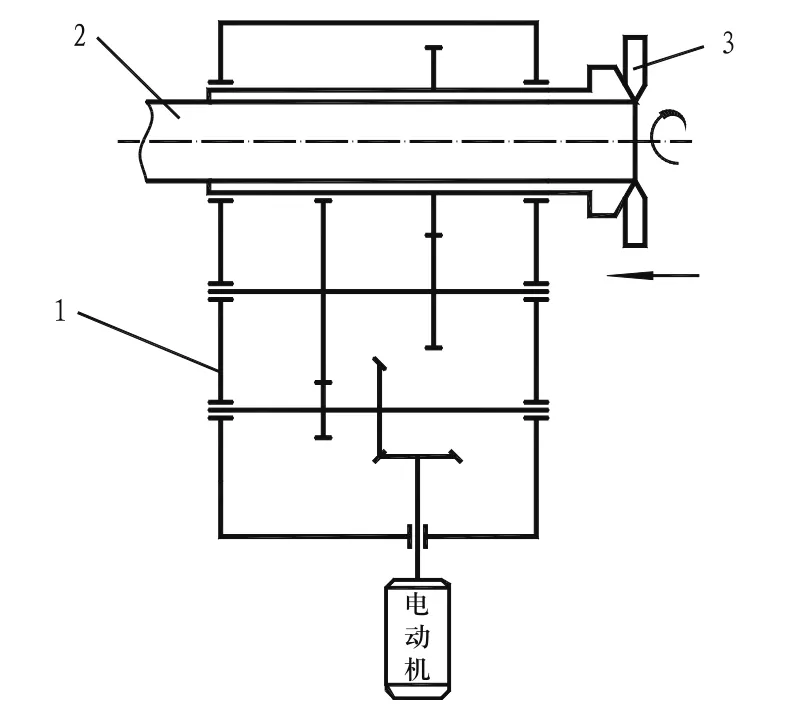
图2 方案二
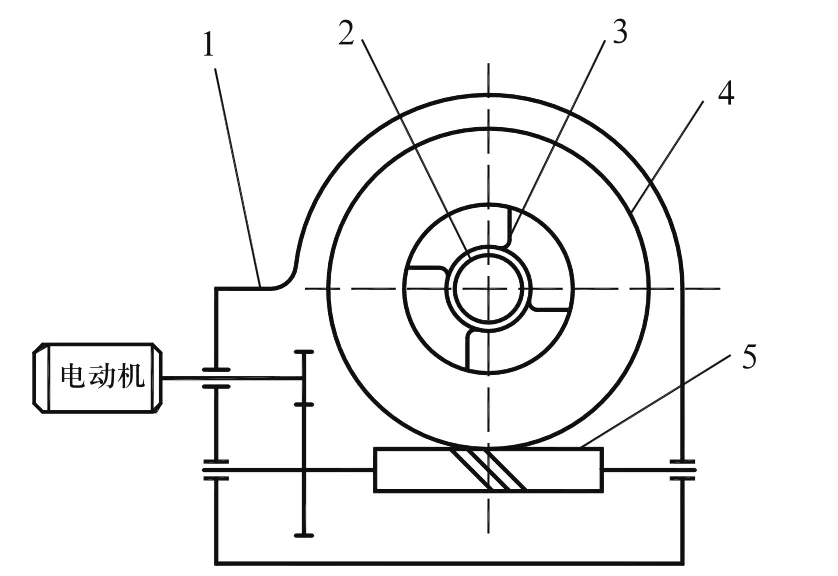
图3 方案三

