
激光打标机的使用及常见问题的解决方案
2011-02-10 01:19田新国王斌修
电加工与模具 2011年3期
田新国,王斌修
(青岛理工大学,山东青岛 266033)
激光打标技术与其他激光加工技术如激光切割、激光焊接、激光热处理、激光快速成形等相比,是目前激光加工领域应用最广泛、最成熟的一项技术。在实际生产中,可利用激光打标技术将文字、图形等永久性的标记在多种不同材料的表面。随着科学技术的发展,现在激光打标都是通过与数控技术、控制软件和计算机辅助设计软件相结合,既可直接在控制软件中设计简单的文字、图形,也可使用计算机辅助设计软件设计设计较为复杂的文字、图形,然后对这些文字、图形的文件进行格式转换,最后通过控制软件控制激光的输出和轨迹。
1 激光打标机原理
激光与物质的相互作用是激光加工的基础。当激光照射到材料上时,电磁能首先转化为电子激发能,然后再转化为热能或化学能。因此,加工过程中材料的被加工区域将发生各种变化,这些变化主要体现在材料的升温、熔化、汽化、产生等离子体云等。与传统打标技术相比,激光打标属于非接触加工,不会引起变形,加工热影响区小,工件材料损耗小,图案质量好,不易被假冒且加工过程易于实现自动化,加工效率高。尤其是在加工高硬度、高熔点和脆性的材料时,更能显示出其独特的优势。
1.1 泵浦技术
固体激光器具有结构紧凑、牢固耐用、价格便宜等优点,在激光打标领域中应用广泛。本文就以固体激光器为例介绍激光器泵浦技术。固体激光器泵浦方式可分为气体放电灯泵浦和半导体激光二极管泵浦两种方式[1]。
(1)气体放电灯泵浦。脉冲固体激光器采用脉冲氙灯泵浦,连续固体激光器采用氪灯或碘钨灯泵浦。放电灯的发射光谱分为连续谱和线状谱,覆盖的波长范围很宽,只有与激光工作物质的吸收波长相匹配的光才可被有效地吸收。气体放电灯泵浦有很多能量转换环节,因此激光器转换效率很低。
(2)半导体激光二极管泵浦。采用输出激光波长与固体激光工作物质吸收波长相匹配的激光作为泵浦光源可大大提高激光器效率。近年来,随着科学技术的发展,采用半导体激光二极管泵浦固体激光的全固态激光器,以目前气体放电灯泵浦无法比拟的泵浦效率,使固体激光器体积大大缩小、结构紧凑,且无需水冷,供电简单,在国内外得到迅速发展并获得广泛应用,是目前固体激光器的主要研究和发展方向。
1.2 激光打标的原理
激光打标是用激光束在各种物质表面打上永久性标记。打标的效应是通过表层物质的蒸发露出深层物质,或通过光能使表层物质发生化学物理变化而“刻”出痕迹,或通过光能烧掉部分物质,显出所需刻蚀的文字、图形。激光打标的原理大体上分为以下两种:
(1)“热加工”。具有较高能量密度的激光束,照射到被加工材料表面上,材料表面吸收激光能量,在照射区域内发生热激发过程,从而使材料表面温度上升,产生变态、熔融、烧蚀、蒸发等现象。
(2)“冷加工”。具有很高负荷能量的光子,能打断材料或周围介质内的化学键,使材料发生非热过程破坏。这种冷加工在激光标记中具有特殊的意义,因为它不是热烧蚀,而是不产生“热损伤”副作用的、打断化学键的冷剥离,因而对被加工表面的里层和附近区域不产生加热或热变形等作用。
1.3 打标实现
激光打标机首先通过专用点云转换软件,将二维图像转换成点云图像,然后根据点的排列通过控制软件控制激光在工件表面上的位置和激光的输出。由氪灯泵浦Nd:YAG激光器产生波长为1 064 nm的激光,其结构原理见图1。
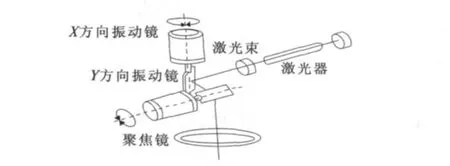
图1 结构原理图
