
车身覆盖件拼焊板冲压成形技术的研究现状及发展趋势
2011-02-01 01:39:18宋燕利
中国机械工程 2011年1期
宋燕利 华 林
武汉理工大学,武汉,430070
车身覆盖件拼焊板冲压成形技术的研究现状及发展趋势
宋燕利 华 林
武汉理工大学,武汉,430070
简述了汽车车身覆盖件拼焊板冲压成形技术的特点与发展历史;从拼焊板材料与焊接技术、拼焊板冲压成形的研究手段和面临的几个关键问题等方面阐述了有关拼焊板研究和应用的最新成果;探讨了拼焊板冲压成形技术的发展趋势。
车身覆盖件;拼焊板;冲压成形;汽车轻量化
0 引言
汽车轻量化是近年来各国政府、学术界和汽车工业界为应对能源和环境等全球性问题而共同提出的一大举措。提升高强度、轻重量的新型材料(如高强度钢板、铝合金和镁合金等)在汽车生产中的用量是实现汽车轻量化的重要途径之一。
在实际生产中,车身零件各部位对材质、厚度、强度和耐腐蚀性等要求不尽相同,采用单一钢板整体冲压成形方式,势必导致选材裕度过大、成本过高的结果;采用分离成形后点焊方式,因材料搭接又使得车身重量和装配成本增加,并存在配合等问题。为此,一种能够同时克服整体成形和分离成形等缺点的先进材料加工技术——拼焊板(tailor welded blanks,TWBs)冲压成形技术应运而生。具体来说,这种技术是将两块或两块以上的不同材质、不同厚度和(或)不同表面涂层的金属板料,采用焊接方式连在一起,然后进行冲压成形。
拼焊板冲压成形技术至少具有以下几点明显优势[1-2]:①满足零件各部位对材质、厚度、涂层以及性能等不同的要求;②解决了传统单一厚度材料无法满足的超长、超宽零件的制造问题;③消除搭接,减少焊点数量,降低车身重量;④提高车辆结构整体刚度和密封性能,改善装配精度;⑤减少模具数目,降低材料消耗;⑥碰撞中吸收能量,增强耐撞性。
20世纪60~80年代初,日本丰田、美国福特以及欧洲多家汽车公司先后进行了车身及零部件的拼焊。20世纪80年代末,随着国际上节能减排、保护环境的呼声不断提高,以及千瓦级连续CO2激光器的出现,汽车拼焊板进入了大规模商业化生产阶段。德国蒂森·克虏伯钢铁公司是欧洲较早大规模采用激光生产拼焊板的钢铁公司。随后,美国钢铁协会和国际钢铁协会组织全球18个国家35家钢铁厂制订了超轻钢制车身(ultralight steel auto body,ULSAB)计划,激光拼焊板则是其中的一项主要课题。1988年3月,在ULSAB计划指导下生产的第一辆样车中共使用了16个拼焊板冲压件,车身零件数量约减少了20%,重量减轻了25%,弯曲刚度提高了52%,静态抗扭刚度提高了80%[3]。截止到目前,拼焊板不仅已经在欧美各大汽车公司得以成功应用,而且产量也突飞猛进。2004年,全球的激光拼焊板产量约1.8亿张;2005年,全球激光拼焊板产量已达2.5亿张。
国内上海大众、一汽大众、东风汽车以及上海宝钢等各大汽车厂商和钢铁公司也已经开始了拼焊板冲压成形技术的研究和应用。但是,与发达国家相比,我国在拼焊板冲压成形技术领域的研究和应用起步较晚,进展相对缓慢。
本文将从拼焊板材料与焊接方法、拼焊板冲压成形的研究手段和面临的几个关键问题等方面详细阐述了拼焊板在车身覆盖件冲压成形中的研究进展,以期为国内同行开展有关拼焊板冲压技术的研究提供参考。
1 拼焊板材料与焊接方法
1.1 拼焊板材料
拼焊板材料主要包括钢板、铝合金板及镁合金板等。
钢板一直是汽车车身的主导材料。(先进)高强度钢以其高强度、高韧性等优点成为目前汽车界替代普通IF钢以减轻车身重量的首选。日本近年来高强度钢板使用率超过40%,在超轻钢车身先进概念车中白车身上应用各类高强度钢达100%[4]。不锈钢兼具高强度和高塑性,轻量化效果甚至可以与铝合金媲美;同时表现出很强的加工硬化趋势,即便在很低的应变下,屈服强度也会显著增大,从这点意义上说,不锈钢是车身轻量化中又一具有巨大潜力的钢种,可以实现更多轻量化零部件的制造[2]。但是由于不锈钢的价格过高,目前它在汽车上的应用仅限于装饰件、排放系统以及保险杠等。
