滚压工艺在大型曲轴修复中的应用
2011-03-16 12:25白海涛
哈尔滨轴承 2011年2期
白海涛
(哈尔滨轴承集团公司 工模装制造分公司,黑龙江 哈尔滨 150036)
1 前言
压力设备在机械制造业中被广泛使用,尤其在轴承制造行业中更是占有较大比重。如套圈毛坯的锻造、冲压保持器成形、成品的装配等工序均离不开压力设备的参与。曲轴则是多数压力设备的关键零件,也是易损件。其维修质量直接影响设备的生产效率和曲轴的使用寿命。
2 表面滚压加工的原理和特点
2.1 表面滚压加工的原理
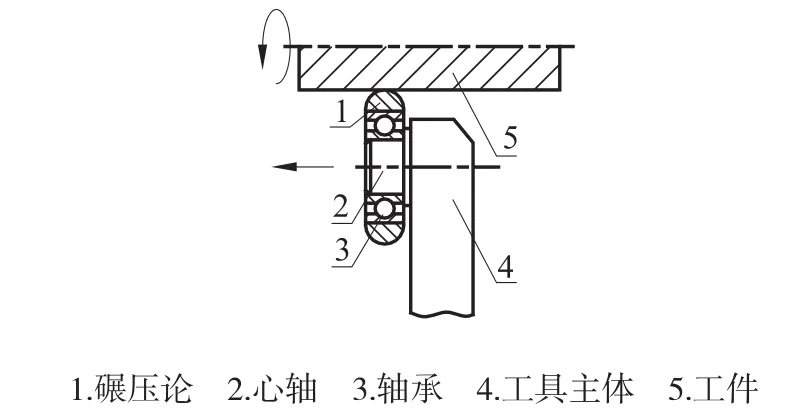
图1 滚压加工示意图
表面滚压加工是一个压力光整过程,采用专门工具对常态下工件表层施加一定的压力,使工件表层金属产生塑性流动,其结果是将工件表面原始残留的波峰、波谷碾平,从而改变材料表面微观形状、粗糙度值及提高表层机械性能。工件表层成形过程见图1。
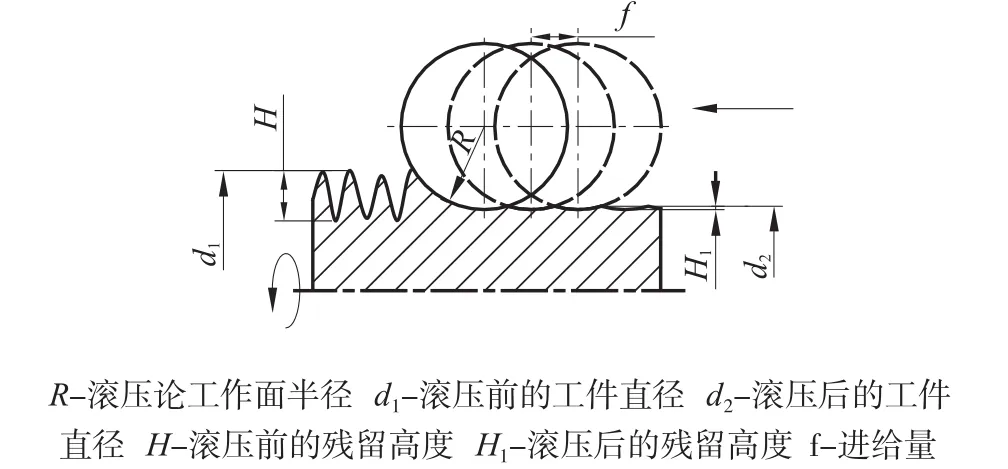
图2 工件表层变形示意图
2.2 表面滚压加工的特点
(1)可以获得较高的表面质量,一般可提高2~4级,可达到0.8 ~0.05Ra。
(2)可强化工件表层,由于产生加工硬化,表层硬度可提高5~50%,硬化层深度0.2~5mm,甚至更大;有利于提高工件的疲劳强度,可提高5~30%。
(3)可增大零件表面的有效接触面积,提高耐磨性,而且还可以改善配合表面的配合特性。
(4)滚压过程工作平稳,受力均匀,加工产生的热量少,一般不会出现表面退火、烧伤、裂纹等缺陷。
(5)生产效率高,消耗功率低,工具简单。
3 曲轴的磨损与修复
3.1 曲轴磨损的特点与成因
在压力设备(见图3)上,曲轴轴颈表面的磨损是不均匀的,轴颈与连杆轴承的径向磨损主要呈长方形,且其最大磨损部位相互对应,见图。轴颈的最大磨损处靠近轴颈偏心量最大处一侧。
轴颈的磨损是由于作用于轴颈上的力沿圆周方向分布不均匀引起的。轴颈的压力面,在工作时承受周期性冲击载荷,当滑块运动到下止点时,曲轴的受力面与连杆滑动轴承的接触区域之间的压力达到最大,由于相对运动,相互接触的两个表面上材料的凸起部分相互挤压、摩擦,表面的材料由于疲劳被挤压剥落,形成磨损。
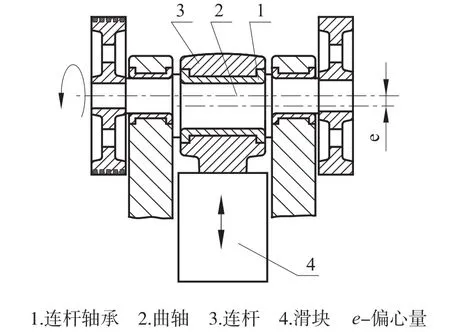
图3 压力设备的曲轴连杆机构
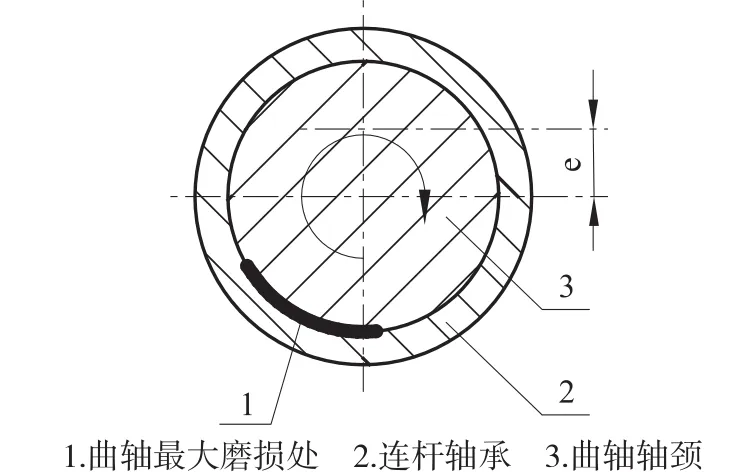
图4 曲轴磨损位置示意图
3.2 曲轴的修复实践