激光束经扩束镜扩束后,再射到振镜扫描器的反射镜上,振镜扫描器在计算机的控制下高速摆动,使激光束在 X、Y二维方向上进行扫描,形成平面图像。激光打标是通过镜头将激光束聚焦到工件表面形成一个个微细的、高能量密度的光斑,每一个高能量的激光脉冲瞬间在工件表面烧蚀形成标记,在计算机的控制下连续不断地重复这一过程,预先设计好的文字、图形等内容就永久地蚀刻在工件表面。
2 激光打标机的使用
一台高性能的激光打标机,其控制软件尤为重要,现以激光打标控制软件Ctmark为例进行介绍。软件Ctm ark功能强大,不但可利用软件本身进行图文编辑,而且可导入经过辅助软件处理的文字与图形进行文件格式转换,主要是.BMP格式、.PLT格式和.DXF格式。因此对一些较简单的文字和几何图形可直接在软件中绘制,而对于一些较复杂的文字、图形,则选择适合软件Ctmark和具有较好打标品质的基础性图形设计软件来设计如Corel-DRAW、AutoCAD等软件。通过这些软件,用户可很方便地绘制和编辑图形,具有作图效率高、图形精度高等优点。此外,软件Ctmark的界面非常友好,可对导入的文字、图形进行尺寸调节、位置调节、复制、剪切、粘贴等。
2.1 使用软件本身进行图文编辑
在该部分主要通过具体的打标实例来介绍激光打标机的使用,即分3行在复合材料上打出“青岛理工大学工程实训中心激光实验室”。
(1)文字输入及文本参数设置。在文字输入界面,分3行输入“青岛理工大学 工程实训中心激光实验室”。然后设置文字的相关参数,“字体”选项中包含了多种中英文字体,在此次实验中选择楷体。“字体高度”设定为 5;“填充间距”设定为 0.05,“填充角度”设定为0,这两项参数用来设置水平方向的填充线条,表示水平方向线条的间距是0.05mm;“填充间距2”设定为 0.05,“填充角度”设定为90,这两项参数用来设置垂直方向的填充线条,表示垂直方向线条的间距是0.05mm。“行间距”选项在打多行文字时使用,设置多行文字中行与行之间的距离,本此实验中输入的文字分为3行,为了避免打标时发生重叠,故将“行间距”设定为5。文字的所有相关参数设定完成后,文字效果见图2。
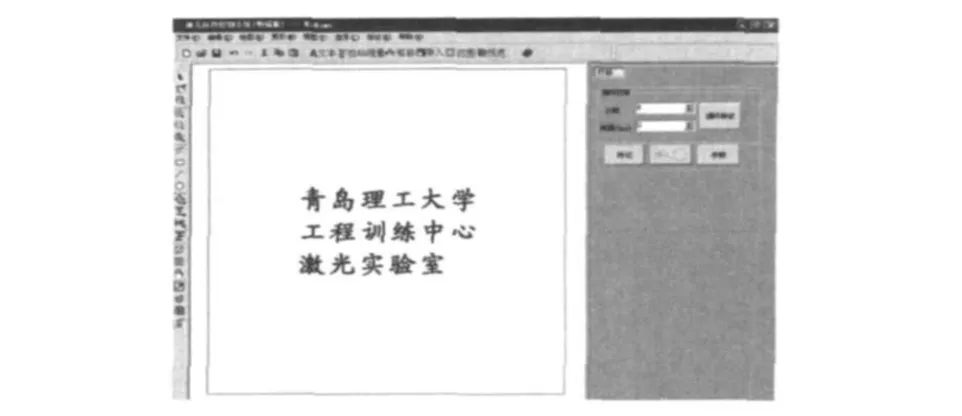
图2 文字编辑效果图
(2)在复合材料表面打标。打标开始前,调节激光光束和焦点的位置,用转换片观察从场镜下方射出的激光束。如果光斑为规整的圆,且内部绿色光晕分布均匀,说明光束质量较好;若光斑为椭圆且内部绿色光晕有明显缺陷,则光束质量较差,需要对激光打标机进行调节。激光束调好后,调节激光束焦点的位置。通过调节升降台来观察复合材料表面上激光的亮度和刻蚀时的声音,最终使复合材料表面位于焦深范围内(1~2 mm左右)。
“范围”选项用来查看当前的打标范围在复合材料表面上是否合适,不合适时可分别调整复合材料在X、Y方向的坐标,确定最佳打标位置。最后设置激光打标机的打标参数(图3)。其中“基本参数”和“高级参数”均采用系统默认值,“功率参数”中频率设定为3 000,脉宽设定为6。点击“打标”选项,激光打标机开始在复合材料表面上刻蚀文字。需注意:激光打标过程中输出的光束包含可见和不可见的辐射,对人眼有害,必须使用专用安全防护镜。打标结束后实物图见图4。
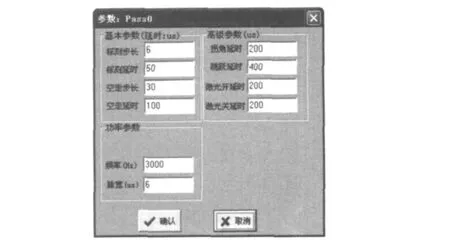
图3 打标参数
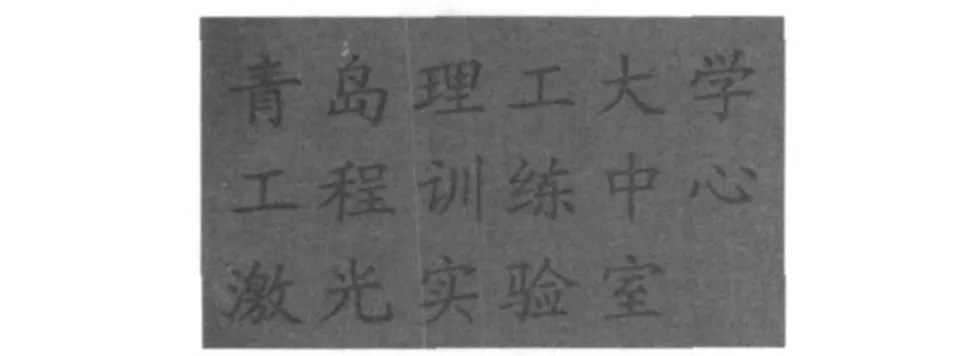
图4 文字打标效果图
2.2 辅助软件设计的文字和图形文件格式转换及打标过程
软件Ctmark可兼容很多辅助软件。此次试验中以AutoCAD绘制的法拉利车标为例,介绍在软件Ctmark中辅助软件设计的文字和图形文件的格式转换过程。