铝合金被认为是实现车辆轻量化目标最有潜力的材料。与钢材料相比,铝合金在满足相同力学性能的情况下,重量最大可减小60%;且具有易于回收,无需防锈处理,在碰撞过程中比钢多吸收50%的能量等优点[5]。然而,铝合金在汽车上的应用还存在不少问题,如易产生裂纹、回弹大、表面易划伤以及抗凹性差等。20世纪90年代搅拌摩擦焊(friction stir welding)的出现使得铝合金难焊的问题迎刃而解,铝在汽车工业中的用量也在连年递增。世界铝协会在近期发表的一份研究报告中宣布,铝在汽车中的用量已超过铸铁,成为仅次于钢的第二大汽车材料[5]。目前,铝合金已广泛应用在汽车发动机、车门、挡泥板、轮圈以及发动机机罩等零部件上。车身构架用铝也有了很大的发展,其中以奥迪A8全铝车身框架最具代表性(图1)。

图1 奥迪A8全铝车身架构
镁合金凭借密度小、易机械加工、减振性强以及抗凹性高等优点,成为汽车轻量化的选材之一。但与钢、铝等金属相比,镁合金抗腐蚀能力差,疲劳强度和冲击值等较差。此外,镁的晶体结构为密排六方结构,塑性加工性差,常温下轧制、挤压和锻造等塑性加工仅限于锻造镁合金。在20世纪中期,铸造镁合金AS41和AZ81作为发动机和变速箱的基本结构材料被德国大众汽车所采用,1972年用量甚至达到42 000t[2]。尽管后来镁合金被性价比更高的铝合金所取代,但是镁合金用于汽车的可能性已被历史所证明。此外,研究表明,镁合金在225℃以上会产生新的滑移面,从而导致屈服应力下降和塑性成形能力上升[6]。这一发现可能会为镁合金在汽车轻量化中的应用开辟了一个崭新的研究领域。
1.2 焊接方法
目前车身拼焊板最常用的焊接方法有激光焊、搅拌摩擦焊以及滚压电阻焊等。
激光焊(laser beam welding)具有速度快、焊缝深宽比大、变形小以及无需填充材料等优点。它不仅可以用于大多难焊材料的焊接,而且适合于不同厚度或不同材质拼焊板的焊接。但是,使用激光焊焊接铝板非常困难,这是由于铝熔化后表面非常光滑,对光线有强烈的反射作用。不过,在目前汽车车身覆盖件以钢板为主的环境下,激光焊得到了广泛的应用和研究[7-9]。
搅拌摩擦焊为固态成形过程,具有焊接输入能量小、速度快、无填充材料和保护气体,焊接接头力学性能优良等优点。但与激光焊相比,搅拌摩擦焊对设备刚性要求大,灵活性稍差,焊缝宽度也明显大一些。搅拌摩擦焊研究初期专用于铝合金的焊接,随着研究的深入,这项技术在很短时间内就获得了各大汽车企业和科研机构的重视,并被推广用于各种钢、铜合金、钛合金以及镁合金等金属的焊接[10-12]。
滚压电阻焊(mash seam welding)比激光焊便宜,且对板料边界精度要求较低。与前两种焊接方法相比,滚压电阻焊马氏体含量稍少,但存在着2~3mm的搭接部分,这在一定程度上增大了焊缝的厚度和拼焊板的重量(图2)。这种焊接方式在欧洲汽车拼焊板的生产中较为流行。
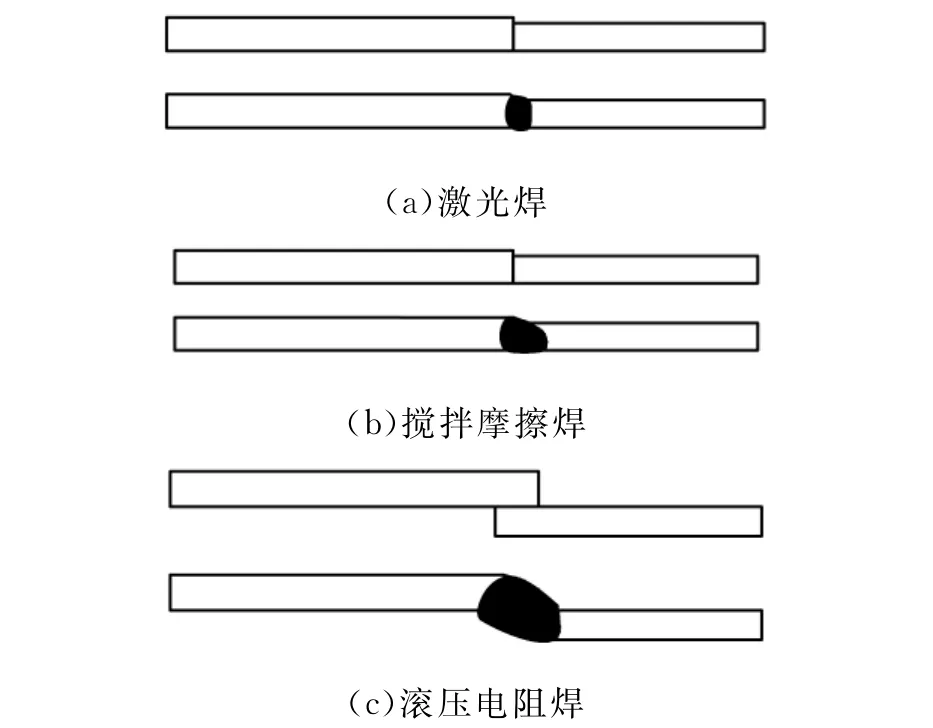
图2 激光焊、搅拌摩擦焊和滚压电阻焊焊缝接头的比较
此外,电子束焊(electron beam welding)、钨极氩弧焊(gas tungsten arc welding)以及高频对接焊(high frequency butt welding)等焊接方法也可以用于拼焊板的焊接,但有关研究和工业应用相对较少。
2 拼焊板冲压成形性能的研究手段
拼焊板的冲压成形性能是指拼焊板在冲压过程中抵抗出现颈缩、破裂、起皱、波纹、回弹和表面缺陷的能力。研究拼焊板的成形性能至少可以通过试验方法和有限元数值模拟方法两种途径实现。
2.1 试验方法