大型压力设备曲轴的修复工艺通常是在车床上去除磨损表层,然后重新配置连杆轴承。我们在对锻压工序的40吨压力机曲轴车加工后,采用滚压工艺精整时,经滚压前后对工件表面的检测对比得出数据见表1。

表1 滚压前后的表面质量对比
由表1可知:采用滚压工艺后的曲轴表面,在耐冲击、耐疲劳、耐磨损等机械性能均有显著提高。另外在车加工时,工件表面采用半精车也可满足滚压工艺要求,即达到Ra:6.3~3.2μm,如果这样可节省大量的精车时间,提高生产效率一倍左右。
4 主要工艺参数的确定
为确保外圆滚压加工的顺利进行及保证加工质量,确定主要的工艺参数非常必要。
4.1 进给量 f
由图2可知,进给量f直接影响加工后工件表面的粗糙度和加工效率。而进给量f和滚轮工作直径d正是决定加工后残留高度H1的因素,其关系式如下:
H1=R-〔R2-(f/2)2〕1/2
因材料的材质不同,工件的技术要求不同,所以合理的进给量通常由工艺试验确定。
4.2 压下量Δd
压下量是工件滚压前后直径的差值(Δd=d1-d2),主要受滚压力、原始表面质量、材料的硬度等因素影响,通常滚压力越大,压下量越大,原始粗糙度值越高,压下量越大,合理控制压下量,是控制好工件尺寸偏差的关键环节。合理的压下量也由工艺试验确定。
4.3 滚压速度v
滚压速度对表面质量和强化程度影响不大,适当增大滚压速度可提高生产效率,但速度过高则引起工艺系统的振动,影响质量,一般选取v=10~100m/min。
4.4 滚压行程次数n
在保证质量前提下,应尽量选取少的行程次数,一般n=1~2。
4.5 滚压轮材料
滚压轮选用范围很广,可用的包括:碳素工具钢(T10A、T12A等);合金工具钢(GCr15、CrWMo、Cr12MoV等);高速钢(W 18Cr4V等)。
5 结束语
实践证明,通过上述改进,有效延长了曲轴的工作寿命和维护周期,降低了生产成本。
猜你喜欢
矿冶工程(2022年1期)2022-03-19
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
山东工业技术(2019年1期)2019-02-08
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
制造技术与机床(2017年5期)2018-01-19
柴油机设计与制造(2015年3期)2015-12-05
冶金与材料(2015年5期)2015-08-20
锻压装备与制造技术(2015年2期)2015-06-26