3MGZ1420磨床数控改造
2011-03-16 12:26王国栋李丽波
哈尔滨轴承 2011年2期
王 泉,王国栋,李丽波
(1.哈尔滨轴承集团公司 钢球分厂,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司,黑龙江 哈尔滨 150036;3.哈尔滨轴承集团公司 锻压分厂,黑龙江 哈尔滨 150036)
1 前言
3 MGZ1420外沟切入磨床的磨架、修整器、上下料、工件箱(快靠)由液压传动,工件箱的快趋、粗磨、精磨、无进给磨削为步进电机驱动。原机的SDJ-51A程控器,步进电机驱动源元器件的筛选,技术老化、不过关,工作时抗干扰能力差,零点漂移大,可靠性低,热稳定性、防潮性均不理想。由于上述原因的影响,经常发生尺寸过磨、欠磨和电气故障,所加工的产品,沟直径散差大,不合格品、废品多,给装配工序合套带来了极大的困难。
2 机床改造
2.1 程控器改造
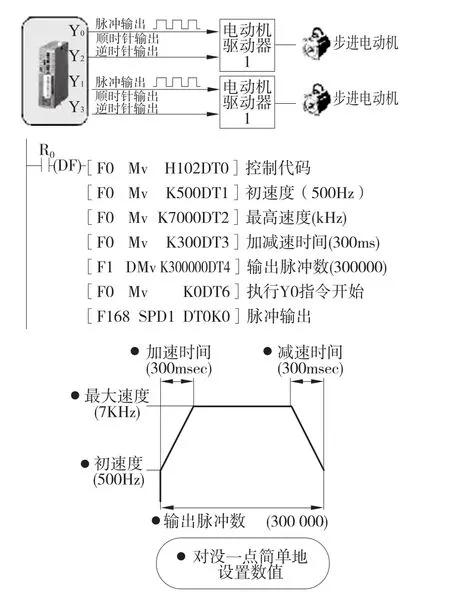
采用日本松下电器公司制造的FPO—世界上最小的功能齐全的可编程序控制器,其特点有两路脉冲输出(限于晶体管输出型),可单独进行位置控制,互不干扰。由于有脉冲输出功能,双轴独立定位,从而确保步进电机精确定位。
脉冲输出功能:装配了2通道、最大为10kHz的脉冲输出。各自可以独立进行控制,因此可以和2轴独立的位置控制用途相对应。配备了自动梯形控制,原点返回和点动运行的专用指令,设定非常简单。
2.2 控制面板改造
采用松下GT10触摸屏人机对话系统,工作时以中文及数字监视,通过机外仪表测量,可以不停机及时修整加工参数,显示当前各微动开头、无触点开头的工作状态,显示当前机床的工作状态,显示磨削过程的状态,显示当前机床的故障部位,具有自我诊断功能。程序中相对应的参数,直接换算成微米显示,便于和自动、手动机外测量连接,操作方便,减少了手动操作的中停时间。
2.3 控制箱改造
原设计为组合式,现改造成整体式,具有防潮、防尘、屏蔽性能。面板上、后箱门均有锁,以防止误操作损坏机床。
2.4 步进电机驱动源及步进电机改造
步进电机及驱动源均采用德国(GRM)百格拉公司的产品,三相驱动,步距角0.036°、10.000步/转,(原机的步距角0.72°),步进电机的细分精度比原设计提高20倍。工作可靠,故障率低,在步进电机与驱动源间电源线采用屏蔽线,消除了变频器等高频信号的干扰。
3 改造效果
(1)砂轮修整精度:0.005mm,节约砂轮15%。
(2)沟径尺寸散差:0.007mm以内。
(3)表面粗糙度:Ra<0.63—0.32mm。
(4)进给量
( A )用于精磨时:
粗进给 0.18—0.25mm。
精进给 0.07—0.15mm。
( B )用于粗磨时:
0.50 mm。
(5)在粗进给与精进给时有0.03mm的回缩时,以消除砂轮轴刚性变形,提高了加工精度。
(6)粗磨、细磨可在同一台机床上加工,保证沟位置、沟曲率、圆度、壁厚差、椭圆度。减少工艺留量0.4mm,仅此一项,可提高加工效率30%,降低了能耗、减少了辅助时间。
(7)合格率提高20%,改造后提高了进给精度,可加工P5级产品,为产品质量上水平提供了可靠的设备精度储备。改造前产品合格率81.67%,通过改造质量有了大幅提高,一次交检合格率达到98%以上。
4 结论
从松下FP0可编程控制器和GT10触摸屏在磨床应用中可以看出,FP0可编程控制器和GT10触摸屏具有控制线路简单、使用元件少、操作简单、中文菜单显示和参数设置方便等特点,使老设备的控制精度、加工效率得到大幅度的提高,改造后的机床可加工P5级精度的产品,提高了设备的精度储备,取得了显著的效果。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年3期)2019-02-27
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26