自车身覆盖件冲压工艺产生以来,试验方法一直是分析金属板冲压变形规律的主要方法。尽管近年来随着有限元数值模拟方法的流行,试验次数得以大幅减少,但试验方法依然是冲压工艺方案最终确立的主要依据,而且仿真计算所需的材料参数只能通过试验获得。此外,具有优异性能的新型轻量化材料的研制开发也主要依赖试验方法。
拼焊板研究的试验方法可分为本征试验和特定指标试验。本征试验测量拼焊板材料的基本性能参数,如拉伸试验、金相试验和硬度试验。特定指标试验主要是在与汽车覆盖件真实冲压工艺基本一致的应力状态和变形特点下,测定某些特定的成形性能指标。由于焊缝及热影响区的存在,拼焊板可分为母材1-焊缝及热影响区-母材2三个区域。当将拼焊板作为一个整体进行特定指标试验时,其试验方法与普通板料的基本相同,目前常见的板料冲压成形特定指标试验(表1)均可用于拼焊板冲压工艺中。当仅需要获得焊缝及热影响区的性能参数时,鉴于焊缝及热影响区的实际宽度十分有限,表1中的试验方法通常无法进行,而应采用有限元模拟等方法实现。

表1 常见的板料冲压成形特定指标试验[13]
2.2 有限元模拟方法
通过有限元软件模拟拼焊板的冲压成形过程,不仅可以得到冲压件最终的应力应变分布、温度分布、模具受力、可能的缺陷及失效形式,而且还可以动态观察板料的变形过程,有助于加深对试验结果的理解。更重要的是,基于可靠的有限元模拟手段,还可以实现对拼焊板成形缺陷的准确预测,从而及时调整工艺参数和模具结构,减少实际试模次数,缩短开发周期。下面着重介绍一下目前板料冲压模拟中的一些研究热点及其进展状况。
2.2.1 材料模型
采用有限元方法模拟板料冲压成形时,建立恰当的材料模型是模拟结果准确可靠的前提。汽车板的塑性特性一般是各向异性的。因此,选用各向异性屈服准则(如Hill 1948、Hill 1979、Hill 1993、Hill 1999、Barlat Yld89、Barlat Yld91和Barlat Yld97等)比选用各向同性屈服准则(Tresca、von Mises、Hosford 1948等)更能提高仿真结果的精度。随着研究的深入,许多新的屈服准则还在不断出现。究竟选取哪种屈服准则更为恰当,需要考虑材料的晶体结构和塑性变形特点。高强度钢、铝合金和镁合金分别具有体心(BCC)、面心(FCC)和密排六方(HCP)晶体结构。与铝合金和高强度钢在拉伸和压缩塑性变形时均主要涉及位错滑移(对称性质)不同,镁合金在拉伸和压缩情况下分别主要发生位错滑移和孪生,这种不对称的变形机制导致镁合金在拉伸和压缩两种情况下具有不同的塑性变形行为。近年来,HCP型金属的这种各向异性/非对称现象得到了足够的重视,很多学者分别从晶体结构和宏观尺度两个方面开展了大量数值建模工作。在晶体结构方面,Turner等[14]提出了弹塑性自洽多晶体模型(elasto-plastic self-consistent polycrystal model),Agnew 等[15]提 出 了 多 晶 体 塑 性 模 型(polycrystal plasticity model),用以描述各向异性和织构的演化。在宏观尺度方面,Cazacu等[16-17]和 Lee等[18]均 提 出 了 正 交 各 向 异 性 屈 服方程,用来描述HCP型金属的各向异性/非对称(asymmetric/anisotropic)屈服现象。
由于晶体结构与冲压变形机制的不同,高强度钢、铝合金和镁合金在有限元模拟建模时也需采用不同的材料模型。Lee等[19]在模拟铝合金AA6111-T4、AA5083-H18、AA5083-O及双相钢DP590时,采用Barat在2003年提出的具有等向硬化规律的非二次式正交各向异性屈服方程Yld2000-2d,而在模拟镁合金AZ31时,采用了Cazacu在2006年提出的各向异性/非对称屈服方程。