用AutoCAD绘制法拉利车标见图5。使用设计软件AutoCAD绘制完成后,在文件保存时选择保存格式为.DXF。打开软件Ctmark,在“导入”选项中选择导入文件格式为.DXF,找到并选定用Auto-CAD绘制的法拉利车标文件。在图形生成过程中,为了避免图形失真,要根据所需图标的大小合理设置相关的参数见图6。其中图形长度设定为25,为了防止图形导入后长宽比例不协调,选择“相同比例”选项,软件会自动计算出相应的宽度值以及转换比率。导入完成后,图形效果见图7,保存文件,这样就完成了文件格式的转换过程,得到格式为.CT的打标文件。打标时,打开上面保存的文件,剩余的打标过程与使用软件本身进行图文编辑时相同。在复合材料表面上打出的图标实际效果见图8。
图5 使用AutoCAD绘制的法拉利车标
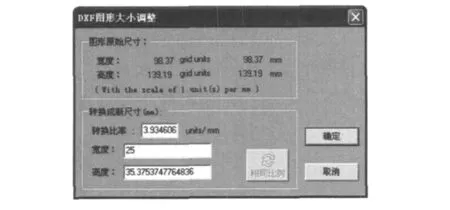
图6 图形导入参数

图7 图形导入后的效果

图8 图形实际效果图
3 激光打标过程中出现的问题及解决方案
激光打标机由水冷系统、控制柜、工控机、激光电源、声光电源、工作台、扫描头、激光器组件、K型支架等部分组成,结构较为复杂,所以激光打标机在使用过程中会不可避免地出现各种问题。
(1)高压氪灯无法点燃。按正常的开机顺序打开激光打标机:先开水泵,再开电源后,操作面板上的直流电压表应有260 V左右的电压读数,这表明主电路已开始正常工作。点火电路经过3~5 s充电后,其4倍压整流电路已充电到1 000 V左右,在此时按下点火开关,变压器将产生10 000 V以上的高压并瞬间加到高压氪灯上,将其点亮。然后控制电路迅速切断高压电路,另将主电路的260 V直流电经预燃电阻降到100 V左右,加到高压氪灯上。这样高压氪灯就完成了预燃,此时电流表读数为4 A左右[2]。
当高压氪灯无法点燃时,应首先检查电压表读数是否为260 V。若电压表读数不是260 V,则是主电路或整流电路有问题。若电压表读数是260 V,那么就在未按点火开关前检查高压氪灯两端直流电压是否达到1 000 V。如果没有达到就检查4倍压电路;如果达到了则在按下点火开关的瞬间,仔细观察高压氪灯两端裸线对安装氪灯的腔体金属外壳有无高压放电现象。若有,则说明点火瞬间已有10 000 V的高压电产生,高压氪灯无法点燃是氪灯老化或因存放时间过长,高压氪灯的真空度下降所致,此时只需更换高压氪灯即可。但如果没有高压放电现象产生,那么很可能是变压器损坏,需更换变压器。
(2)高压氪灯点燃后不能维持工作。在实际使用中,高压氪灯点燃后不能维持工作与高压氪灯无法点燃的区别并不明显,但一定要区别开来。可通过以下方法进行分辨。首先检查电流表在点火开关按下的瞬间是否有10~15 A的数值显示。其次仔细观察光路在点火瞬间有无激光一闪,有就证明高压氪灯可点燃只是无法维持工作。或者观察高压氪灯两端裸线对腔体的金属外壳有无高压放电现象,如果没有同样说明高压氪灯可以点燃,只是无法维持工作。这时只需降低预燃电阻的电阻值,范围在25~35即可解决问题。
(3)激光打标机启动后,打出的文字或图形变浅。出现这种问题后,首先打开灯室检查高压氪灯。如果高压氪灯的两端变黑,那么打出的文字或图形变浅很可能是高压氪灯老化造成的,需更换高压氪灯。如高压氪灯正常,那么接着检查灯室的反射面,因为激光打标机冷却系统如使用去离子水作为冷却介质,去离子水在静止时会产生少许的臭氧,而臭氧具有强氧化性,漂浮在腔室上层时很可能会腐蚀反射面。如果在反射面上出现众多麻点,这时高压氪灯发出的光经反射面反射后到达Nd∶YAG棒的光子数量会减少,使激光器输出功率降低,从而使打出的文字或图形变浅。这时更换灯室反射面上半部分就可解决问题。
