深沟球轴承密封结构的改进
2011-03-16 12:25王朝光吴红庆
哈尔滨轴承 2011年2期
王朝光,吴红庆
(1.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 质量管理部,黑龙江 哈尔滨 150036)
1 前言
目前国内生产的深沟球轴承主要有两种密封结构形式,即密封圈轴承和防尘盖轴承。我厂多年来生产的带密封圈和防尘盖的深沟球密封轴承的外圈是通用的,也就是同型号的带防尘盖的轴承与带密封圈的轴承,用同样的外圈。但是,经过多年的实践验证,部分密封结构仍然存在着一定的问题,致使成品轴承出现装配困难、密封圈手工无法压入或压入后密封圈变形、凹瘪;防尘盖安装后轴承外径的圆度、径向游隙、径向跳动等出现超差现象。改进后的密封结构,不仅改善了上述现象,而且延长了牙口刀具寿命,提高了生产效率。
2 牙口槽设计
牙口槽形状的设计,在保证密封性能的前提下,不应太复杂。应考虑其工艺性和生产效率以及成型刀具的寿命。以牙口槽宽度H=1.8mm的密封轴承为例,说明牙口槽在优化设计上进行的改进。
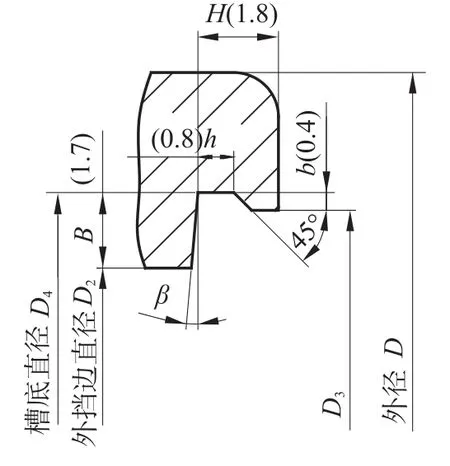
图1 改进前牙口槽结构
改进前牙口槽形状如图1所示,牙口槽深且窄(B=1.7mm;h=0.8mm);改进后的牙口槽形状如图2所示,牙口槽浅且宽(B=1.35mm;h=1.05mm),并且槽底根部里侧有半径为R=0.5mm的倒角。
2.1 牙口槽槽底宽度h的影响
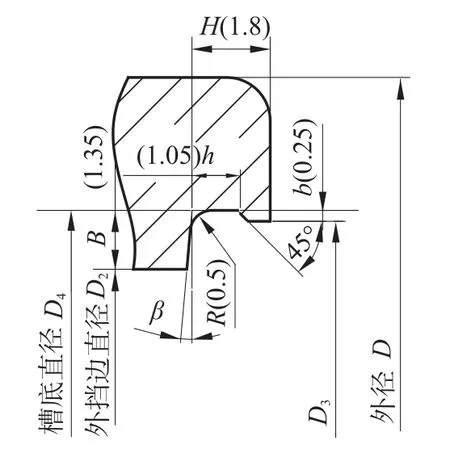
图2 改进后牙口槽结构
牙口槽槽底宽度h的大小,直接关联着密封圈的厚度尺寸和牙口刀的宽度尺寸。同样H=1.8mm宽度的牙口槽,改进前槽底宽度为0.8mm,改进后的牙口槽底宽度为1.05mm。随着牙口槽h的加宽,密封圈的厚度相应变厚,密封圈的强度和安装牢固性得到改善。同时由于牙口刀宽度随之增加,提高了牙口刀的强度和耐用性。从生产角度看,生产效率也会提高。
2.2 牙口槽总深度B及牙型高度b的影响
牙口槽总深度B和牙型高度b的深、浅,决定密封圈安装的难易程度。牙口槽总深度B较深,意味着密封圈外径与牙口槽小外径D3直径差较大,这种结构经常出现密封圈安装困难。曾有一批密封轴承,当时牙口尺寸D3最小,正常外径尺寸的密封圈无法用手工安装,该批轴承密封圈最终用特制的胎具完成装配。有时还需特别订制外径尺寸小的非标准密封圈。因此,将牙口深度B由1.7mm改为1.35mm;牙型高度b由0.4mm改为0.25mm。牙口槽总深度B变浅,解决了密封轴承装配难题。同时,因槽底与轴承外径D的距离在半径方向加大了0.35mm,也就是槽底的壁厚增加了0.35mm,减小了防尘盖压入后套圈产生外涨变形量,保证了成品轴承外径的圆度、径向跳动和径向游隙不超差。
2.3 R倒角的影响
槽底根部内侧R处,是属于密封盖、防尘圈装配后仍然闲置的部分空间。为提高牙口刀具寿命继而提高生产效率,故在此处加设R倒角。R倒角尺寸数值,是在满足牙口尺寸与密封圈尺寸各种极限状态下确定的。
2.4 β角的影响
β角最大设定为5°。角度如果过大,安装防尘盖时,防尘盖在被压靠的情况下其变形所产生的垂直分力易造成防尘盖向内凹陷,出现盖变形、瘪盖并且可能引起碰套现象。 适当的β角度的存在,可提高牙口刀具的耐用性。
3 密封圈结构的设计
通常装有橡胶密封圈的轴承在不用模具压合装配时,直接可用手工压入密封圈。密封轴承的密封性能的稳固性主要取决密封圈与牙口槽之间各个尺寸的配合状态。密封唇(见图3所示)的薄、厚与密封圈外径的大、小,不仅影响密封圈稳固性,还关系到密封圈安装的难易程度。改进后的密封结构是通过牙口槽与密封圈相配合时各种极限状态而确定的尺寸与公差。密封圈改进前、后的主要尺寸设计如下:
(1)改进前:密封唇厚度hm=1.1mm;密封圈外径Dm= D4+0.1;
由于改进前牙口槽深,密封圈外径Dm又大于牙口槽槽底直径D4,且与密封槽底部直径有0.1mm的径向过盈量,密封圈安装后,密封唇外径位于牙口槽45°斜坡的根部,如图3所示,因此造成装配困难。
(2)改进后:密封唇的厚度hm=1.3mm;密封圈外径Dm= D4-0.1。

图3 改进前密封结构

图4 改进后密封圈结构
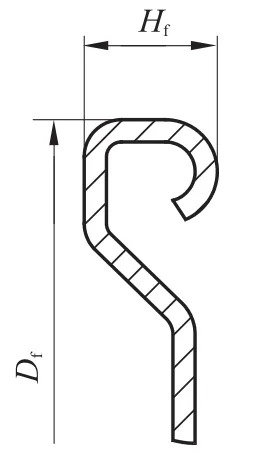
图5 防尘盖结构示意图
改进后的牙口槽浅,密封圈外径Dm小于牙口槽槽底直径D4,牙口槽底径与密封圈外径又有0.1mm的间隙量,安装后的密封唇外径恰好在45°斜坡上的中部形成轴向定位、以径向压缩方式镶嵌于外圈上,使密封圈紧紧地被锁在槽里,达到良好的密封圈牢固性,即保证外圈不漏脂,又保证较小的装配压力,如图4所示。由于密封圈外径Dm与牙口槽小外径D3的直径差减小,使手工安装密封圈方便而顺利。
4 防尘盖结构的设计
通常装有金属卷边防尘盖的轴承装配是利用模具通过压力机压合,依靠压盖模的挤压,迫使防尘盖在外圈牙口槽内发生变形而使其镶嵌在外圈牙口槽内实现挤压成一体的。因此,防尘盖尺寸大小影响装配的牢固性,牙口槽的深浅直接影响套圈外涨变形,设计时必须慎重。防尘盖结构示意图见图5。
(1)改进前:防尘盖外径Df=D3,防尘盖高度Hf= 而外圈牙口槽小外径D3±0.07。防尘盖外径与牙口槽小外径名义尺寸相同,但是D3与Df的公差值在0~-0.07mm范围时,会出现部分过盈尺寸,装配时易出现防尘盖变形现象;而且,防尘盖高度与牙口槽宽度相同,会影响防尘盖安装的牢固性。
(2)改进后:防尘盖外径Df=D3,防尘盖高度Hf=H+0.05。
改进后的防尘盖外径为减公差,有利于防尘盖顺利压入。防尘盖外径Df与牙口槽小外径D3± 0.07之间大部分尺寸配合略有间隙,虽然一小部分的配合尺寸略有过盈,但是,根据长期实践经验证明,套圈经热处理后,由于金相组织发生变化,在直径方向势必涨大,所以在安装金属防尘盖时微小的过盈仍然能自然压入。防尘盖高度Hf略高于牙口槽宽度H,装配时防尘盖受模具挤压成形能牢固镶嵌在牙口槽中,无活盖、瘪盖、碰盖现象,合格率高,几乎没有返修和拆卸产品。由于牙口变浅,密封槽底与轴承外径D的距离在半径方向加大了0.35mm,从而减小了防尘盖压入后套圈产生外涨变形量,保证了成品轴承外径的圆度、径向跳动、径向游隙不超差。
5 结束语
深沟球轴承密封结构的改进,关键在于牙口槽的结构及其与密封圈、防尘盖的配合。牙口槽的结构在达到密封要求的前提下应简单易加工。经实践验证表明,改进后的密封轴承装配顺利,工艺性好,生产效率高;改进后的防尘盖轴承,装配压合牢固,无活盖、瘪盖、碰盖现象,合格率高,几乎没有返修、拆卸产品。同时,由于牙口槽底与外径之间的壁厚增加了0.35mm,从而减小了防尘盖压入后套圈产生外涨变形量,保证了成品轴承外径的圆度、径向跳动和径向游隙在合格范围内;由于牙口刀刃宽度随牙口槽底宽度h增加而增加,并且牙口刀刃长度随牙口槽总深度B的减小而缩短,故可增加牙口刀的强度、延长牙口刀的使用寿命,从而提高了生产效率。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
中学生数理化·高一版(2021年3期)2021-06-09
数学物理学报(2021年1期)2021-03-29
重型机械(2020年3期)2020-08-24
数学年刊A辑(中文版)(2019年3期)2019-10-08
山东冶金(2019年2期)2019-05-11
橡塑技术与装备(2018年18期)2018-09-22
中国塑料(2016年8期)2016-06-27