当然,建立材料模型时,除考虑选取塑性屈服准则外,还应该确立材料的塑性硬化模型和流动法则等。塑性硬化模型规定了材料进入塑性变形后的后继屈服函数,通常有等向硬化、随动硬化和混合硬化三种。为保证本构关系简洁,易于编程实现,板料成形一般采用等向硬化模型,其精度通常也是可以接受的。材料发生塑性变形后,其应力应变关系不是唯一的,而与加载路径和加载历史有关。流动法则描述发生屈服时塑性应变的方向,通常有增量理论和全量理论。由于板料塑性变形是一个具有几何非线性、材料非线性和边界非线性等多重非线性的复杂力学过程,难以保证比例加载,所以一般采用增量理论。
2.2.2 焊缝模型
焊缝的精确建模是拼焊板冲压成形研究中的难点之一。较早文献中多数拼焊板焊缝建模形式简单,仅将焊缝简化为两板网格节点之间的刚性连接,忽略了焊缝及热影响区材料与母材间存在的力学性能方面的差异。
为使模拟结果更加准确,近年来研究人员在焊缝精确建模上进行了不懈的努力。Meinders等[1]指出,拼焊板焊缝建模的途径一种是考虑焊缝的几何尺寸和形状、焊缝和热影响区的马氏体含量等因素,另一种则是简化焊缝及热影响区,仅以一排粗化的单元代替焊缝。Lee等[19]将焊缝与母材区分开来,单独赋予性能参数,但在焊缝建模时,忽略了焊缝的各向异性。Raymond等[20]对比分析了考虑焊缝材料与几何形状建模与简化的焊缝建模两种方式对板料成形性的影响,指出焊缝线的建模方式对应变的约束效应以等厚拼焊板影响最大,并且随着板厚比率的增大,此影响逐渐降低。Zhao等[21]通过模拟激光拼焊板的自由弯曲、拉伸弯曲和极限拱顶高等变形过程发现,焊缝精确建模能更加准确地预测激光拼焊板冲压成形结果,但对回弹预测影响不大。Zadpoor等[10]通过模拟极限拱顶高和S-Rail标准试验却发现,焊缝精确建模能更加准确地模拟搅拌摩擦焊的应变场分布和回弹预测。对于上述有关焊缝模型对回弹结果影响程度的差异,Zadpoor等[10]认为,焊缝建模方式对拼焊板冲压成形数值仿真结果的影响程度与焊接方法有关:采用激光焊进行拼焊,焊缝同时具有较高的强度和较高的刚度,两者对拼焊板回弹的作用刚好抵消,并且激光焊焊缝宽度较窄,因此焊缝建模方式对回弹影响很小;采用搅拌摩擦焊进行拼焊,焊缝与母材有相近的弹性模量,但是焊缝的强度却比母材低,并且焊缝宽度相对较宽,因此焊缝建模对回弹影响较大。可见,拼焊板焊缝建模方式对仿真结果的影响还与焊接方法等因素有关。需要指出的是,焊缝模型越精确,模拟结果越可靠,但计算规模也更加可观。因此,焊缝建模的准则是,在计算规模许可的情况下,尽量提高建模精度。
3 拼焊板冲压成形中面临的几个关键问题
近年来高强度钢、铝合金等板料的拼焊技术发展势头迅猛,但在拼焊板冲压成形方面仍有不少问题亟待解决。与普通板料冲压成形类似,拼焊板冲压成形中也存在破裂、起皱和回弹等典型的缺陷。同时,由于拼焊板是由两种或两种以上的材质、厚度或表面涂层不同的板料拼焊而成,焊缝以及两侧母材性能的不同将导致拼焊板在冲压成形后存在着焊缝线的偏移,从而焊缝区和薄板母材一侧更容易发生起皱与破裂,结果导致拼焊板塑性变形能力差、冲压成形性能降低。因此,对拼焊板破裂、起皱、回弹以及焊缝线偏移的模拟和准确预测,成为提升拼焊板成形能力必须解决的关键问题。
3.1 焊缝线偏移量的预测
拼焊板冲压中的焊缝线偏移量与板厚和材质密切相关。同材质拼焊板冲压后焊缝线向厚板一侧偏移;随板厚差异的增大,焊缝线偏移量增大。Padmanabhan等[22]通过模拟铝合金 AA6016-T4分别与低碳钢DC06、高强钢AISI-1018、高强钢HSLA-340和双相钢DP600等钢板的拼焊板冲压成形,发现强度越低,变形程度越大。因此,可以尽量通过减小拼焊板母材的强度比和厚度比使冲压零件保持均匀,从而使焊缝线偏移量最小。