(4)激光打标机正常工作过程中,突然出现部分或全部文字变浅的现象,但停机等待十几分钟后,激光打标机恢复正常工作,打几个工件后又出现同样的问题。出现这种情况后,首先检查打标机的光路和冷却系统,如均未发现异常现象,接着检查高压氪灯。打开灯室,如发现高压氪灯的两端发黑,那么该故障很可能是高压氪灯老化造成的,需更换高压氪灯。如更换高压氪灯后仍未解决问题,那么可初步认定是Nd∶YAG棒老化,Nd涂层变薄或其活性降低,造成吸收高压氪灯光子数量减少,从而导致激光发射不稳定。这时需要更换Nd∶YAG棒。
(5)激光打标机启动后,打出的文字或图形不清晰。有可能是由于振动、工装磨损或固定螺栓松动等原因,使镜头到工件的距离发生了变化。这时可调节激光器的位置,按设备上焦距调节方向微调,找出最佳效果。需要注意每次调节量不宜过大,并做好每次调节后的效果记录,找出变化的规律,这样调节才能快速、准确,否则容易调乱,浪费时间。如调节没有效果,那么打开灯室,检查故障是否由高压氪灯使用时间过长、光亮度降低所造成的。若是,则更换新的高压氪灯。如果高压氪灯正常工作,那么接下来要检查高压氪灯和聚光腔内的滤紫外线玻璃管,仔细观察它们的表面是否附着有水垢。若存有水垢,那么需用棉花签蘸醋酸小心清洗,去除水垢;若没有水垢,那么故障很可能是因为激光束在传播过程中没有通过扩束镜的中心造成的。解决方法是将随机配置的转换玻璃片插到输出镜上,打开氦氖灯,检查光点是否在水平或垂直方向偏离了中心。然后对应的微调全反射镜片架上的两个小螺钉,使光点移到中心即可。除以上原因外,打出的文字或图形不清晰还有可能是激光器聚光腔内有积水、电网电压过低等原因造成的,这时需要清洁聚光腔,使其保持干燥或是调高输入电压。
(6)激光打标机报警。主要原因:①软件不工作,主板松动;②没有打开冷却系统,导致激光器聚光腔内的温度超过设定值,甚至会损坏激光管;③冷却系统中的水温过高或水量不够。
相应的解决措施:①打开电脑主机,把主板取下,重新插一遍;②开机前先打开冷却系统,如激光管已损坏,则要更换新的;③往冷却系统中的水箱添加去离子水或蒸馏水,达到合适的水位。
4 结论
随着计算机技术及其他相关学科的不断发展,激光打标技术逐渐成熟,激光打标的应用领域也越来越广泛。为了更好地使用激光打标机,需对打标控制软件以及CorelDRAW、AutoCAD等辅助软件熟练掌握。为此,本文通过具体实验介绍了激光打标机的基本原理,激光打标的过程尤其是辅助软件设计的文字和图形文件的格式转换过程,探讨了激光打标机在使用过程中可能出现的问题及相应的解决方案。
[1] 张国顺.现代激光制造技术[M].北京:化学工业出版社,2005.
[2] 戴志文.激光打标机常见故障与维修[J].设备管理与维修,2007(10):51.
[3] 王炳龙,王家先.激光打标技术的应用[J].电讯工程,2009(2):19-23.
猜你喜欢
军民两用技术与产品(2022年6期)2022-08-06
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
廉政瞭望(2018年15期)2018-09-17
电子制作(2018年9期)2018-08-04
长春理工大学学报(自然科学版)(2018年2期)2018-05-26
中国设备工程(2017年24期)2017-12-28
中国光学(2016年2期)2016-11-09
光学精密工程(2016年5期)2016-11-07
工业设计(2016年4期)2016-05-04