图4 方案四
方案四:如图4所示,螺纹切头旋转,管件轴向随进,电机轴向输入,二级齿轮减速,将电机输出轴上的联轴器、减速器输入轴和齿轮用一个改进了结构的高速级小齿轮取代;将低速级大齿轮安装在箱体内凸缘上,取消了轴结构;将螺纹梳刀固定在与低速级大齿轮同步旋转的箱体大端盖上,整体结构进一步简化、缩小。
1.2 方案比较
以上四种方案从原理上都能满足成型机传动要求,但考虑到使用环境,如高层建筑需要经常变换工作场地,而且有些施工现场操作空间小,要求设备体积小,重量轻,故排除方案1和方案2;方案3不能用于加工直角管、U型管等非直线管的螺纹,方案4不仅弥补了其他方案的不足,而且从技术经济方面考虑其技术适用,经济合理。因此选择方案4为最终采用方案。
2 管件夹紧装置设计
2.1 夹紧方案的确定
根据设计方案,工作时,要求螺纹切头旋转,管件自动轴向移动,而且管件中心与螺纹切头回转中心重合。本机采用差动螺旋机构实现了管件的快速夹紧、松开和自动定心的要求[4]。
2.2 夹紧装置结构设计
图5是管件夹紧装置结构图,图6是其三维实体模型。由图5可知,螺杆3由旋向相同,螺距不同的两段螺纹组成,当通过转动杆2使螺杆转动时,上压板6沿下压板7的导槽移动,同时下压板7沿支撑架的导槽反向移动,上、下压板工作面呈V形,不仅实现了管件的快速夹紧、松开,还实现了自动定心的要求,减少了辅助时间,避免了螺纹加工壁厚不均的缺陷。支撑架5由钢板和圆管焊接而成,使整个夹紧装置结构紧凑、重量轻。
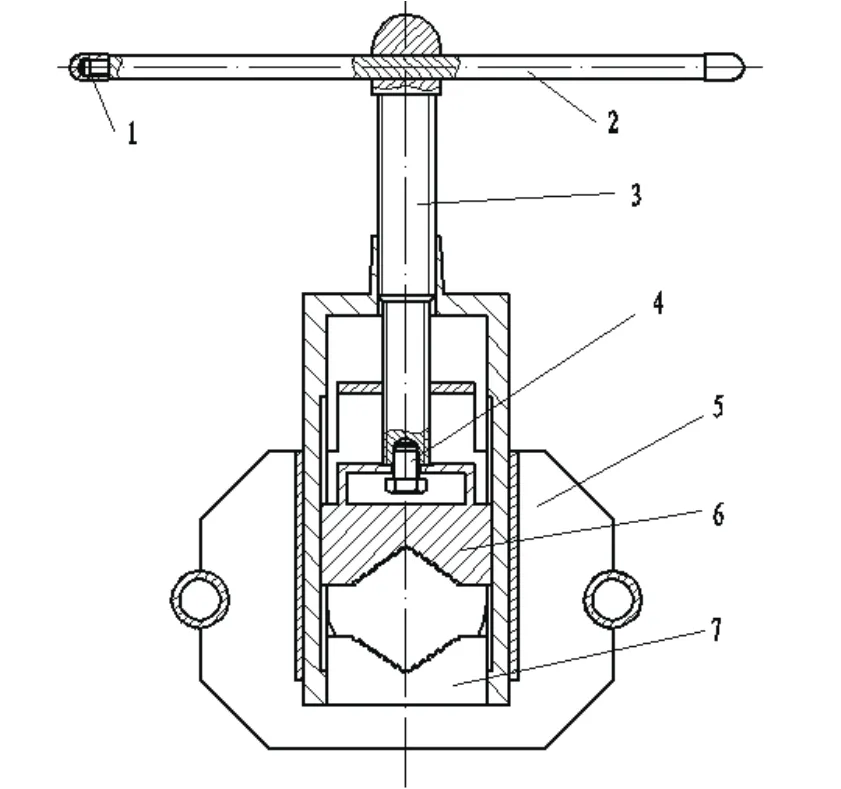
图5 夹紧装置结构图

图6 夹紧装置装配模型
3 总体设计
3.1 设计参数的确定
本机设计加工管件直径为φ20~φ50mm,加工管螺纹螺距为11~14牙/英寸。切削功率为 Pw=0.55kW,螺纹梳刀的工作转速为nw=22r/min,由此选取额定功率为0.75 kW、转速n=1400r/min的单相异步电动机。总传动比i=63.6,高速级采用斜齿圆柱齿轮传动,传动比为6.7。低速级采用直齿圆柱齿轮传动,传动比为9.4。根据设计参数对成型机传动装置参数进行优化设计[5]。
3.2 管螺纹加工成型过程
加工时,首先将与管件直径相应的标准板牙安装在螺纹切头上,然后将管件穿入夹紧装置的上、下压板中并靠近板牙,转动螺杆使上、下压板快速靠近夹紧管件。按启动按钮,使成型机开始工作,螺纹切头旋转,管件自动轴向随动,直至加工到所需的螺纹长度后关闭电源,停止工作。松开板牙,卸下管件,完成螺纹的成型加工。图7为可移式管螺纹成型机装配模型。
4 结束语
通过对目前市场上使用的管螺纹成型机进行调研,设计制造了一种新型的可移式管螺纹成型机。该机不仅能加工直线、直角、U形等非直线圆管螺纹,而且体积小、重量轻,便于移动。适用于管道的安装、维修中管螺纹的成型加工以及经常变换工作场地或工作场地狭小的场合。

图7 整机装配模型
[1] 成大先.机械设计手册——机构(单行本)[M].北京:化学工业出版社,2004.
[2] 机械设计图册编委会.机械设计图册(第2卷)[M].北京:机械工业出版社,2005.
[3] 吴宗泽.机械零件设计手册[M].北京:机械工业出版社,2004.
[4] 安美玲.机械基础[M].西安:西安电子科技大学出版社,2007.
[5] 安美玲,穆玺清.可移式管螺纹成型机减速器优化设计[J].机械设计与制造,2009,8:22-23.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
煤气与热力(2021年4期)2021-06-09
水力发电(2021年2期)2021-05-14
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
中国塑料(2016年7期)2016-04-16
中国塑料(2015年7期)2015-10-14