除此之外,通过选择合理的压边圈形式、压边力大小以及拉延筋布置也能起到减小拼焊板焊缝线偏移量、提高板料成形性能的作用。在拼焊板冲压成形中,两侧母材上施加的压边力大小应根据板料板厚或强度进行适当调整。Padmanabhan等[22]在模拟钢-铝拼焊板冲压时,采用分瓣压边圈(segmented blank holder),并且在强度较高的钢板一侧采用了3.5kN的压边力,在强度较低的铝板一侧,采用了5.5kN的压边力。Chen等[23]等通过有限元软件模拟方盒拉伸试验指出,相对于平面压边圈,阶梯压边圈(stepped blank holder)与焊缝夹紧销组合可得到较小的焊缝线偏移量。
3.2 破裂的预测与防止
破裂是车身覆盖件冲压时最常见的缺陷之一。它是板料在冲压过程中局部严重变薄的后果。因此,保证板料变形均匀、防止局部过渡变薄是设计板料冲压成形工艺的目的之一。有限元模拟可以预测板料(包括拼焊板)成形后的厚度分布,通过控制材料流动达到减少破裂的目的。
Chien等[24]指出,弯曲模式和平面变形模式的破裂机制是不同的,弯曲模式中的破裂应变远远大于平面内模式。Meindersa等[1]指出,在拼焊板冲压过程中破裂有两种形式:①当焊缝区塑性较低时,由平行于焊缝的应变引起的破裂(图3a);②在焊缝区比母材的流动应力大的情况下,强度较低的母材将发生应变集中,并导致破裂(图3b)。Sharkeri等[25]的研究同时表明,破裂(或颈缩)的位置取决于拼焊板的厚度比、焊缝线方向、焊缝表面增强相的数量以及表面缺陷等多个因素的共同作用。Bayley等[26]指出,应变集中可以导致宏观厚向剪切带,最终产生裂纹;同时他建立了分叉破裂准则(bifurcation failure criterion)用以预测应变集中的产生。Lee等[19]通过半球形极限拱顶高试验以及有限元数值模拟手段预测了拼焊板冲压破裂的产生位置,其研究结果表明,焊缝破裂的类型和起始位置需要综合考虑焊缝线布置、载荷方向以及焊缝区延展性和强度等:如果焊缝区的平均性能较好,破裂将出现在母材区;否则,破裂出现在焊缝区。

图3 拼焊板两种破裂形式的比较[1]
3.3 起皱的预测与防止
起皱是板料在冲压成形过程中受压失稳的一种主要表现形式。目前国内外有关普通板料的冲压起皱问题的研究非常多,也比较成熟,但有关拼焊板冲压起皱的研究却非常少。

图4 拼焊板冲压工艺中常用压边圈示意图
采用不同的压边圈形式,对预防起皱的效果也不尽相同,图4给出了几种不同形式的压边圈示意图。Chen等[23]通过方盒拉深试验发现,采用普通平板压边圈,当压边力过小时,薄板一侧的法兰将发生明显起皱,当压边力过大时,薄板一侧又容易发生破裂;而使用阶梯型压边圈有助于减少起皱现象的发生。Meinders等[1]指出阶梯型刚性压边圈因在冲压过程中法兰部分面与压边圈脱离接触,仅能降低法兰起皱的程度,不能彻底防止起皱;可变形压边圈(deformable blank holder)虽然可以有效阻止起皱,但因压边力过大(压边力必须满足强度较高一侧母材起皱)可能导致薄板侧提前发生颈缩或破裂;而分瓣压边圈由于在法兰部分施加变压边力,因此可以同时避免起皱和过早破裂两种缺陷的产生。Padmanabhan等[22]同样指出使用分瓣压边圈,可根据两侧母材的强度施加压边力,从而控制材料流动,达到减少起皱和破裂发生的目的。
3.4 回弹的预测
板料在外载荷作用下首先发生弹性变形,继续施加载荷会进一步发生塑性变形。卸去外载荷后,在弹性变形区的弹性恢复以及塑性变形区的弹性恢复两者的共同作用下,板料发生与加载时变形相反的变化,这种现象称为回弹。板料在各种成形工艺中不可避免地产生回弹。与破裂和起皱等板料冲压中的常见缺陷相比,回弹问题的研究进展较慢。如何准确预测板料成形后的回弹量并且予以恰当补偿一直是板料冲压领域的一个难题。对于拼焊板,由于拼焊板是由两种或两种以上的材质、厚度或者涂层不同的板料焊接而成,同时冲压成形后存在焊缝线偏移问题,这导致拼焊板的回弹问题更加复杂。
