圆锥滚子轴承内圈滚道磨削和质量控制
2011-03-16 12:25李永胜刘昊扬
哈尔滨轴承 2011年2期
李永胜,刘昊扬
(1.中航工业哈尔滨轴承有限公司 销售部,黑龙江 哈尔滨 150036;2.中航工业哈尔滨轴承有限公司 质量保证部,黑龙江 哈尔滨 150036)
1 前 言
圆锥滚子轴承内圈滚道存在凸滚道和直滚道两种磨削加工方式,对产品性能有不同的影响,应了解其滚道尺寸形状的质量控制各自特点及磨削加工方法的各自特点。
2 磨削内圈滚道控制的质量参数
根据产品性能要求内圈滚道磨削加工需要控制的质量参数如图1所示:有内圈滚道大头直径尺寸d1、滚道表面母线与中心线的夹角β,对于凸度滚道要控制滚道凸度和位置hi及其直径尺寸di、凸度的曲率半径R;需要控制的几何精度有滚道直径偏差(Vdi、2ΔCir)和滚道母线对基准端面倾斜度的变动量Sdi、滚道圆锥角的偏差Δ2β和滚道对内孔的厚度变动量Ki等,对于直滚道需要控制和检查滚道的直线度。
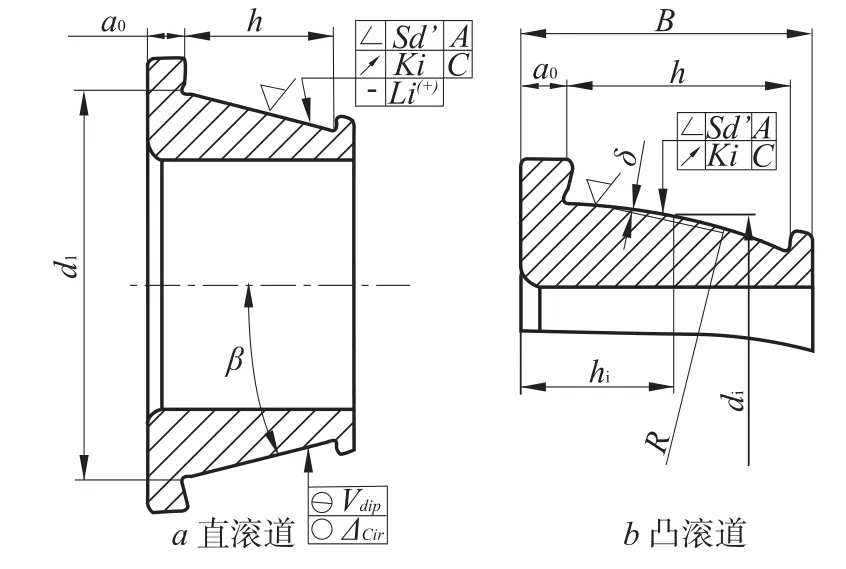
图1 圆锥内圈滚道示意图
3 磨削方式和质量保证
圆锥轴承内滚道通常在M 8 8 6 1 A、3MZ2120、3MZ2125等内滚道磨床采用切入方法磨削成形(见图2),若将内滚道的表面磨削成凸滚道砂轮外表面应为凹形,若将内滚道的表面母线磨削成直滚道时砂轮外表面应为圆柱形。由于对不同滚道形状要求砂轮表面形状有差别,对砂轮的修整方式也不同。
3.1 凸滚道砂轮修整和质量控制
圆锥滚子轴承内滚道加工成凸滚道可以避免产品在使用载荷的作用下滚道出现边缘效应和提高产品的寿命,通常凸滚道要求滚道表面有0.003mm左右弧形凸度。为磨削出内滚道的弧形凸度,砂轮表面要修整成图2所示凸滚道用砂轮形状,即砂轮外表面具有相应弧形凹度。现有的内滚道磨床砂轮外表面修整成弧形凹度,是采用改变砂轮修整器金刚笔修整轨迹的方法来达到,即将金刚笔修整轨迹调整到与砂轮的回转中心相对有一个α角(见图3所示)再来修整砂轮。通过试验得到的不同宽度滚道,采用不同α角修整砂轮,滚道磨削后形成的凸度参考值见表1。
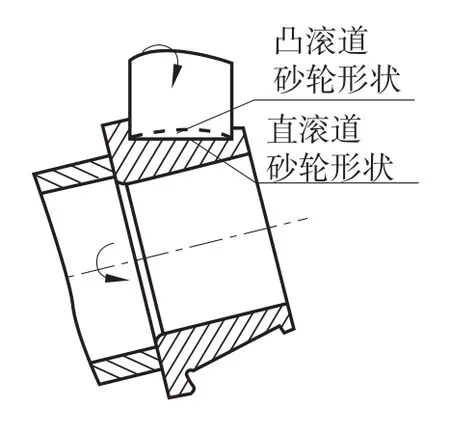
图2 圆锥内圈滚道磨削示意图

图3 内滚道磨削砂轮修整示意图

表1 采用不同 α 角修整砂轮形成凸度参考值
为了保证滚道凸度的位置需要按下列步骤调修整器:
首先将砂轮修整器的拨角调为0,然后根据产品滚道角度的要求调主轴床头,使滚道磨削的角度合格。再按滚道的宽度和凸度要求参照上表数据调砂轮修整器的拨角,使金刚笔修整轨迹相对砂轮中心线形成α角度。要使金刚笔修整时其金刚笔尖通过砂轮中心时的点也是砂轮宽度的中点,以保证滚道凸度的位置合格,若滚道凸度的位置不合格需调砂轮修整器座的位置。
3.2 直滚道砂轮修整和质量控制
直内滚道加工,要将砂轮修整器的拨角调为0,然后根据产品滚道角度的要求调主轴床头,直到使滚道磨削的角度合格为止,内滚道加工成直滚道要检查滚道表面的直线性,不允许有凹心现象。
4 检测和控制
4.1 用仪表检测的尺寸精度
内圈滚道控制的质量参数中,直滚道控制滚道的大头直径尺寸(d1),凸滚道测量滚道凸度hi处滚道直径尺寸(di),都是在D724等仪器上用相应标准件对表来控制滚道的直径尺寸偏差Δdi。用D724等仪器同时也可测量滚道椭圆Vdi(工件旋转一周的差值为Vdi),在同一台仪器另一测点可测量滚道母线对基准端面倾斜度的变动量Sdi、滚道圆锥角的偏差Δ2β。用H903、H904仪器抽检2ΔCir或Ki。上述方法测量和抽检出的Δdi、Vdi、Sdi和2ΔCir、Ki值,要控制在规定的尺寸精度范围内,超出工艺要求要及时查找原因采取措施保证加工产品的质量。
4.2 滚道形位的控制
圆锥滚子轴承内滚道要求加工成凸滚道时,要在光学轮廓仪上检查滚道表面的凸度值和位置及凸度的曲率半径R,凸度值和位置合格继续磨削,不合格要调整砂轮修整器的拨角或砂轮修整器座的位置,直到凸度值和位置达到工艺要求才可继续磨削。
直滚道要用直线性样板检查滚道表面的直线性,不允许滚道表面有凹心现象。
4 结束语
圆锥滚子轴承内滚道加工成凸滚道可以避免产品在载荷的作用下滚道出现边缘效应,可提高产品的寿命,但采用现有磨床加工凸滚道对滚道的凸度和位置的控制比较麻烦,且要具备相应的检查手段来判断,以此帮助调整机床和控制质量,目前只在有要求时才采用。
圆锥滚子轴承内滚道加工成直滚道可以提高滚子与滚道的接触稳定性和成品检查时产品的运转精度的稳定性,目前一般产品和精度高的圆锥滚子轴承内滚道在无特殊要求时基本都按直滚道加工。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
冶金设备(2021年4期)2021-10-29
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
制造技术与机床(2018年10期)2018-10-13
轴承(2018年10期)2018-07-25
工业设计(2016年1期)2016-05-04
华东理工大学学报(自然科学版)(2015年1期)2015-11-07