有限元数值模拟技术的引入,为解决回弹预测问题提供了有利的工具。Sung等[27]利用PAM-STAMP显示代码模拟了差厚激光拼焊板U形件的冲压和回弹过程,发现纵向焊缝拼焊板与无焊缝厚板具有相似的回弹量;横向焊缝拼焊板的厚板侧与同厚度无焊缝板具有相似的回弹量,而薄板侧较同厚度无焊缝板具有相对较小的回弹量。姜银方等[28]通过进行拼焊板U形件回弹的试验和仿真研究发现,压边力是影响拼焊板回弹的关键因素,压边力大小、分布以及随凸模行程的变化都对回弹有重要影响,此外焊缝移动量、凹模圆角半径、板宽以及间隙均对回弹有较大影响。
4 拼焊板冲压成形技术的发展趋势
虽然拼焊板在汽车工业界已有了十分广泛的应用,然而有关拼焊板成形技术的研究尚在起步阶段。目前,拼焊板材料较多地局限于不同钢(或铝)板之间的拼焊,而对钢板与铝板、镁板等异种材料的拼焊和冲压成形的研究相对较少。鉴于钢板在未来相当长的时间内仍是制造车身覆盖件的基本材料,而铝合金则在轻量化方面更加突出,并且搅拌摩擦焊的出现成功地解决了钢板与铝合金板的焊接问题,钢-铝拼焊板在未来车身覆盖件拼焊板用材中具有较大的潜力。但是,钢和铝拼焊时在焊缝区将产生一定的脆性金属间化合物,这可能会使拼焊板的成形性能下降更加明显。此外,在钢-铝拼焊板冲压成形时,选择工艺参数需要非常谨慎。因为钢和铝两种材料在机械性能方面具有很大的不同,铝的杨氏模量约为钢的1/3,因此铝的弹性回复比钢大得多。厚向异性指数方面的差异也对钢-铝拼焊板冲压后的厚度分布有直接影响。以上这些因素都是钢-铝拼焊板在冲压成形研究时需要考虑的。
在拼焊板的冲压成形工艺和新型模具结构方面,温成形(warm forming)、热成形(hot forming)以及超塑性成形(superplastic forming)技术均能有效地解决拼焊板塑性成形能力下降的问题,具有很大的研究潜力。但是,由于不同材质的拼焊板母材相变温度及对冷却方式的要求可能存在较大差异,目前在拼焊板冲压成形工艺中相关技术的研究还接近于空白。此外,拼焊板的柔性冲压成形(flexible forming stamping)技术以液体或聚氨酯充当凸模或凹模,具有提高拼焊板冲压成形极限和成形精度、减小回弹量、简化模具结构等优点,也是一个值得关注的领域。
在拼焊板冲压成形有限元模拟方法中,目前通常采用焊缝简化建模方式,亦即忽略了焊缝几何形状以及焊缝与母材在组织、成分和性能等方面的巨大差异,这将影响模拟结果的可靠性和精确性。值得注意的是,焊缝精确建模不仅要考虑焊缝的形状、性能等因素,还应考虑热影响区的处理方法。这是因为热影响区实际为焊缝与母材在成分、性能以及外观尺寸(如板料厚度)等的一个过渡区,其作用不可忽视。可见,如何准确恰当地建立拼焊板(包括焊缝)的材料模型还需更加深入地研究。
另外,拼焊板由于存在着焊缝与母材之间的性能、尺寸差异,以及冲压后焊缝线移动等问题,其破裂、起皱和回弹等缺陷的影响因素更多更复杂,从而导致普通板料冲压理论在拼焊板上不再适用。这将必将制约拼焊板的进一步推广应用。从这个意义上说,建立适用于拼焊板的冲压破裂失稳判据、起皱失稳判据以及回弹机制等理论基础是一项迫切而艰巨的任务。
相信随着试验手段的不断完善以及有限元仿真技术的日臻成熟,拼焊板冲压成形技术的研究和应用会更大的突破。
[1] Meindersa T,Berg A,HueÂtinka J.Deep Drawing Simulations of Tailored Blanks and Experimental Verification[J].Journal of Materials Processing Technology,2000,103:65-73.
[2] Kleiner M,Geiger M,Klaus A.Manufacturing of Lightweight Components by Metal Forming[J].CIRP Annals-Manufacturing Technology,2003,52(2):521-542.
[3] International Iron and Steel Institute.Project reports on UltraLight Steel Auto Body(ULSAB)and UltraLight Steel Auto Body-Advanced Vehicle Concepts(ULSAB-AVC)[EB/OL].[2010-04-06].http://www.worldautosteel.org/Projects/ULSAB/Programme -engineering-report.aspx.
[4] 马明图.先进汽车用钢[M].北京:化学工业出版社,2007.
[5] 中国汽车工程学会.世界汽车技术发展跟踪研究[M].北京:北京理工大学出版社,2006.
[6] Doege E,Sebastian W,Droder K,et al.Increased Formability of Mg-Sheets using Temperature Controlled Deep Drawing Tools,in Innovations in Processing and Manufacturing of Sheet Materials[C]//TMS Annual Meeting.Orleans,2001:53-60.
[7] Sharma R S,Molian P.Yb:YAG Laser Welding of TRIP780Steel with Dual Phase and Mild Steels for Use in Tailor Welded Blanks[J].Materials and Design,2009,30:4146-4155.
[8] Ghoo B Y,KeumY T,Kim Y S.Evaluation of the Mechanical Properties of Welded Metal in Tailored Steel Sheet Welded by CO2Laser[J].Journal of Materials Processing Technology,2001,113:692-698.
[9] Panda S K,Kumara D R,Kumar H,et al.Characterization of Tensile Properties of Tailor Welded IF Steel Sheets and Their Formability in Stretch Forming[J].Journal of Materials Processing Technology,2007,183:321-332.
[10] Zadpoor A A,Sinke J,Benedictus R.Finite Element Modeling and Failure Prediction of Friction Stir Welded Blanks[J].Materials and Design,2009,30:1423-1434.
[11] Buffa G,Fratini L,Shivpuri R.Finite Element Studies on Friction Stir Welding Processes of Tailored Blanks[J].Computers and Structures,2008,86:181-189.
[12] Leitao C,Emilio B,Chaparro B M,et al.Formability of Similar and Dissimilar Friction Stir Welded AA 5182-H111and AA 6016-T4Tailored Blanks[J].Materials and Design,2009,30:3235-3242.
[13] 林忠钦,李淑慧,于忠奇,等.车身覆盖件冲压成形仿真[M].北京:机械工业出版社,2004.
[14] Turner P A,ToméC N.A Study of Residual Stresses in Zircaloy-2with Rod Texture[J].Acta Metall.,1994,42:4143-4153.
[15] Agnew S R,ToméC N,Brown D W,et al.Study of Slip Mechanisms in a Magnesium Alloy by Neutron Diffraction and Modeling[J].Scripta Mater.,2003,48:1003-1008.
[16] Cazacu O,Barlat F.A Criterion for Description of Anisotropy and Yield Differential Effects in Pressure-insensitive Metals[J].International Journal of Plasticity,2004,20:2027-2045.
[17] Cazacu O,Plunkett B,Barlat F.Orthotropic Yield Criterion for Hexagonal Closed Packed Metals[J].International Journal of Plasticity,2006,22:1171-1194.
[18] Lee M G,Kim D,Kim C,et al.A Practical Twosurface Plasticity Model and Its Application to Spring-back Prediction[J].International Journal of Plasticity,2007,23:1189-1212.
[19] Lee W,Chung K H,Kim D.Experimental and Numerical Study on Formability of Friction Stir Welded TWB Sheets Based on Hemispherical Dome Stretch Tests[J].International Journal of Plasticity,2009,25:1626-1654.
[20] Raymond D S,Wild M P,Bayley J C.On Modeling of the Weld Line in Finite Element Analyses of Tailor-welded Blank Forming Operations[J].Journal of Materials Processing Technology,2004,147:28-37.
[21] Zhao K M,Chun B K,Lee J K.Finite Element Analysis of Tailor-welded Blanks[J].Finite Elements in Analysis and Design,2001,37(2):117-30.
[22] Padmanabhan R,Oliveira M C,Menezes L F.Deep Drawing of Aluminum–steel Tailor-welded Blanks[J].Materials and Design,2008,29:154-160.
[23] Chen W,Lin G S,Hu S J.A Comparison Study on the Effectiveness of Stepped Binder and Weld Line Clamping Pins on Formability Improvement for Tailor-welded Blanks[J].Journal of Materials Processing Technology,2008,207:204-21.
[24] Chien,W Y,Pan J,Tang S C.A Combined Necking and Shear Localization Analysis for Aluminum Sheets Under Biaxial Stretching Conditions[J].International Journal of Plasticity,2004,20:1953-1981.
[25] Shakeri H R,Buste A,Worswick M J,et al.Study of Damage Initiation and Fracture in Aluminum Tailor Welded Blanks Made Via Different Welding Techniques[J].Journal of Light Metals,2002,2:95-110.
[26] Bayley C J,Pilkey A K.A Bifurcation Criterion for Predicting Weld-line Failures in AA5754Alloy Tailor-welded Blanks[J].Materials Science and Engineering A,2006,435–436:62-70.
[27] Sung H C,Jang M S,Young M H,et al.Springback Characteristics of the Tailor-welded Strips in U-bending[J].Journal of Materials Processing Technology,2002,130-131:14-19.
[28] 姜银方,汪健敏,朱元右,等.拼焊板U形件回弹试验与仿真研究[C]//第九届全国塑性工程学术年会论文摘要集及第二届全球华人先进塑性加工技术研讨会论文集(二).太原,2005:81-83.
Current Research Status and Trends of Tailor Welded Blanks Applied in Auto-body Stamping
Song Yanli Hua Lin
Wuhan University of Technology,Wuhan,430070
The characteristics and developing history of stamping technology used for auto-body panels were introduced briefly.The newest development and existing problems were presented from the welding materials,welding technologies,and also research methods and key technologies in the forming process of tailor welded blanks(TWBs).In the end,the development trends of TWBs stamping technology was identified.
auto-body panel;tailor welded blank;stamping;lightweight of automobile
TG386.3
1004—132X(2011)01—0111—08
2010—04—07
国家杰出青年科学基金资助项目(50725517)
book=117,ebook=176
(编辑 郭 伟)
宋燕利,男,1979年生。武汉理工大学材料科学与工程学院博士研究生、助教。主要研究方向为汽车车身轻量化技术。华 林,男,1962年生。武汉理工大学汽车工程学院院长、教授、博士研究生导师。
猜你喜欢
小猕猴学习画刊·下半月(2024年6期)2024-07-09 12:32:38
课外生活·趣知识(2023年9期)2023-10-08 19:14:56
机械研究与应用(2022年1期)2022-03-14 03:39:14
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2018年8期)2018-10-09 08:27:14
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
锻造与冲压(2017年14期)2017-08-01 13:08:42
